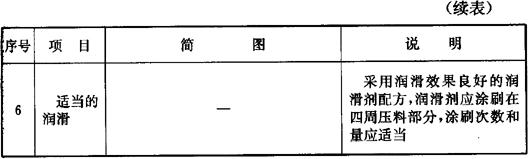
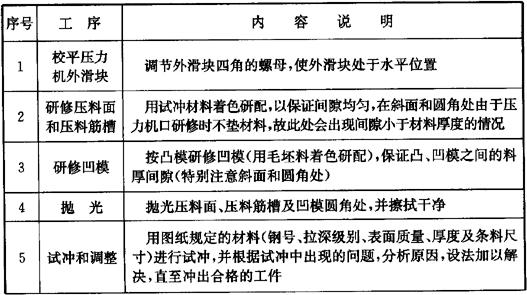
(一)冷冲模试模与调整的要求(表6.1-25)
表6.1-25 试模与调整的内容与要求
(三)冲裁模的试模与调整
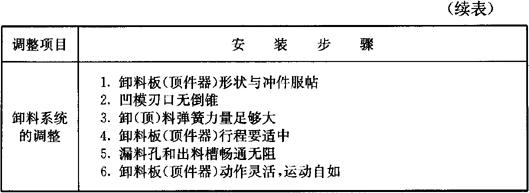
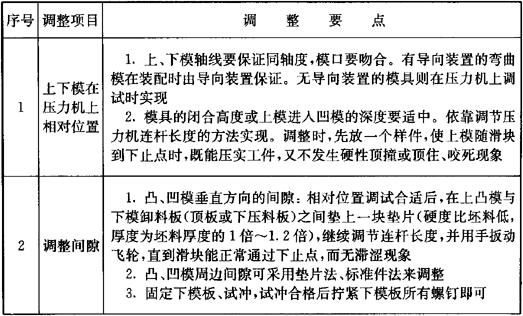
1.调整项目(表6.1-28)
表6.1-28 冲裁模的调整
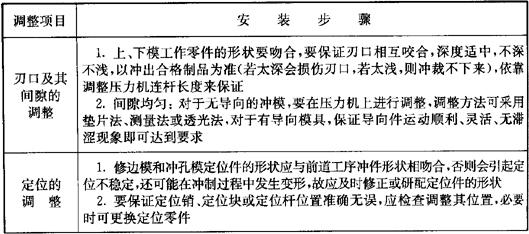
2.调整方法
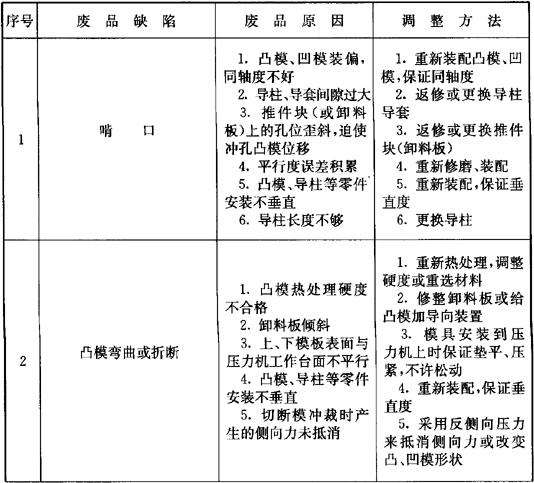
