单板veneer
用切削工具沿木段或木方全长表面切下的片状薄木。
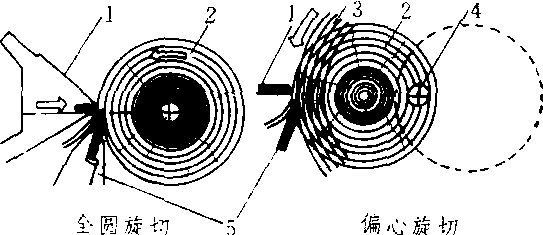
单板制造 有旋切、刨切和锯切3种方法。用旋切机旋切木段而得的单板为旋切单板;用刨切机刨切木方而得的单板为刨切单板,又称薄木;用锯机锯切木方而得的单板为锯切单板。应用最广泛的制造单板方法是旋切。旋切单板除用来制造胶合板外,还可用作细木工板和各种以人造板作基材的复合板的表层材料,制造单板层积材、木材层积塑料和微薄木等。刨切单板主要以取其美观纹理用于装饰为目的。覆贴于胶合板、各种人造板及木制品表面。大都用贵重木材加工。锯切单板在20世纪80年代除乐器制造等少数特殊要求用途外已经很少应用。此外,在旋切单板中还有一种半圆旋切单板,其用途类似刨切单板,它是由横
断面为扇形的木方(常为圆木的1/4)卡在特制的卡盘上经旋切而制成。半圆旋切方法仅是用单板旋切机代替单板刨切机的一种尝试,现已很少采用。
单板各种制造方法的优缺点 ❶旋切法生产单板的优点是, 木材利用率高, 生产效率极高, 单板宽度不受限制, 可生产大幅面的整张单板。缺点为不能生产径切纹理单板。半圆旋切法可利用旋切机制造纹理美观单板, 不必专门添置刨切机。但降低了单板旋切机的生产率, 其单板质量也不如刨切单板, 旋切较厚单板时机器振动很大, 易造成设备损害。
❷刨切法具有能按需要刨得纹理美观单板, 尤其可以生产径切纹理单板。其缺点为生产率和出材率均低, 单板幅面受到限制。
❸锯切法可以加工其他方法无法加工的硬木、厚板, 单板无背面裂隙, 强度高, 木方不需水热处理, 因而可保持木材的天然色泽。缺点为生产率和出材率很低, 产生大量锯屑, 单板幅面受到限制。
单板用材的技术要求 单板用材的要求与其产品用途关系密切。如用于建筑、车船、航空、包装、水泥模板等,要求强度为主的胶合板,常着重木材的强度作为选择的主要因子;用作家具、室内装饰及装饰单板等,则着重单板的装饰价值。总的要求如下:❶干形直、圆满、尖削度小和少节。依中国加工原木标准,原木材质需用一等或二等材。小头直径24厘米以上。
❷适宜的密度,通常以具中等密度的木材,即0.4~0.7克/立方厘米(气干密度)为宜。
❸良好的加工性质,即木材的切削、干燥、胶着、砂磨、油漆、着色等性能较好。一般以结构中至细、比较均匀及纹理直的木材加工性质较好。
❹一定的外观(指材色、花纹、光泽等)。但结构用的单板材对其外观要求不高。
单板质量评定 单板质量的优劣与胶合板质量有密切关系。评定单板质量的指标主要有单板厚度偏差、单板背面裂隙度、单板表面粗糙度和单板横纹抗拉强度。这4项指标中前两个是主要的,因为单板背面裂隙越多、越深,则粗糙度就大,抗拉强度也就小。单板厚度偏差为实际平均厚度X与名义厚度S的差值,单板各处的实际厚度不均匀情况可用均方差σ反映。单板背面裂隙度P可用下式计算: 式中 H为裂隙高度总和;N为裂隙条数总和;S为单板厚度。通常截取10×10厘米试件进行测量计算,表面粗糙度是指单板表面上留下痕迹的微小凹凸不平程度,木材工业主要使用峰谷的平均高度HAV,计算式为
式中 H为裂隙高度总和;N为裂隙条数总和;S为单板厚度。通常截取10×10厘米试件进行测量计算,表面粗糙度是指单板表面上留下痕迹的微小凹凸不平程度,木材工业主要使用峰谷的平均高度HAV,计算式为

