聚酯(PET)软饮料瓶(摘自QB1868)
(-)主题内容与适用范围
本标准规定了聚酯(PET)软饮料瓶(以下简称瓶)的产品分类、技术要求、试验方法、检验规则及标志、包装、运输、贮存。
本标准适用于以聚对苯二甲酸乙二醇酯为原料,采用注塑、拉伸、吹塑一步法或二步法工艺生产的瓶。产品主要用于碳酸饮料和矿泉水饮料包装。
(二)产品分类
1.按用途分类
按用途分为可充气瓶和不可充气瓶。
(1)可充气瓶 主要用于各种碳酸饮料的包装。
(2)不可充气瓶 主要用于矿泉水饮料的包装。
2.按结构分类
按结构分为有底座瓶和无底座瓶,见图5-4-18。
3.按规格分类
按规格分为:
330~500mL。
501~1000mL。
1001~1250mL。
1251~1500mL。
1501~2000mL。
(三)技术要求
1.外观
应符合表5-4-34规定。
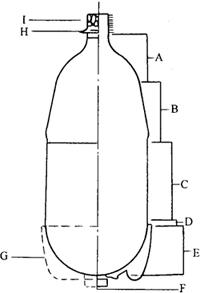
图5-4-18 聚酯瓶
A-上肩部 B-肩部 C-瓶壁 D-根部 E-底部 F-注塑口 G-底座 H-支撑环 Ⅰ-螺纹
表5-4-34

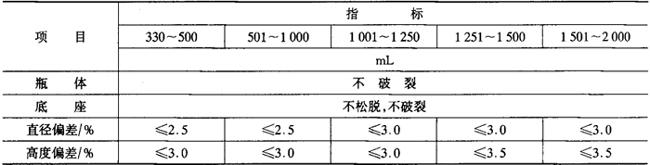
2.规格及偏差
(1)瓶口规格及偏差 应符合图5-4-19规定。
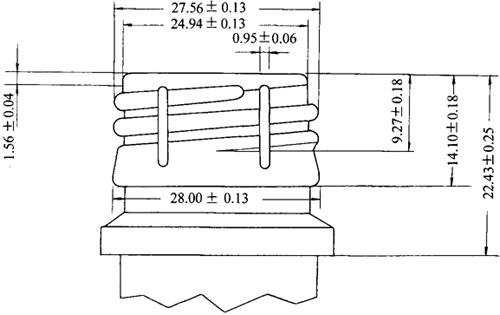
图5-4-19 聚酯瓶口规格
(2)高度偏差 应符合表5-4-35规定。
表5-4-35 单位:mm

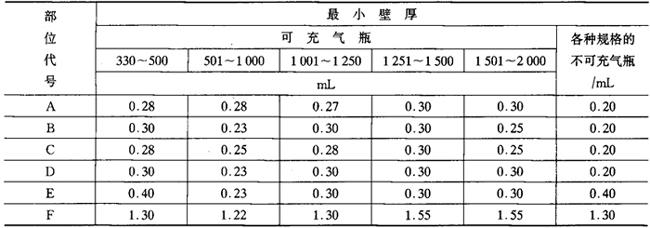
(3)壁厚 各部位最小壁厚应符合表5-4-36规定。
表5-4-36 单位:mm
(4)垂直度 瓶体中心线对瓶底平面垂直度的偏差应符合表5-4-37规定。
表5-4-37 单位:mm