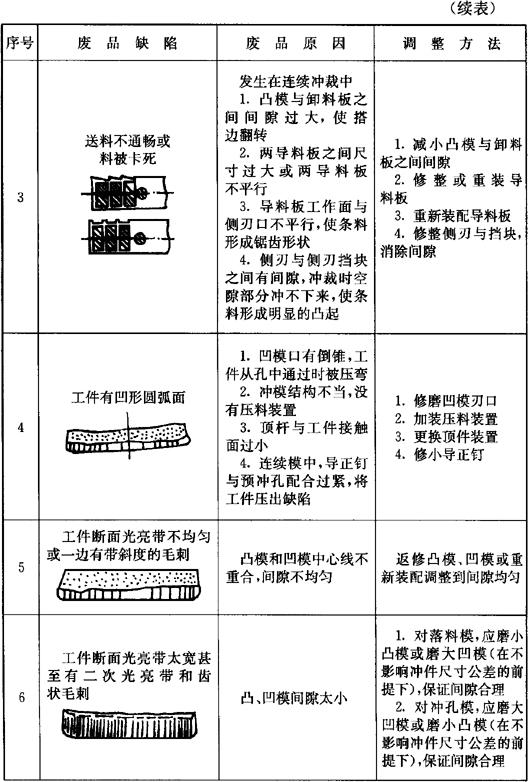
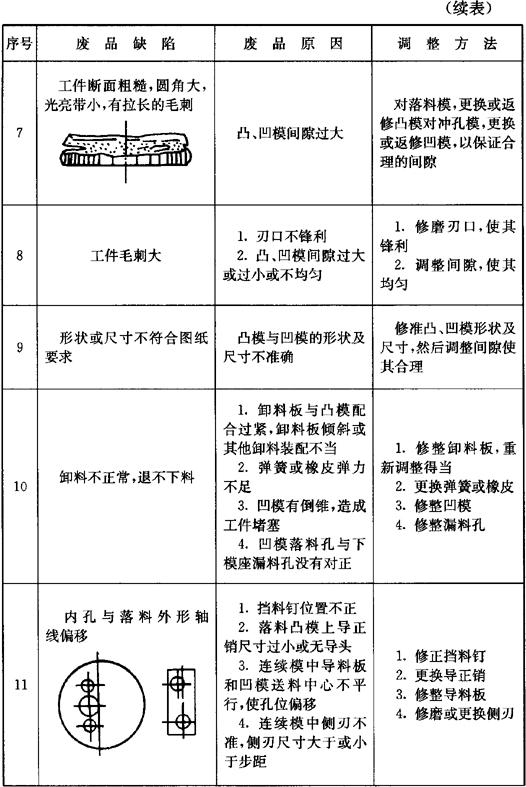
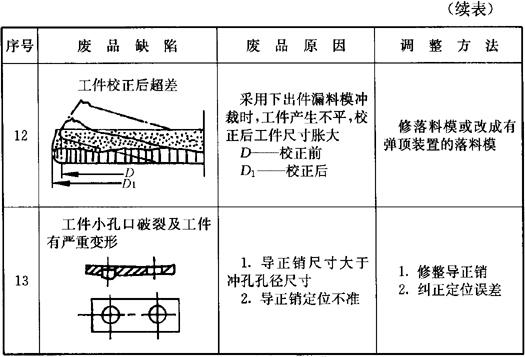
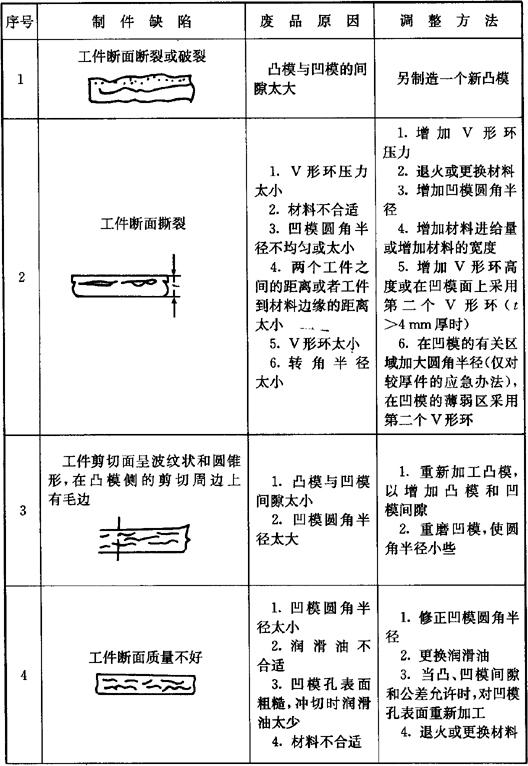
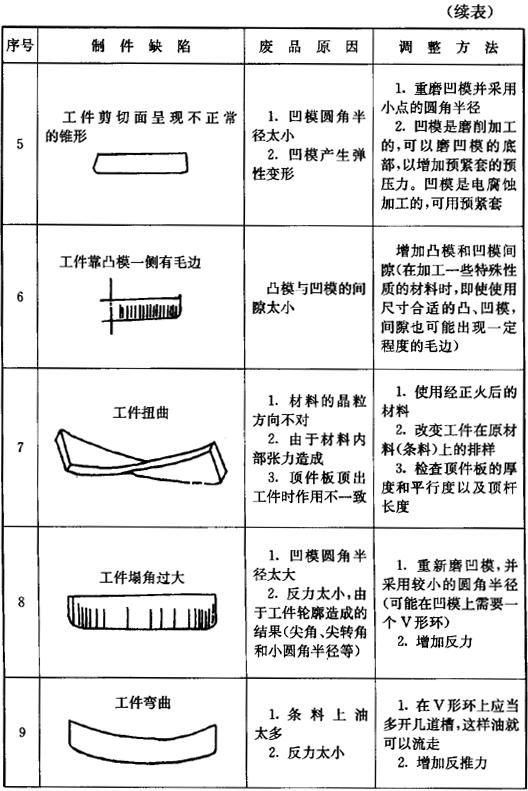
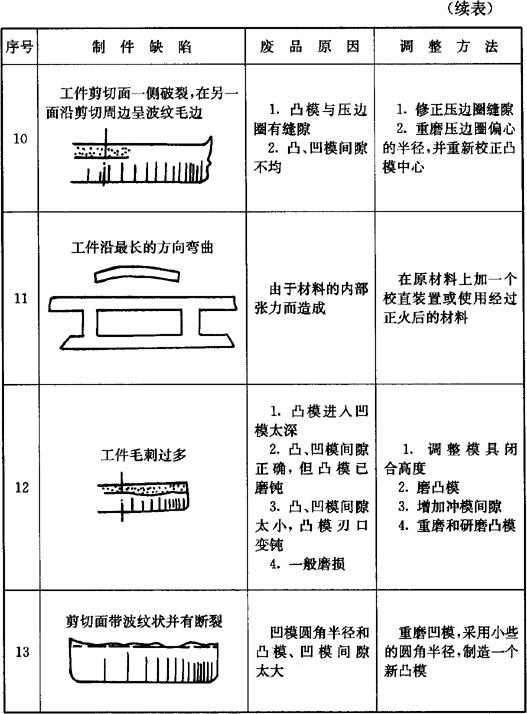
冲裁模调整时常见的缺陷和解决办法见表6.1-29。
表6.1-29 冲裁件常见缺陷和解决办法
(四)弯曲模的试模与调整
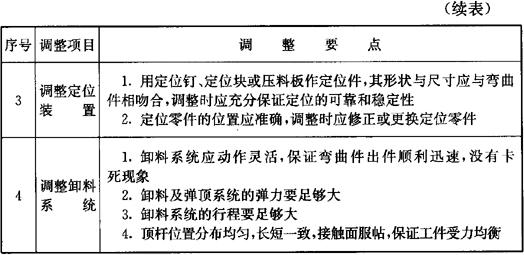
1.调整项目及要点(表6.1-30)
