马氏体不锈钢焊接工艺
(一)焊前准备
(1)清除坡口中的油污及水分,以减少氢的来源。
(2)烘干焊条 手工电弧焊的焊条焊前要经过350~400℃的高温烘烤,以便彻底除去水分,减少扩散氢含量和降低冷裂纹敏感性。
(3)正确选择焊前预热温度 预热温度一般选在200~320℃,最好不要高于马氏体开始转变温度。碳含量是确定预热温度的最主要因素,含碳量小于0.1%时,可不预热,也可预热至200℃;含碳量为0.1%~0.2%时,预热至200~260℃。在特别苛刻情况下可采用更高的预热温度,如预热至400~450℃。含碳量大于0.2%时,需要保持层间温度。
薄板有时可以不预热,即使预热,预热温度为150℃即可。对于刚性大的厚板结构,以及淬硬倾向大的钢种,预热温度相应地高些,通常选在马氏体开始转变温度Ms点以上。如焊接厚度大于25mm时,预热温度为300~400℃。若采用Cr-Ni奥氏体不锈钢焊条或焊丝焊接马氏体不锈钢时,一般可以不进行预热,只有在焊接厚板时才预热至200℃左右。
(4)避免强制装配和刚性过大的焊接接头设计。
(二)焊接工艺要点
(1)正确选择焊接方法和焊接材料 为了保证使用性能要求,焊缝成分应与母材同质。为了防止冷裂,也可采用奥氏体不锈钢作为填充金属,此时由于焊缝成分为奥氏体组织,焊缝强度不可能与母材匹配。而且奥氏体焊缝与母材相比,在物理、化学、冶金的性能上存在很大差异,所以在选用奥氏体焊接材料焊接马氏体不锈钢时,必须考虑母材稀释的影响以及凝固过渡层的形成问题。
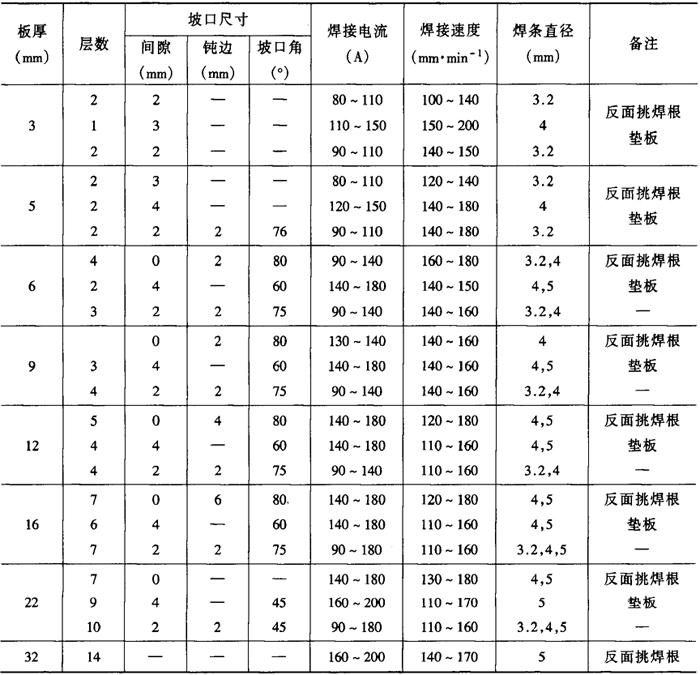
(2)正确选择工艺参数 马氏体不锈钢对接焊缝手工电弧焊的焊接工艺参数见表2-4-32。
表2-4-32 马氏体不锈钢对接焊缝手工电弧焊的焊接工艺参数
(3)严格控制层间温度,以防止在熔敷后续焊道前发生冷裂纹。
(4)保证全部焊透,如采用钨极氩弧焊进行打底焊,可以避免产生根部裂纹。
(5)注意填满弧坑,防止出现火口裂纹。
(三)焊后热处理
马氏体不锈钢焊后不允许直接冷却到室温,必须进行焊后热处理以消除焊接残余应力,以去除接头中的扩散氢,防止延迟裂纹的产生;同时对接头进行回火处理以减小硬度,改善组织和力学性能。
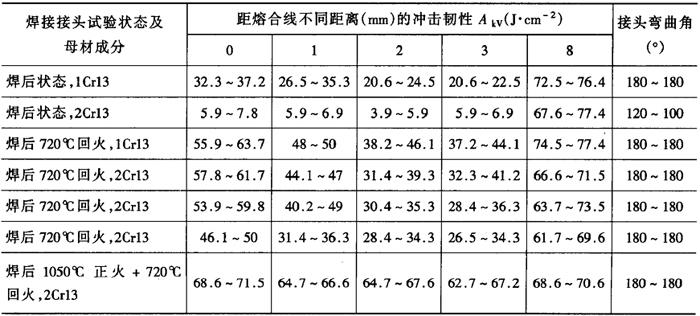
