电火花线切割加工
(一)电火花线切割加工原理、特点及应用(表7.4-11)
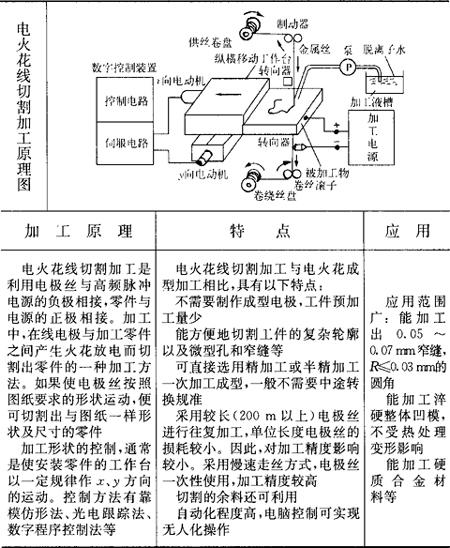
表7.4-11 电火花线切割加工原理、特点及应用
(二)电火花线切割机床
线切割机床按电极丝运动的线速度,可分高速走丝和低速走丝。电极丝运动速度在7~10mm/s范围内的为高速走丝,低于0.2mm/s的为低速走丝。
1.数控线切割机床的构成
如图7.4-11所示,数控线切割机床由以下五部分构成:
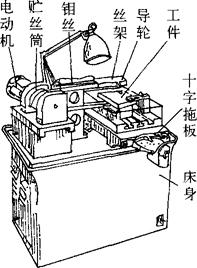
图7.4-11 数控线切割机床
①加工机床本体,由纵横移动工作台部分,电极丝驱动部分,其他部分(包括头部、支柱部、加工槽、锥度加工装置部分等)构成。
②加工电源装置,多采用由晶体管放电电器组成的脉冲电源。
③控制装置,采用电脑数控(CNC)方式,具有加工自动化、高精度化、最佳化多种控制机能(如电极丝偏置、镜像、断丝处理、加工条件自动变换、自动定位找中心、自动穿丝等)。
④自动编程装置。
⑤加工液供给装置,其作用是恢复极间的绝缘,产生放电爆炸压力;冷却放电加工部分排出放电加工产物。
金属丝多选用直径0.05~0.25mm的黄铜丝、铜丝、钨铜合金丝。其中常用直径0.10~0.20mm钼丝。其走丝速度分慢速走丝(1~3mm/s)和快速走丝(5~10mm/s)两种。
加工液通常采用去离子水、乳化油等。
2.常用线切割机床的型号与技术参数(见表7.4-12)
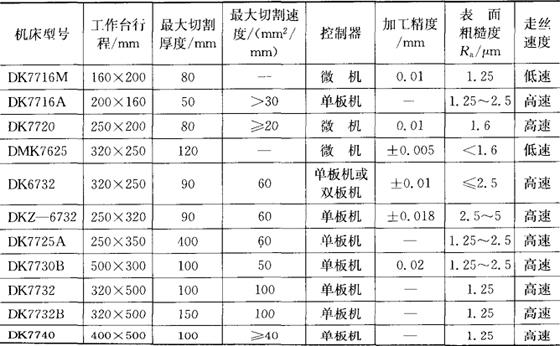
表7.4-12 我国生产的线切割机床的型号与技术参数
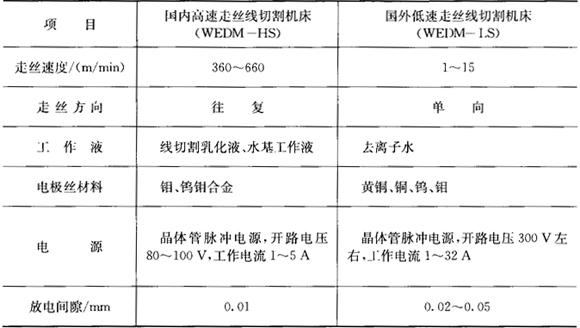
注:高速与低速走丝线切割机床的主要区别
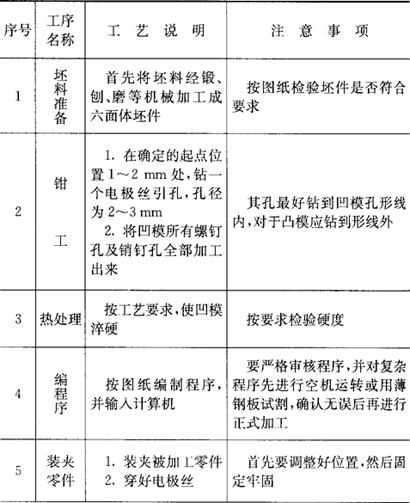
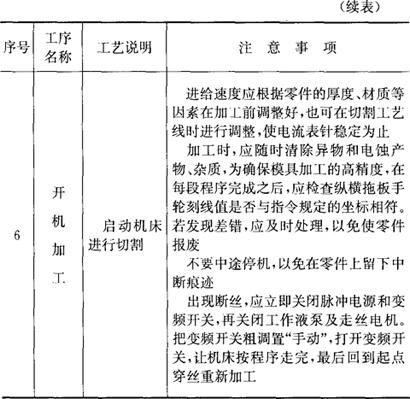
(三)电火花线切割加工工艺
加工工艺见表7.4-13。
表7.4-13 电火花线切割加工工艺
(四)数控程序编制方法
1.加工指令
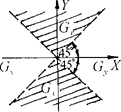