表6.1-30 弯曲模的调整项目及要点
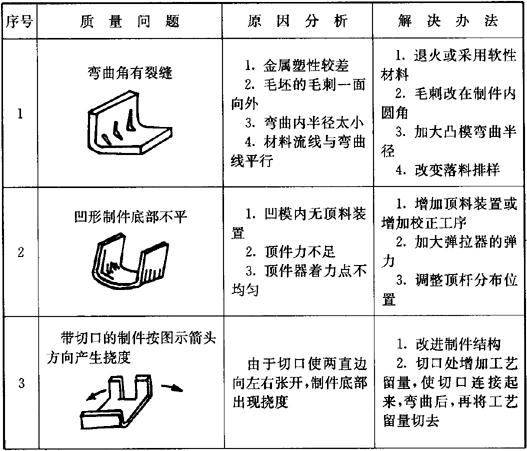
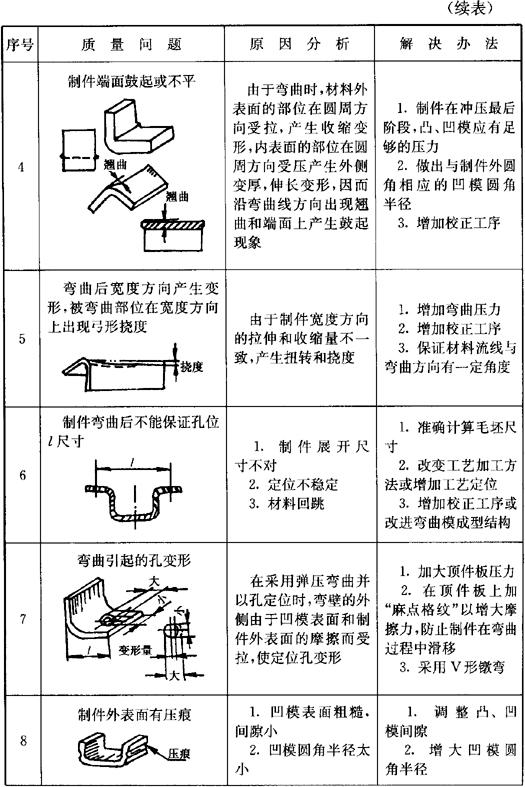
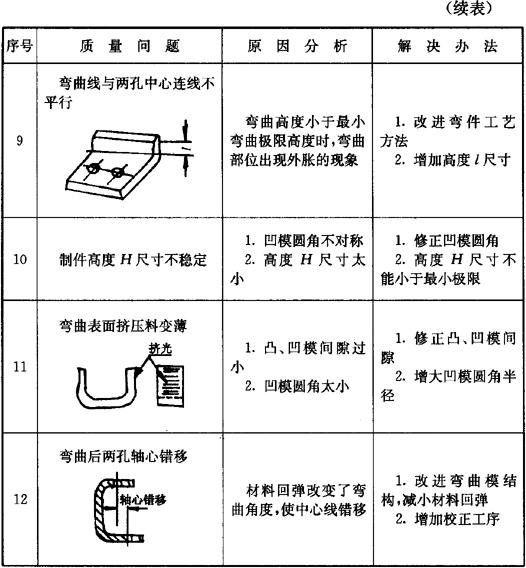
2.调整方法(表6.1-31)
表6.1-31 弯曲件常见缺陷及调整方法
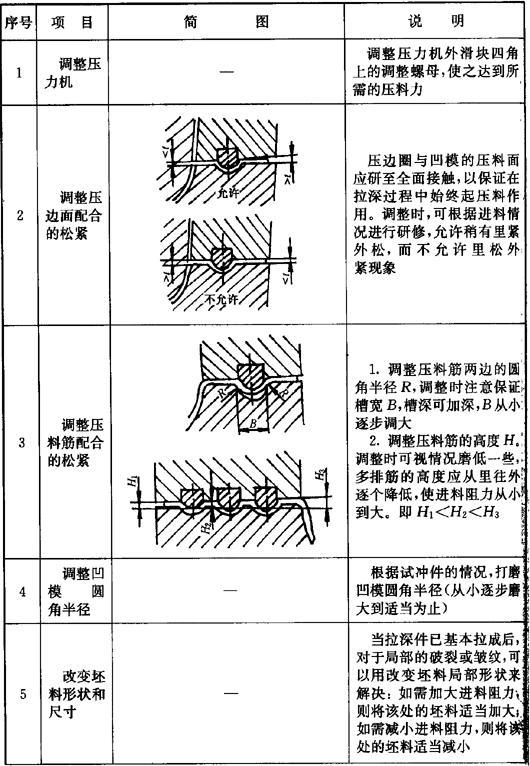
(五)拉深模的调整
1.调整项目
(1)进料阻力的调整
拉深模主要缺陷是冲件出现开裂和皱纹,其根源是进料阻力大小不合适。若进料阻力大,则产生开裂;若小则产生皱纹。故调整拉深模的关键是调整进料阻力的大小。
调整方法见表6.1-32。
表6.1-32 调整拉深模进料阻力的方法
