铸件
2.1.2.1 铸件的尺寸公差
GB6414—86中规定,铸件尺寸公差的代号为CT,公差等级分为16级,各级公差数值列于表2-17和表2-18.壁厚尺寸公差可以比一般尺寸的公差降一级.公差带应对称于铸件基本尺寸设置,有特殊要求时,也可采用非对称设置,但应在图样上注明.铸件基本尺寸是铸件图样上给定的尺寸,包括机械加工余量.
错型(错箱)值必须位于表2-17和表2-18规定的公差范围之内.当需进一步限制错型值时,则应在图样上注明,其值应从表2-17、表2-18或表2-19中选取较小值,但该值不可与表2-17、表2-18中所列值相加.
2.1.2.2 铸件尺寸公差等级的选用
一种铸造方法铸件尺寸的精度取决于生产过程的各种因素,其中包括:铸件结构的复杂性;模型和压型的类型;模型和压型的精度;铸造金属及合金种类;造型材料的种类;铸造厂的操作水平等.
小批和单件生产公差等级见表2-20.对小批单件生产的铸件,不适当地采用过高的工艺要求来提高公差等级,通常是不经济的.
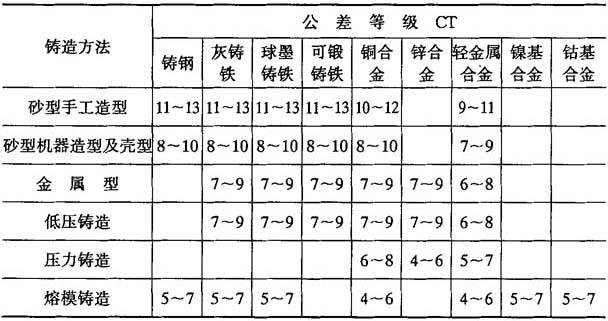
表2-17 铸件尺寸公差数值(一) mm
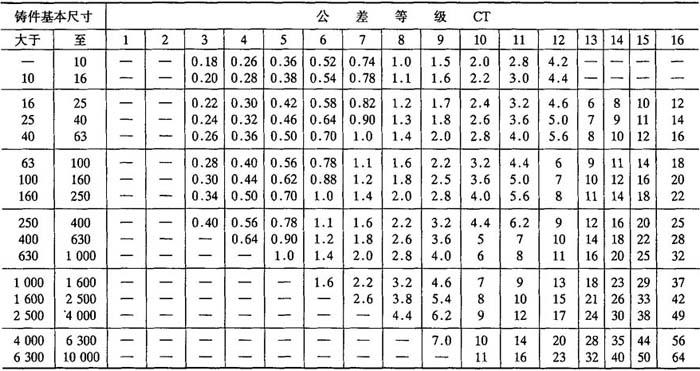
注:1.没有规定CT1和CT2级的公差值,是为将来可能要求更精密的公差保留的.
2.表中CT13~CT16级小于16mm的铸件基本尺寸,其公差值需单独标注,可提高2、3级.
3.表中数据适用于砂型铸造、金属型铸造、低压铸造、压力铸造和熔模铸造等铸造工艺方法生产的各种铸造金属及合金铸件.
成批和大量生产公差等级见表2-21.对于成批和大量生产的铸件,可以通过对设备和工装的改进、调整和维修,严格控制型芯位置,获得比表2-21所列更高的等级.
表2-18 铸件尺寸公差数值(二) mm
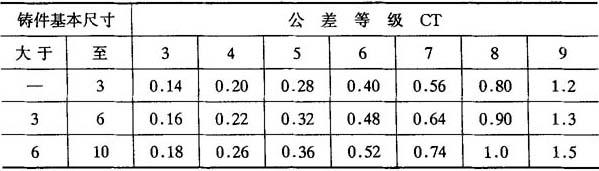
注:表中公差值仅适用于各种铸造金属及合金的压铸件和熔模铸件小于10mm的铸件基本尺寸.