(5)容量偏差 应符合表5-4-38规定。
表5-4-38 单位:mL
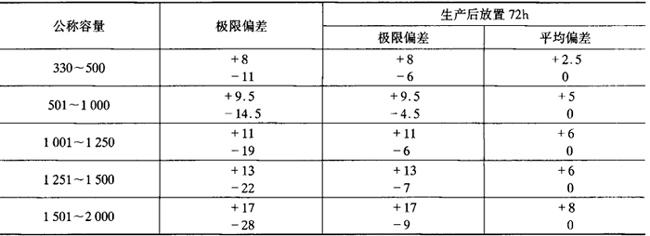
注:生产后放置72h的指标由生产厂控制。
3.物理机械性能
应符合表5-4-39、表5-4-40规定。
表5-4-39
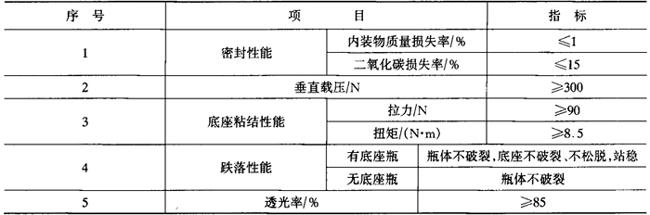
注:有色瓶不考核透光率。
表5-4-40
4.化学性能
乙醛含量应符合表5-4-41规定。
表5-4-41 单位:μg/L

5.卫生指标
应符合GB13113规定。
(四)检验方法
1.外观
在自然光或日光灯下目测,并将试样瓶口置于放大倍数至少为10倍的投影仪定位架上,对瓶口端面及螺纹进行检验。
2.规格
(1)瓶口 用放大倍数为10倍的投影仪测量。
(2)高度 用精度为0.02mm的量具测量。
(3)壁厚 用精度为0.01mm的量具,在瓶上每一个部位任选4个以上的测量点测量,记录最小值。
(4)垂直度 取样瓶5个,每个瓶注入三分之二瓶的水,置于垂直度测试仪中,以支撑环做测量点,瓶底部贴近夹具底部,转运360°,找出最小值,然后把表指针调整到零位,再次转动瓶360°,记录指针偏转最大值。见图5-4-20。
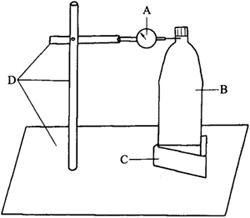
图5-4-20 聚酯瓶垂直度
A-千分表 B-瓶子 C-夹具 D-测试仪架
(5)容量 取样瓶5个,分别盛水至注点,称取瓶内的水重量,精确到0.1g,按水的密度换算成容量。
注:注点是指从瓶口端面至液面的距离,由设计图纸规定。
(6)密封性能
①内装物质量损失率:取样瓶5个,灌注在23℃时为4.0±0.05体积的二氧化碳水溶液,封盖,称取重量,在室温下贮存24个星期,按下式(3)计算质量损失率。

式中 Xw——内装物质量损失率,%
W0——5个试样的平均原质量,g
W1——贮存后5个试样的平均质量,g
②二氧化碳损失率:按密封性能①要求制备试样10个,在室温下平衡24h后,取5个试样测出压力、温度,按GB10792中的表查出相应的体积,并记录;其余的试样在23±1℃下按以下规格存放。
a.1000mL(含1000mL)以下的试样存放6星期;
b.1000mL以上的试样存放12星期。
然后进行测试,按下式(4)计算二氧化碳损失率。