(2)拉深深度的调整
拉深件的缺陷往往出现在局部,采用分段逐步调整的方法,可较容易找出其根源并加以消除。调整时可把拉深深度分作2段~3段来进行,先将较浅的一段调整好,再往下调较深的一段,可分段进行,直至调到所需深度。
(3)间隙调整
采用标准件调整法。预先做好一个样件,调整时,上模紧固在压力机滑块上,下模放在工作台上先不固紧,将样件放入凹模内,使上、下模对中吻合,即可保证间隙均匀合理。
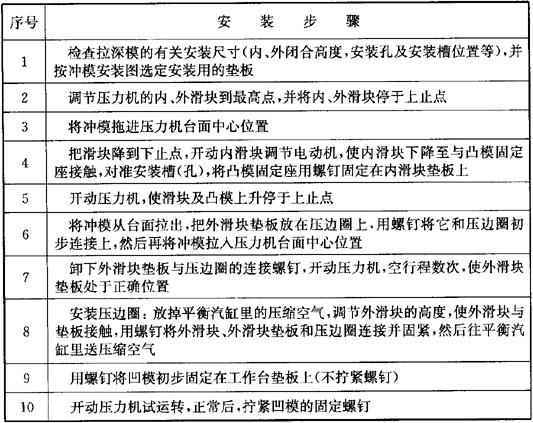
2.调整程序(表6.1-33)
表6.1-33 在双动压力机上调整拉深模的程序
3.调整方法
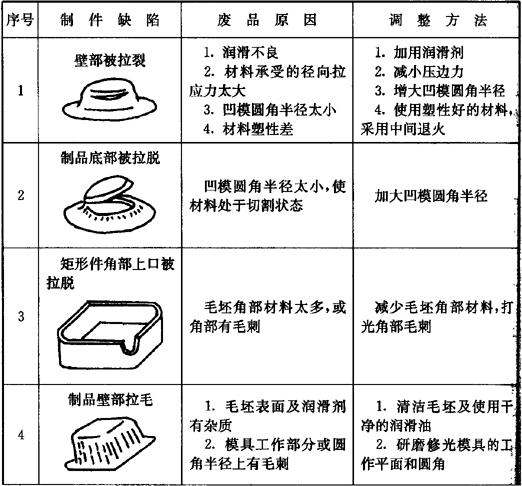
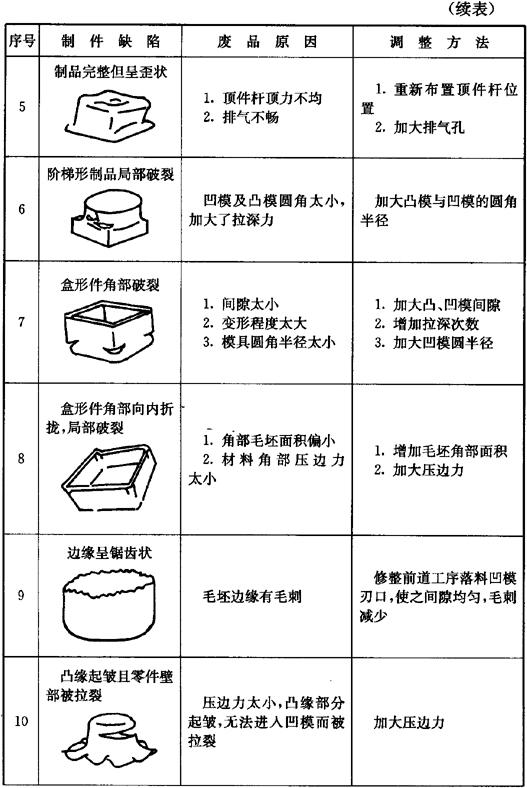