表2-19 错型值 mm
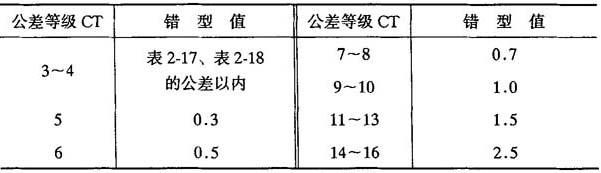
表2-20 小批和单件生产铸件的尺寸公差等级
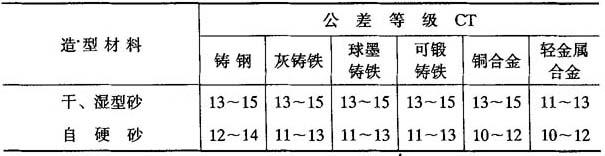
注:小于25mm的铸件基本尺寸,采用下述较精确的公差等级:
铸件基本尺寸小于等于10mm时,其公差等级提高3级;
铸件基本尺寸大于10mm小于等于16mm时,其公差等级提高2级;
铸件基本尺寸大于16mm小于等于25mm时,其公差等级提高1级.
表2-21 成批和大量生产铸件的尺寸公差等级
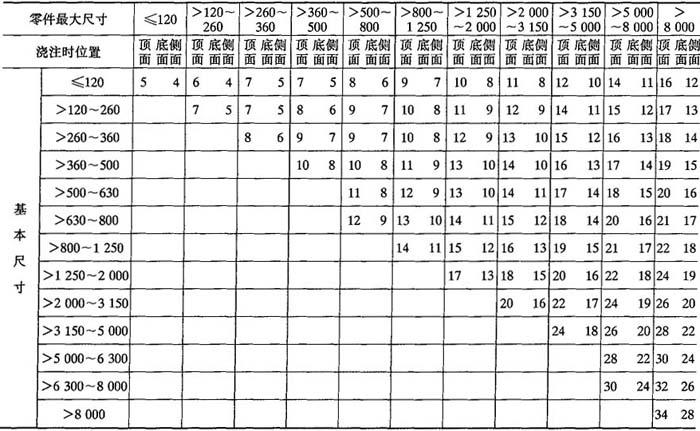
2.1.2.3 铸件机械加工余量
铸件机械加工余量可近似地按下式估算:

式中 A——余量,mm;
B——加工表面基本尺寸,mm;
Bmax——铸件的最大尺寸,mm;
C——系数,见表2-22.
当Bmax及B小于120mm时,均按120mm计算.
表2-22 计算铸件加工余量的系数C
铸铁件、铸钢件、有色金属铸件等的机械加工余量见表2-23~表2-29.铸孔的机械加工余量,均采用各级顶面的加工余量.
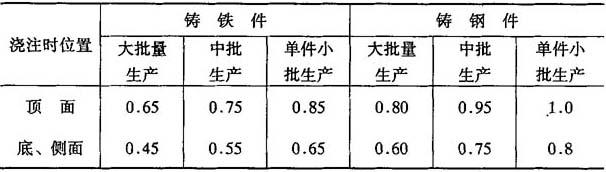
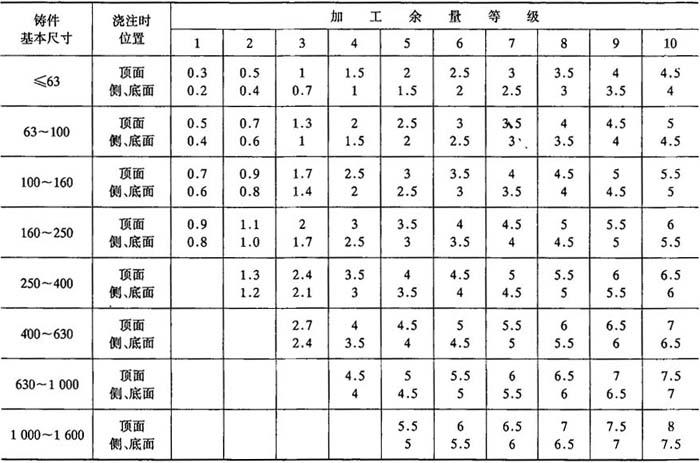
