控制图法quality control chart
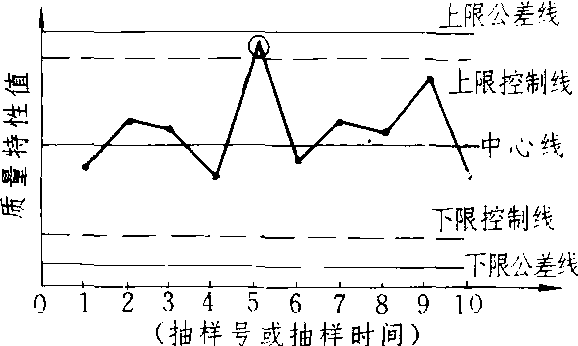
又称管理图法。根据数理统计原理,运用控制图来分析和判断生产过程是否处于稳定状态的一种质量管理方法。通常用于工序质量控制和分析,确定对设备、工装等的调整规律和改进检验方式。控制图的基本形式如图。在生产过程中,隔一定时间或生产一定数量产品以后,抽检一件产品,测量其质量特性值,将测得数据用点子描在图上。如果点子落在上、下控制界限之间,则表明生产过程正常;如果某数据点越过控制界限,则可认为生产过程发生了异常变化,需及时查明原因,采取措施以防废品产生。控制图可分为两类:
❶计量值控制图。包括单值控制图、平均数和极差控制图(—R图)、中位数和极差控制图( —R图)等。
—R图)等。
❷计数值控制图。包括不合格品数控制图(Pn图)、不合格品率控制图(P图)、缺陷数控制图(C图)、单位缺陷数控制图(U图)等。
控制图法
控制图法
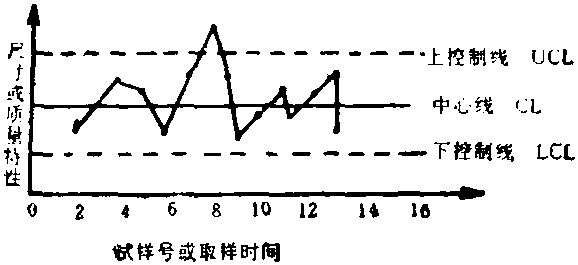
也叫管理图。是用于分析和判断生产过程中工序质量是否稳定正常的一种图表。它带有控制界限,即控制上限(UCL)、中心线(CL)、控制下限(LCL ) 如图所示。在生产过程中定期进行抽查检验,将测得的数据用点子描在图上,如果点在控制界限内,排列无缺陷,表明生产过程正常;如果点超越控制界限,或点排列有缺陷,表明生产条件发生了较大变化,有可能出废品,必须采取措施,使生产过程处于正常。
☚ 排列图法 散布图法 ☛
- 当代法国汉语语法研究是什么意思
- 当代法院组织是什么意思
- 当代消费经济辞典是什么意思
- 当代港台南洋经济强人列传是什么意思
- 当代港台及国外汉语方言研究是什么意思
- 当代港台用语辞典是什么意思
- 当代湖南书法选是什么意思
- 当代湖南戏剧作家选集是什么意思
- 当代湖南文艺评论家选集是什么意思
- 当代湖南社会科学手册是什么意思
- 当代湘籍著作家大辞典是什么意思
- 当代满族短篇小说选是什么意思
- 当代漆画是什么意思
- 当代火神是什么意思
- 当代物理学之父是什么意思
- 当代状况是什么意思
- 当代独一无二是什么意思
- 当代独一无二的美女是什么意思
- 当代理想的女性是什么意思
- 当代生活报是什么意思
- 当代甲骨文研究是什么意思
- 当代男科名方验方大全是什么意思
- 当代画家是什么意思
- 当代百家楹联集萃是什么意思
- 当代百家谜选是什么意思
- 当代百科知识大词典是什么意思
- 当代的世界是开放的世界是什么意思
- 当代的俊杰是什么意思
- 当代的君主是什么意思
- 当代的夏里亚平是什么意思
- 当代的荷尔拜因是什么意思
- 当代的贤俊,名流是什么意思
- 当代的阿伊达是什么意思
- 当代短篇杰作选是什么意思
- 当代社会理论是什么意思
- 当代社会语言学研究是什么意思
- 当代神经系统疾病概论是什么意思
- 当代福建科技名人是什么意思
- 当代科学学辞典是什么意思
- 当代科技发展对国外家庭法的影响是什么意思
- 当代科技新学科是什么意思
- 当代秘书是什么意思
- 当代秘书小百科是什么意思
- 当代秘书的观念与实务手册是什么意思
- 当代秦系文字研究是什么意思
- 当代第一,没有第二个人比得上是什么意思
- 当代第三世界妇女现状是什么意思
- 当代管理科学学派是什么意思
- 当代管理箴言录是什么意思
- 当代经济学学科是什么意思
- 当代经济学说是什么意思
- 当代经济新术语是什么意思
- 当代经济管理新方法大全是什么意思
- 当代编剧的新艺术是什么意思
- 当代美国口语词典是什么意思
- 当代美国文坛四杰是什么意思
- 当代美国文学中最有个性的文体家是什么意思
- 当代美国文学词典是什么意思
- 当代美术家画库(十二)黄格胜是什么意思
- 当代群英谱是什么意思