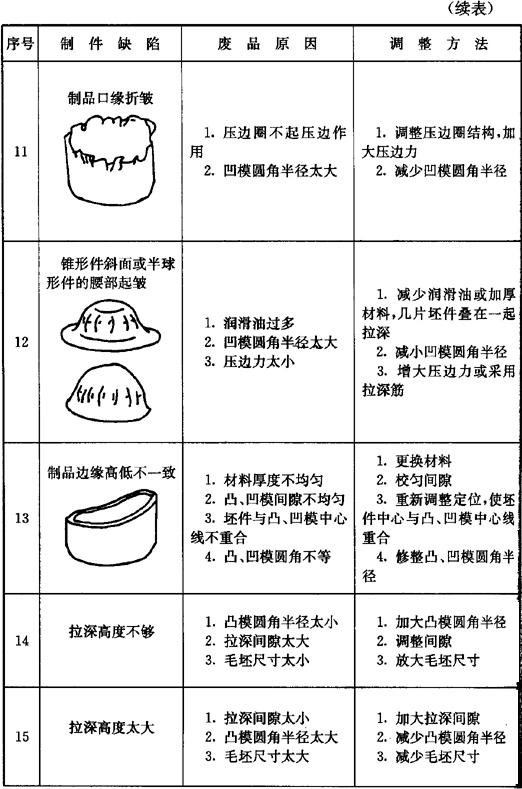
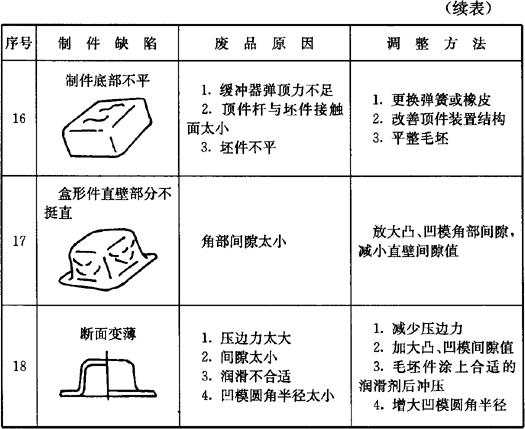
拉深模调整时常见问题和解决方法见表6.1-34。
表6.1-34 拉深件常见缺陷及调整方法
(六)翻边模的试模与调整
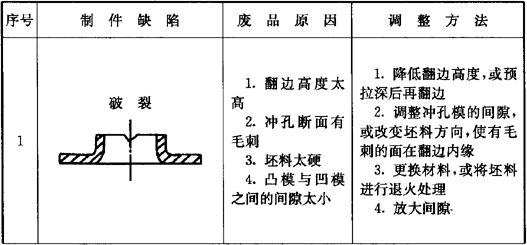
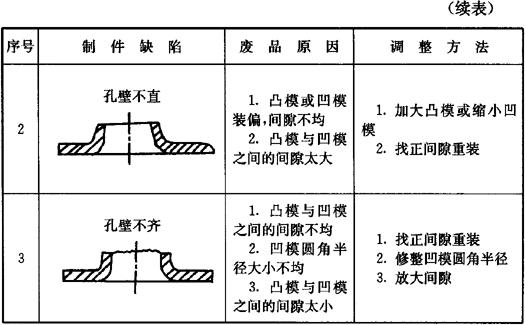
1.内孔翻边模的调整方法(表6.1-35)
表6.1-35 内孔翻边模常见缺陷和调整方法
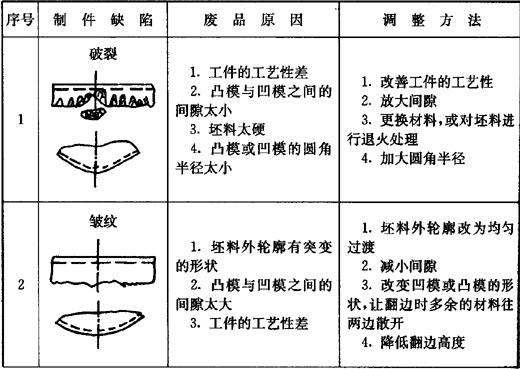
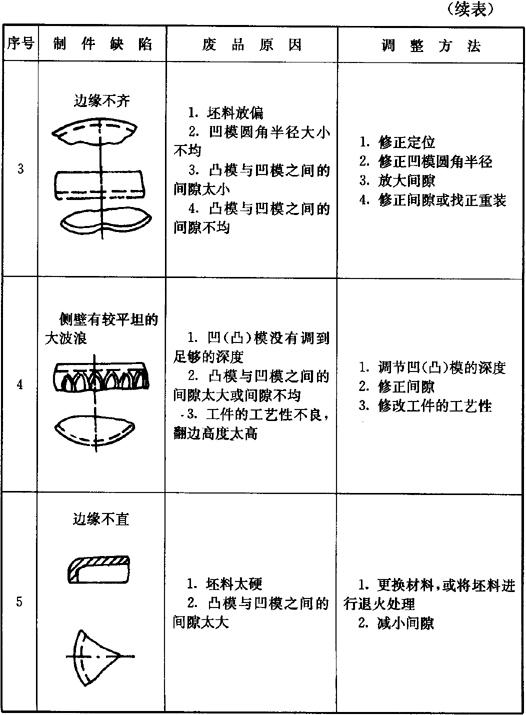