表2-23 铸铁件机械加工余量(JB2854—80) mm

表2-24 铸铁件机械加工余量等级选择(JB2854—80)
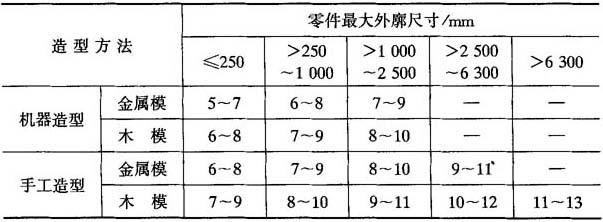
表2-25 一级精度铸钢件机械加工余量(JB2580—79) mm
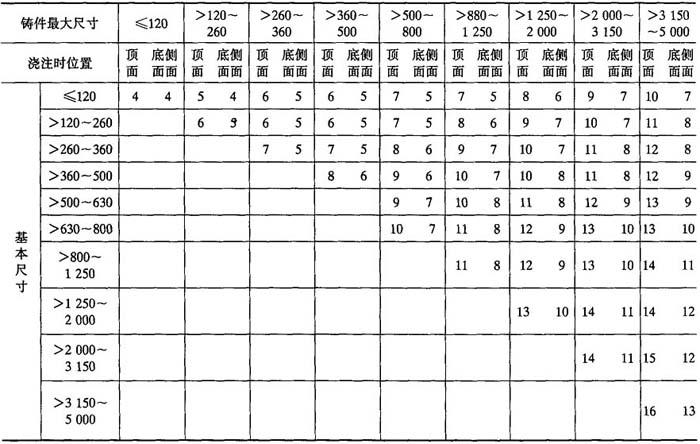
表2-26 二级精度铸钢件机械加工余量(JB2850—79) mm
注:特大型铸件的个别部位加工余量允许适当增大.
表2-27 铜、铝有色金属铸件机械加工余量等级选择

表2-28 铝合金、青铜铸件机械加工余量 mm
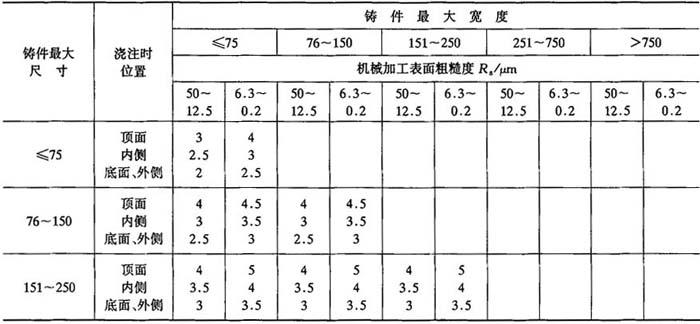
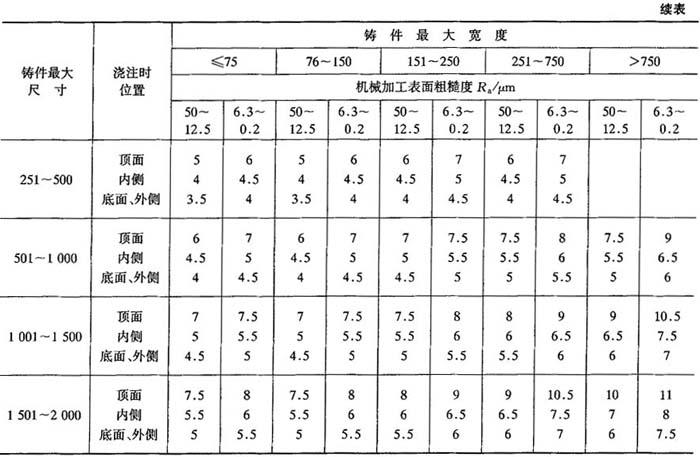
表2-29 铜、铝有色金属铸件机械加工余量 mm
2.1.2.4 铸件上几种结构单元的工艺尺寸
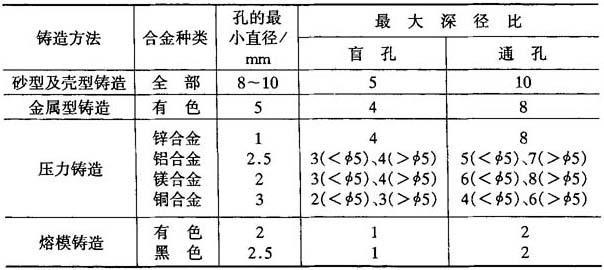
1.铸造孔的最小尺寸
在铸造工艺中,为了制造方便,当铸件上的孔径小于表2-30中的尺寸时,一般均不铸出.零件上的孔如难以机械加工,或考虑到避免形成缩孔,最小孔径也可按表2-31中的数据予以铸出.