焊后热处理有两种。一种是焊后进行调质处理,这种处理是在焊后立即进行,不必再进行高温回火。另一种是焊前已进行调质处理,因此焊后只进行高温回火,而且回火的温度应比调质的回火温度略低,使之不至于影响母材原有的组织状态。表2-4-33为焊后热处理对1Cr13和2Cr13钢焊接热影响区韧性的影响。回火温度的选择应适应工程项目对接头力学性能和耐蚀性的要求。回火温度一般选在650~750℃,至少保温1h,空冷。回火温度不应高于Ac1点,防止再次发生奥氏体转变。对高温使用的焊接结构常采用较高的回火温度。高温回火时析出较多的碳化物,对耐蚀性不利。对于主要用于耐蚀的结构,应进行较低温度的消除应力退火。
表2-4-33 Cr13焊条焊接Cr13钢焊接热影响区韧性[1]
对于焊后不再进行调质处理的焊后回火处理,等到接头冷却到马氏体转变基本完成的温度Mf时,立即进行回火。对于刚度小的构件,可以冷却至室温后再回火。对于大厚度的结构,特别当含碳量较高时,需采用复杂的工艺:焊后冷却至100~150℃,保温0.5~1.0h,然后加热到回火温度。回火温度一般不选在475~550℃。回火处理需保温足够的时间,可按每毫米厚度4分钟计算。保温后以3~5℃/min的冷却速度冷至300℃,然后空冷[5]。
- 赞口不绝是什么意思
- 赞可是什么意思
- 赞可夫的发展性教学论体系是什么意思
- 赞叹是什么意思
- 赞叹不已是什么意思
- 赞叹事物好到极点是什么意思
- 赞叹佩服是什么意思
- 赞叹吟诵是什么意思
- 赞叹哀悼是什么意思
- 赞叹器重是什么意思
- 赞叹声是什么意思
- 赞叹备至是什么意思
- 赞叹崇尚是什么意思
- 赞叹思念是什么意思
- 赞叹惊异是什么意思
- 赞叹所见的事物好到了极点是什么意思
- 赞叹敬重是什么意思
- 赞叹景仰是什么意思
- 赞叹欣赏是什么意思
- 赞叹的言辞是什么意思
- 赞叹称美是什么意思
- 赞叹称颂是什么意思
- 赞叹羡慕是什么意思
- 赞叹诧异是什么意思
- 赞同是什么意思
- 赞同书是什么意思
- 赞同别人的主张,自己不标新立异是什么意思
- 赞同并参加义举是什么意思
- 赞同认可是什么意思
- 赞同论是什么意思
- 赞同鼓励是什么意思
- 赞呗是什么意思
- 赞和是什么意思
- 赞咏是什么意思
- 赞哈是什么意思
- 赞哈的始祖是什么意思
- 赞哈调是什么意思
- 赞善是什么意思
- 赞善大夫是什么意思
- 赞善王是什么意思
- 赞喙是什么意思
- 赞土地是什么意思
- 赞声不绝是什么意思
- 赞契是什么意思
- 赞好是什么意思
- 赞姓是什么意思
- 赞婆是什么意思
- 赞子钱是什么意思
- 赞宁是什么意思
- 赞导是什么意思
- 赞小巧女人 [西班牙]鲁伊斯是什么意思
- 赞尧是什么意思
- 赞布拉是什么意思
- 赞庆是什么意思
- 赞床是什么意思
- 赞床/房是什么意思
- 赞府是什么意思
- 赞庵是什么意思
- 赞庸是什么意思
- 赞廷是什么意思