2.外缘翻边模的调整方法(表6.1二36)
表6.1-36 外缘翻边模常见缺陷和调整方法
(七)精冲模的试模与调整
精冲模的调整方法见表6.1-37。
表6.1-37 精冲模常见缺陷和调整方法
(八)冷挤压模的试模与调整
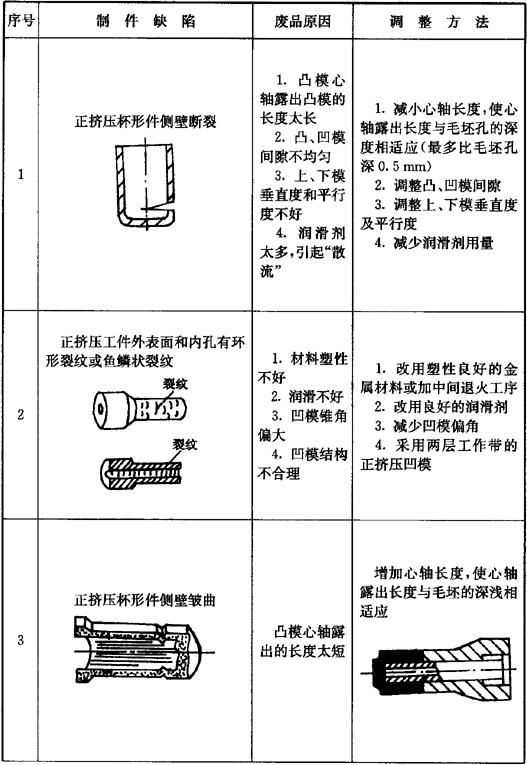
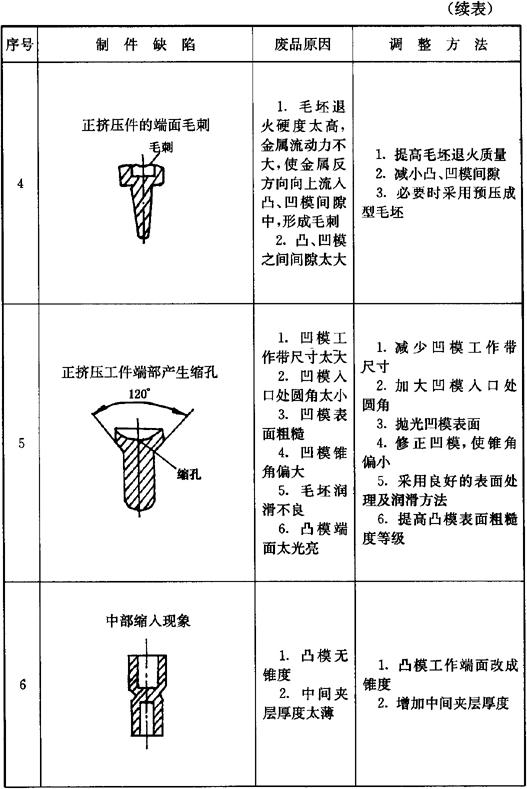
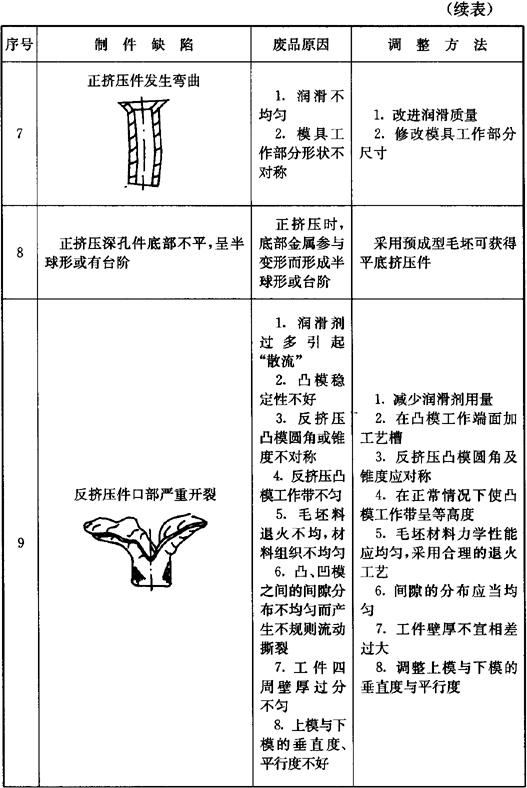
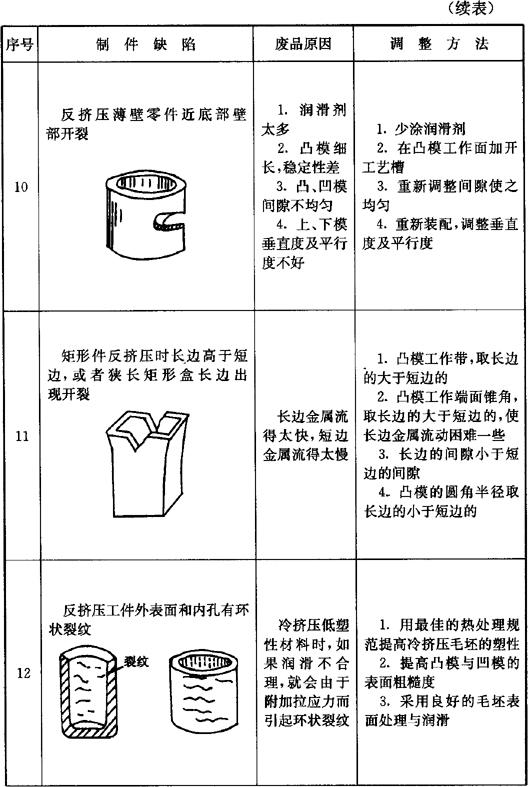
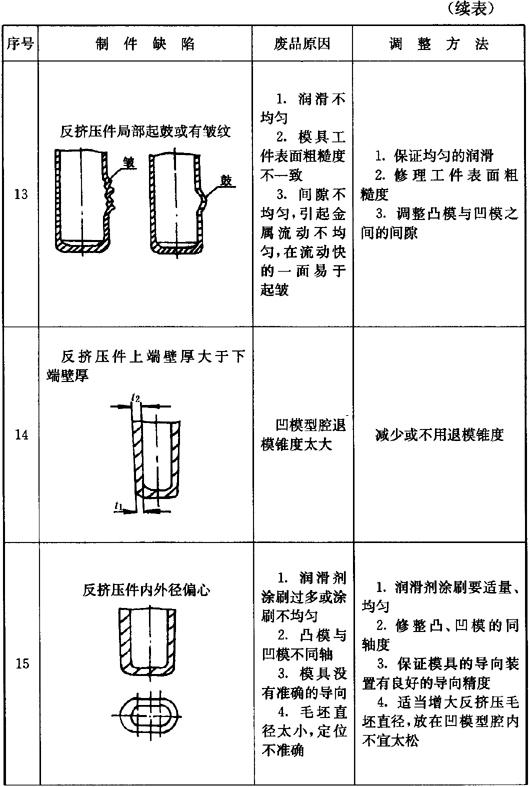
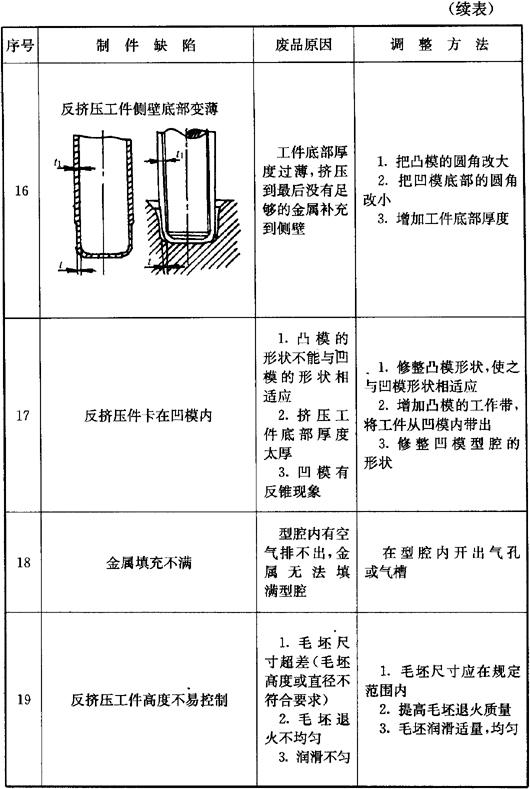
