研磨与抛光
(一)研磨
1.研具、研磨剂
(1)油石
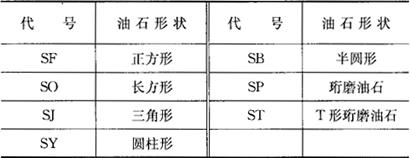
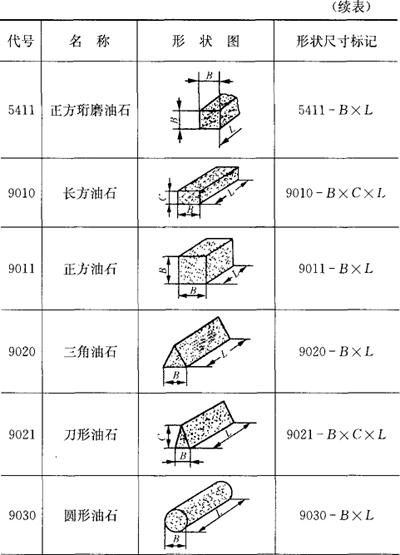
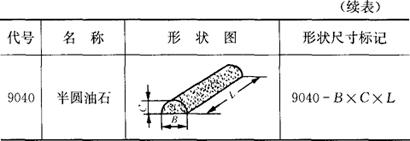
模具加工中常用的研具是油石,见表7.2-9。
表7.2-9 油石
(2)研磨剂
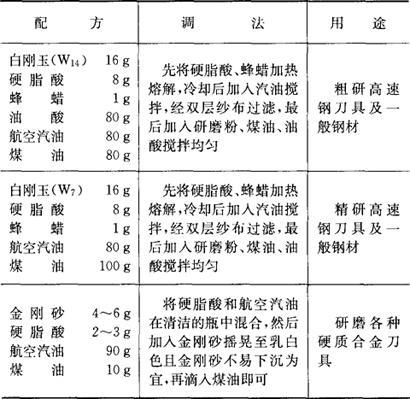
研磨剂分液态研磨剂和固态研磨剂两类。常用的液态研磨剂配方,见表7.2-10。
表7.2-10 常用液态研磨剂配方
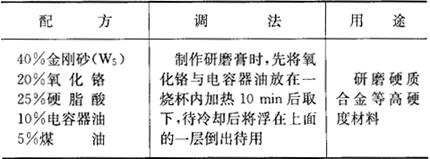
固态研磨剂即研磨膏,常用的是合成钻石研磨膏的配方,见表7.2-11。
表7.2-11 合成钻石研磨膏的配方
一般工厂可选用成品研磨膏。成品研磨膏分粗、中、细三种,根据模具精度要求选用。
2.研磨方法
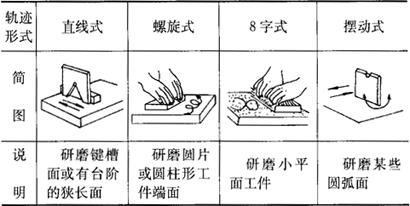
(1)手工研磨运动轨迹的形式(表7.2-12)
表7.2-12 手工研磨运动轨迹的形式
(2)研磨压力、速度
研磨压力与速度对研磨效果有明显的影响。在一定范围内,研磨压力与效率成正比。一般手工粗研磨压力为1~2MPa,精研磨压力为0.2~0.5MPa。粗研磨往复速度为50~60次/min,精研磨往复速度为20~30次/min。
(3)研磨余量,从三个方面考虑决定:
①面积大、形状复杂、精度要求高的零件,应取较大的余量。
②预加工质量高,应取较小的余量;否则取较大的余量。
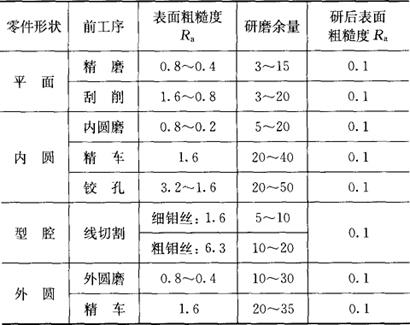
③双面、多面、位置精度要求很高的零件及不同加工方式,应根据具体情况选择研磨余量,见表7.2-13。
表7.2-13 研磨余量 (μm)
(二)抛光
模具制造中,为了降低表面粗糙度,一般在机械加工后对模具零件进行抛光。
1.抛光前对加工零件的要求
①预抛光零件,表面粗糙度值应小于Ra3.2~1.6μm。
②零件在抛光前应留有0.1~0.12mm的抛光余量。
2.抛光用工具、材料(表7.2-14)
表7.2-14 抛光用工具、材料
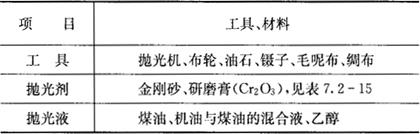
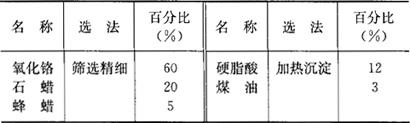