表2-30 最小孔径尺寸 mm
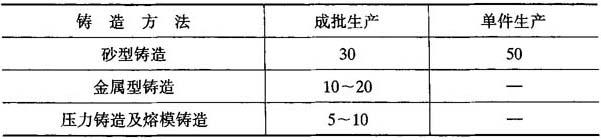
表2-31 铸件铸出孔的最小尺寸
2.铸件最小壁厚
铸造壁的最小厚度见表2-32.
3.铸造壁(或筋)间的最小距离及高度
铸造壁(或筋)间的最小距离及高度见表2-33.
4.铸造斜度
铸件垂直于分型面的表面上需要有铸造斜度,见图2-1.确定铸造斜度的原则为:金属的收缩阻力大时,斜度应大;收缩量大和熔点高的合金,斜度应大;铸件需要拔模部分的尺寸大时,斜度应校反之斜度应大.
表2-32 各种铸造方法的铸件最小壁厚
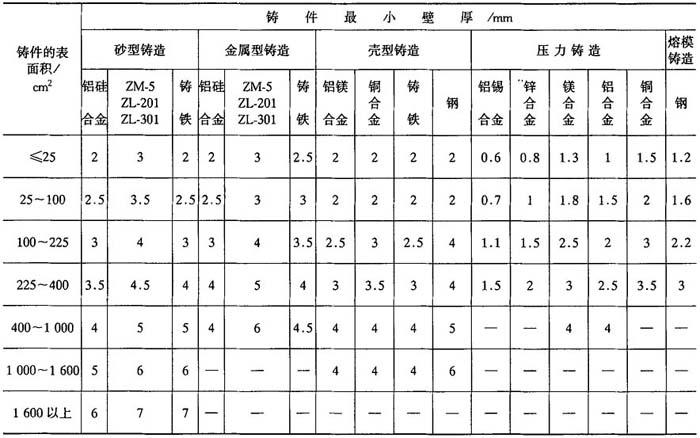
表2-33 铸件壁(或筋)间的最小距离及高度
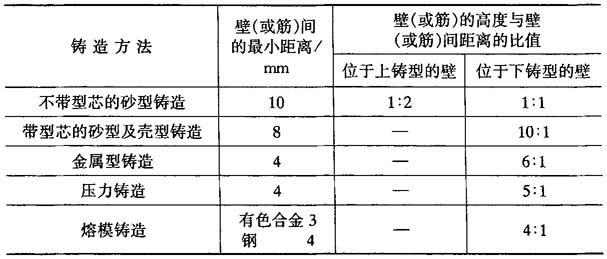
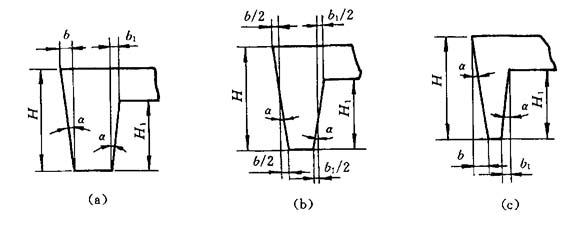
图2-1 铸造斜度的形式
(a)以壁的下端为基点;(b)以壁的中部为基点;(c)以壁的上端为基点
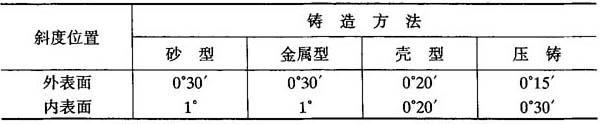
铸件上各面斜度的数值应尽可能一致,以便于制造模具和造型.待加工表面的斜度数值可以大一些.对于砂型及硬型铸件斜度常选用3°,压铸件常选用1°30′~2°.对于非加工表面,斜度值可适当减校一般参照表2-34所列数据确定.