式中 Xc——二氧化碳损失率,%
C0——平衡24h后,5个试样的平均体积数
C1——贮存后,5个试样的平均体积数
(7)垂直载压性能 取样瓶5个,在23±2℃下放置2h以上,在试验机上以100mm/min的恒速对样瓶垂直施压,记录最大载荷,取算术平均值,精确到1N。
(8)底座黏结性能 取10个有底座的样瓶,在23±2℃下放置2h以上,然后分别做下列试验。
①拉脱性能:把样瓶放置在试验机夹具中,上夹具夹住瓶颈,用单钩钩住底座边,以100mm/min的恒速进行拉伸,记录其拉脱的最大值。取5个样瓶的试验结果的算术平均值,精确到1N。
②扭脱性能:把瓶的底座固定在试验机上,用均匀的力使瓶体沿圆周方向扭动,记录最大扭矩。取5个样瓶试验结果的算术平均值,精确到0.1N·m。
(9)跌落性能 按密封性能①的要求制备试样10个,分成两组,其中一组在23±2℃下存放24h,另一组在4±1℃下存放24h,分别在混凝土地面进行跌落试验,跌落高度2m,瓶口向上,使瓶的轴线与铅垂方向成30°角自由下落,检查瓶体、底座损伤情况,并做记录。
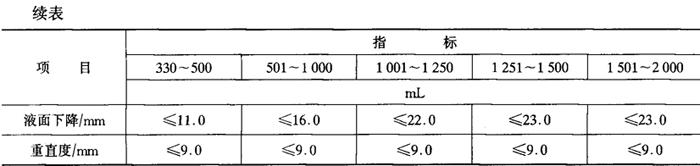
(10)热稳定性 按密封性能①的要求制备试样5个,在23±2℃下放置24h,测量瓶高、瓶体直径、注液高度后,置于38±1℃下恒温24h,取出观察瓶体、底座是否松脱、破裂,并测量瓶高、瓶体直径、液面高度,按式(5)、(6)、(7)计算高度偏差、直径偏差和液面下降。同时按检验方法中(4)测出瓶的垂直度,并记录。

式中 XH——高度偏差,%
H0——试验前样瓶高度,mm
H1——试验后样瓶高度,mm

式中 XD——直径偏差,%
D0——试验前瓶体直径,mm
D1——试验后瓶体直径,mm
△F=F0-F1 (7)
式中 △F——液面下降,mm
F0——试验前液面高度,mm
F1——试验后液面高度,mm
(11)透光率
按GB2410规定进行。
3.化学性能
乙醛含量测试步骤如下:
①取5个样瓶,用纯度为99.9%的氮气冲洗并赶走样瓶内的空气,然后迅速用带有橡胶隔膜的盖子盖上,置于23±2℃条件下恒温24h。
②取3个1L(或其他容量)的玻璃瓶,用99.9%的氮气冲洗并赶走瓶内的空气,迅速用带有橡胶隔膜的盖子盖上,注入4μL(或其他量)的已知浓度(约1mg/mL)的乙醛溶液,在40℃左右温度下,待其完全挥发,然后从瓶中抽取5mL气体注入气相色谱仪内,可得到一已知浓度标样峰的面积,取三次试验的算术平均值。
③从已放置24h的待测样瓶中抽出5mL气体注入气相色谱仪内,得到一待测浓度的峰面积,按式(8)计算乙醛含量。