表7.2-15 抛光用研磨膏配方
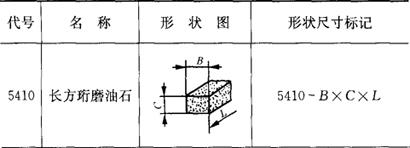
3.磨光机用砂轮片(表7.3-32),磨头(表7.2-16),抛光用的油石(表7.2-17)
表7.2-16 磨头的形状代号及尺寸标记
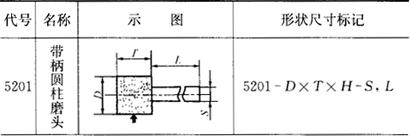
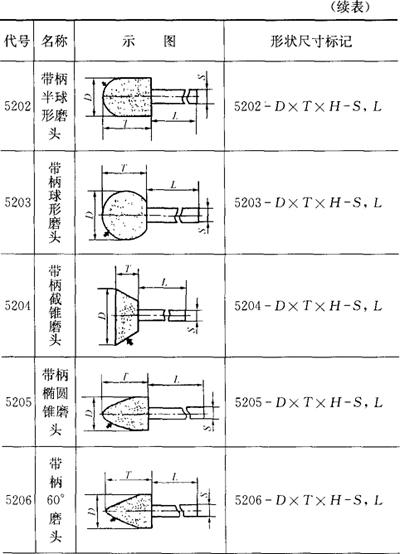
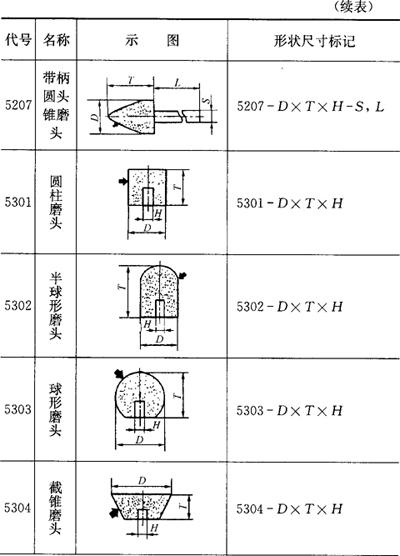
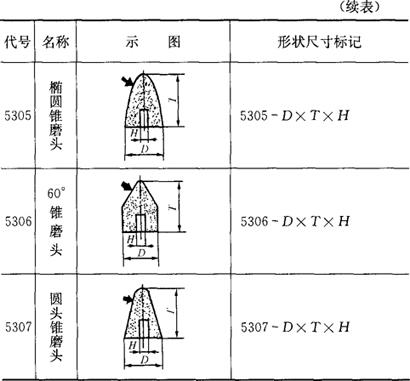
表7.2-17 油石的形状代号及尺寸标记
- 客作儿是什么意思
- 客作汉是什么意思
- 客使图是什么意思
- 客倍主半是什么意思
- 客倾信陵君是什么意思
- 客印月是什么意思
- 客厅是什么意思
- 客厅是什么意思
- 客去而妄猜荀令是什么意思
- 客司是什么意思
- 客吟孤枕潮声近,晚过千山雪气寒。是什么意思
- 客喜是什么意思
- 客场意识是什么意思
- 客坐新闻是什么意思
- 客头是什么意思
- 客套误事是什么意思
- 客子是什么意思
- 客官是什么意思
- 客客是什么意思
- 客家是什么意思
- 客家是什么意思
- 客家是什么意思
- 客家是什么意思
- 客家人是什么意思
- 客家传统情诗是什么意思
- 客家名人录是什么意思
- 客家土围是什么意思
- 客家土楼是什么意思
- 客家土楼营造技艺是什么意思
- 客家帮是什么意思
- 客家情歌精选1900首是什么意思
- 客家方言是什么意思
- 客家方言是什么意思
- 客家方言分区是什么意思
- 客家民居是什么意思
- 客家源流考是什么意思
- 客家话是什么意思
- 客家话是什么意思
- 客家话研究是什么意思
- 客家风情传说是什么意思
- 客尘是什么意思
- 客尘医话是什么意思
- 客尘医话是什么意思
- 客居是什么意思
- 客居晚步偶成诗帖是什么意思
- 客庄是什么意思
- 客店 客栈是什么意思
- 客座是什么意思
- 客座利用率是什么意思
- 客座利用率是什么意思
- 客座占用率是什么意思
- 客座占用率是什么意思
- 客座赘语是什么意思
- 客座赘语是什么意思
- 客座赘语是什么意思
- 客座赘语是什么意思
- 客心惊落木,夜坐听秋风。朝日看容鬓,生涯在镜中是什么意思
- 客忤是什么意思
- 客忤是什么意思
- 客忤(wǔ)似痫是什么意思