冷挤压模的调整方法见表6.1-38。
表6.1-38 冷挤压工件常见缺陷和调整方法
- 象霉是什么意思
- 象静是什么意思
- 象静司词是什么意思
- 象静字是什么意思
- 象食性是什么意思
- 象首纹簠是什么意思
- 象马是什么意思
- 象马蛋是什么意思
- 象驭是什么意思
- 象驾是什么意思
- 象驾空门是什么意思
- 象骨是什么意思
- 象骨散是什么意思
- 象魏是什么意思
- 象鸟是什么意思
- 象鼻是什么意思
- 象鼻三足是什么意思
- 象鼻嘴1号墓是什么意思
- 象鼻囝是什么意思
- 象鼻大刀是什么意思
- 象鼻头是什么意思
- 象鼻子最柔软,象鼻子也最有力是什么意思
- 象鼻子眼是什么意思
- 象鼻对紫洲是什么意思
- 象鼻山是什么意思
- 象鼻岭工程是什么意思
- 象鼻峰是什么意思
- 象鼻杯是什么意思
- 象鼻紋巵是什么意思
- 象鼻纹巵是什么意思
- 象鼻虫是什么意思
- 象齒是什么意思
- 象齿是什么意思
- 象齿焚身是什么意思
- 象龙之祷,持鹭之舞是什么意思
- 象龚是什么意思
- 象龟是什么意思
- 象(相)走田是什么意思
- 豢是什么意思
- 豢养是什么意思
- 豢养于家中是什么意思
- 豢养其私交以成朋党是什么意思
- 豢养繁殖是什么意思
- 豢圉是什么意思
- 豢扰是什么意思
- 豢爱是什么意思
- 豢牢是什么意思
- 豢牧是什么意思
- 豢牺是什么意思
- 豢畜是什么意思
- 豢腴是什么意思
- 豢虎贻殃是什么意思
- 豢豹是什么意思
- 豢身是什么意思
- 豢龍是什么意思
- 豢龙是什么意思
- 豢龙汤是什么意思
- 豣是什么意思
- 豤是什么意思
- 豤人是什么意思