式中 Hi为峰谷的高度;n为峰谷的个数。测定表面粗糙度的器具有:对照鉴定法用的样块; 非接触式测量仪(如双筒显微镜);接触式测量仪(如各种表面轮廓测量仪)。
影响单板质量的主要因子有:❶木段材质;
❷机床本身的精度和切削(机构及刀具)—工件系统的刚性,机床磨损和保养不当;
❸工艺条件,通常有木段热处理工艺参数、木段含水率、旋刀(或刨刀)的研磨角和安装位置(如刀刃高度、切削角和后角)、压尺的形状和安装位置(如压尺相对旋刀刀刃或刨刀刀刃的水平和垂直距离)等。
单板veneer
由旋切机旋切木段得到平整且厚度均匀的带状薄木片。主要用于制造胶合板。单板厚度变化大,薄的不足1 mm,厚的可达4 mm左右。单板的质量将直接影响胶合板的质量,质量指标包括:单板厚度偏差、背面裂缝、背面光洁度及横纹抗拉强度。为了提高单板质量,除了要保证机床精度外,还应重视最佳工艺条件的选择,包括木段热处理温度、含水率、旋刀的研磨角及安装位置、压尺的形状及安装位置等。
旋切单板
1.压尺 2. 木段 3. 旋切方向 4. 轴 5.旋刀
单板
用刨、旋刀和锯切制成的薄片木板。分旋切、刨切和锯切单板等。用于制造胶合板及装饰家具、车船等。
单板
筝曲。属“六八”板体乐曲之一种,2/4拍子,因每一小节有一个强拍而得名。此曲流传历史悠久,目前已见于清同治年间的手抄工尺谱。在长期的流传过程中又衍化出了《玉连环》、《孤雁出群》、《百鸟朝凤》等乐曲。
单板
〈形〉单一。近人丁惟汾《俚语证古》:“单一谓之单板。”这里指独自行事,无人配合。
《金》四六: 三姑、四姑根前酒,你也替我劝劝儿,怎的~?
- 和乐天《春词》是什么意思
- 和乐影业公司是什么意思
- 和买是什么意思
- 和买是什么意思
- 和买是什么意思
- 和买是什么意思
- 和买是什么意思
- 和乳养营煎是什么意思
- 和乳汤是什么意思
- 和乳汤是什么意思
- 和乳汤是什么意思
- 和事件是什么意思
- 和事老是什么意思
- 和事老是什么意思
- 和云流出空山,甚年年净洗,花香不了是什么意思
- 和亲是什么意思
- 和亲是什么意思
- 和亲是什么意思
- 和亲是什么意思
- 和亲记是什么意思
- 和什克是什么意思
- 和什克是什么意思
- 和什克是什么意思
- 和什力克是什么意思
- 和他草是什么意思
- 和他草是什么意思
- 和他草是什么意思
- 和会中国代表团宣言是什么意思
- 和伤拈痛汤是什么意思
- 和伤方是什么意思
- 和伤末药是什么意思
- 和伤治血汤是什么意思
- 和伤活血汤是什么意思
- 和伤活血汤是什么意思
- 和伤活血汤是什么意思
- 和光同尘是什么意思
- 和光同尘是什么意思
- 和光同尘是什么意思
- 和光同尘是什么意思
- 和关羽下棋是什么意思
- 和凝是什么意思
- 和凝是什么意思
- 和凝是什么意思
- 和凝是什么意思
- 和凝(898—955)是什么意思
- 和凝衣钵(衣钵真传)是什么意思
- 和刻本是什么意思
- 和剂局方是什么意思
- 和剂局方是什么意思
- 和剧是什么意思
- 和加尼牙孜是什么意思
- 和加尼牙孜是什么意思
- 和加尼牙孜是什么意思
- 和加尼牙孜是什么意思
- 和卓是什么意思
- 和卓是什么意思
- 和卓是什么意思
- 和卓是什么意思
- 和卓是什么意思
- 和卓·奴烈是什么意思