表2-34 各种铸造方法的最小铸造斜度
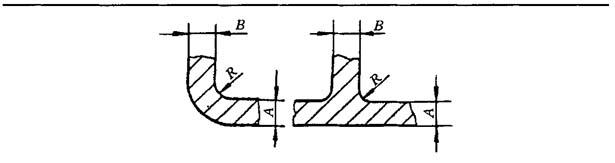
5.圆角半径
铸件壁部连接处的内转角应有铸造圆角,其计算公式及所允许的最小半径数值见表2-35.计算时热裂性较大的合金圆角半径取较大值.
表2-35 铸造圆角
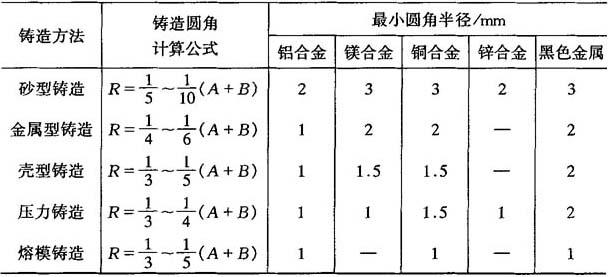
算出数值后,应选取与其接近的机械制造业常用的标准尺寸(详见GB2822—81).为便于制造,半径应尽可能统一.例如,对于砂型或金属型铸件一般统一用R3或R5,压铸件用R1或R2.
- 实用外科手册是什么意思
- 实用外科诊疗常规是什么意思
- 实用外经外贸手册是什么意思
- 实用外贸英汉词典是什么意思
- 实用大众字典是什么意思
- 实用大字典是什么意思
- 实用天文学是什么意思
- 实用太极拳防治百病是什么意思
- 实用太极拳防治百病手册是什么意思
- 实用契约全书是什么意思
- 实用奶牛养殖大全是什么意思
- 实用奶牛喂养与疾病防治是什么意思
- 实用奶牛疾病防治手册是什么意思
- 实用妇产科小辞典是什么意思
- 实用妇产科急症手册是什么意思
- 实用妇产科手册是什么意思
- 实用妇产科杂志是什么意思
- 实用妇产科检查手册是什么意思
- 实用妇科肿瘤手册是什么意思
- 实用妇科腹腔镜学是什么意思
- 实用婚姻法学大全是什么意思
- 实用婴幼儿护理大全是什么意思
- 实用子午流注针法、灵龟八法手册是什么意思
- 实用字字典是什么意思
- 实用学生字典是什么意思
- 实用学生英语词典是什么意思
- 实用学生辞典是什么意思
- 实用学科是什么意思
- 实用宝玉石学是什么意思
- 实用审计大全是什么意思
- 实用家具是什么意思
- 实用家务手册:当家的技巧和艺术是什么意思
- 实用家庭养花手册是什么意思
- 实用家庭养花百科是什么意思
- 实用家庭医生手册是什么意思
- 实用家庭教育大全是什么意思
- 实用家庭教育手册是什么意思
- 实用家庭病床手册是什么意思
- 实用家禽疾病防治手册是什么意思
- 实用密封技术手册是什么意思
- 实用对联是什么意思
- 实用对联大全是什么意思
- 实用对联新编是什么意思
- 实用小儿康复学是什么意思
- 实用小儿推拿真人图解是什么意思
- 实用小学作文词汇、语段手册是什么意思
- 实用小学句篇手册是什么意思
- 实用小学生百科词典是什么意思
- 实用少儿保健手册是什么意思
- 实用尺牍大全是什么意思
- 实用局部解剖学图谱是什么意思
- 实用工业卫生工作手册是什么意思
- 实用工业经济管理辞典是什么意思
- 实用工具便查手册是什么意思
- 实用工厂管理词典是什么意思
- 实用工程制图与图形符号标准手册是什么意思
- 实用工程学是什么意思
- 实用工程手册是什么意思
- 实用工艺美术是什么意思
- 实用布鲁氏菌病学是什么意思