式中 C——待测样瓶中的乙醛含量,μg/L
C0——已知浓度标样瓶内的乙醛含量,μg/L
S——待测样瓶中乙醛含量的峰面积
S0——已知浓度标样瓶内乙醛含量的峰面积
4.卫生性能
按GB13113的规定进行。
(五)检验规则
1.组批
产品以批为单位进行验收,以同一牌号、同一规格的原料、同一工艺连续生产的产品为一批。每批不超过50万个。
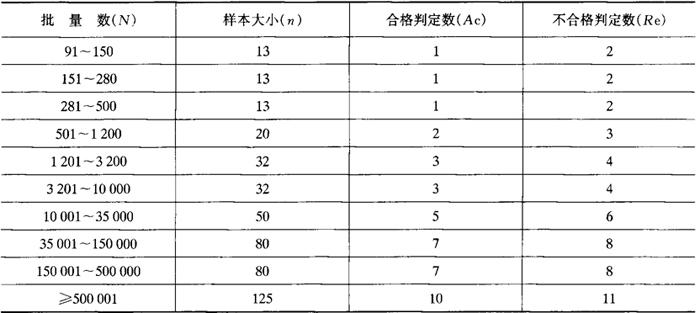
2.抽样
采用随机抽样。规格、外观抽样按表5-4-42规定。物理机械性能以批为单位,在每批中抽取50个样瓶进行检验。
表5-4-42
3.出厂检验
出厂检验项目为技术要求1、2(2)、2(3)、3和表5-4-39中的2、3项。
4.型式检验
有下列情况之一时,一般应进行型式检验:
①新产品或老产品转厂生产的试制定型;
②正式生产后,改变生产工艺或使用新原料生产,而又可能影响产品性能时;
③正常生产时,半年至少进行一次型式检验;
④停产三个月以上再恢复生产时;
⑤出厂检验结果与上次型式检验有较大差异时;
⑥国家质量监督机构提出进行型式检验的要求时。
型式检验项目为本标准全部项目。
5.判定规则
(1)样本单位的判定 外观、规格按技术要求1和2规定的项目进行检验,检验结果全部合格,则判该样本单位合格。
(2)合格批的判定
外观、规格采用GB2828中正常检查一次抽样方案,特殊检查水平S-4,AQL为4.0,判定数组见表5-4-42。物理机械性能检验结果,若其中一项不合格,应在原批中抽取双倍样品进行复验,复验结果全部合格,整批为合格。化学、卫生性能检验结果,若其中一项不合格,则判整批为不合格。
(六)标志、包装、运输、贮存
1.标志
产品包装箱上应有如下标志:
①产品名称、规格、本标准号;
②商标;
③净重和毛重;
④数量;
⑤外形尺寸(长×宽×高);
⑥运输与贮存注意事项的标志;
⑦生产厂全称及厂址;
⑧产品批号和生产日期。
2.包装
包装应能保证产品在运输、贮存过程中,不受损坏,不受外来物污染。
3.运输
在运输途中应防止重压、倒置、摔跌及坚硬物体碰撞,应尽量避免在高温下运输。
4.贮存
应贮存在通风、阴凉、干燥、无化学品及有害、有毒物品污染的仓库内,贮存期从生产日期起不超过半年。
- 华昌公司是什么意思
- 华明是什么意思
- 华星映衰柳,暗水入寒塘。是什么意思
- 华星牌羊皮票夹是什么意思
- 华显是什么意思
- 华晶宾馆是什么意思
- 华月是什么意思
- 华月收璧影之陆离是什么意思
- 华构是什么意思
- 华林是什么意思
- 华林是什么意思
- 华林是什么意思
- 华林园是什么意思
- 华林园是什么意思
- 华林园是什么意思
- 华林园是什么意思
- 华林寺是什么意思
- 华林寺是什么意思
- 华林寺是什么意思
- 华林寺是什么意思
- 华林起义军是什么意思
- 华枝睾吸虫病是什么意思
- 华树曜北林,芬芳空自宣。是什么意思
- 华校教师会总会主席的推选是什么意思
- 华桑是什么意思
- 华楼宫是什么意思
- 华歆是什么意思
- 华歆是什么意思
- 华歆是什么意思
- 华歆(huà—)(157—232)是什么意思
- 华歆忤旨是什么意思
- 华歆收捕伏皇后是什么意思
- 华歆龙头是什么意思
- 华毂是什么意思
- 华比银行是什么意思
- 华比银行是什么意思
- 华比银行是什么意思
- 华氏中藏经是什么意思
- 华氏中藏经是什么意思
- 华氏中藏经是什么意思
- 华氏中藏经是什么意思
- 华氏医方汇编是什么意思
- 华氏城是什么意思
- 华氏城是什么意思
- 华氏城(Pataliputra)是什么意思
- 华氏家族墓是什么意思
- 华氏文献表是什么意思
- 华氏温度是什么意思
- 华氏温标是什么意思
- 华民是什么意思
- 华民护卫司署是什么意思
- 华民政务司是什么意思
- 华水芳是什么意思
- 华汝成是什么意思
- 华池是什么意思
- 华池(huà—)是什么意思
- 华池县是什么意思
- 华池县苏维埃政府是什么意思
- 华池双石塔是什么意思
- 华沙是什么意思