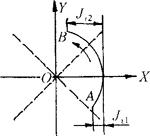
斜线的加工指令有四种,平行于坐标轴的线称为直线,如图7.4-12所示。圆弧的加工指令有八种,如图7.4-13所示。

图7.4-12 斜线(直线)加工指令
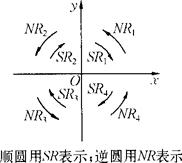
图7.4-13 圆弧加工指令
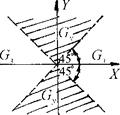
2.计算方向
选取X拖板方向进给总长度来进行计数的称为计X,用Gx表示。选取Y拖板方向进给总长度来进行计数的称为计Y,用Gy表示。为了保证加工精度,必须正确选取计数方向,如图7.4-14所示。
(a)斜线计数方向的选取
(b)圆弧计数方向的选取
图7.4-14 计数方向选取
3.计数长度
计数长度应取从起点某个方向拖板移动的总距离。当计数方向确定后,就是被加工直线(或曲线)在该方向投影长度的总和。圆弧可能跨越几个象限,必须正确计算计数长度,如图7.4-15所示。
(a)取G1计数长度
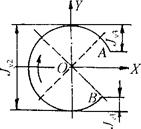
(b)取G1计数长度
图7.4-15 圆弧计数长度计算
4.间隙补偿
是通过数控线切割机进行偏移运算来实现的。把圆弧半径加大称为正补偿,把圆弧半径减小称为负补偿。在图7.4-16中,当输入凸圆弧 程序以后,线切割机能自动地把它变成
程序以后,线切割机能自动地把它变成 的程序(作正补偿时),或变成
的程序(作正补偿时),或变成 的程序(作负补偿时)。对于图示零件DEFGHI,只要通过间隙补偿同时改变三处圆弧的程序(斜线的程序不变)就可得到不同尺寸的零件D′E′F′G′H′I′和D″E″F″G″H″I″,从而满足模具零件的某种配合要求。因此,有了间隙补偿能大大减少编程工作量。在无间隙补偿的情况下,上述零件必须单独编制程序。
的程序(作负补偿时)。对于图示零件DEFGHI,只要通过间隙补偿同时改变三处圆弧的程序(斜线的程序不变)就可得到不同尺寸的零件D′E′F′G′H′I′和D″E″F″G″H″I″,从而满足模具零件的某种配合要求。因此,有了间隙补偿能大大减少编程工作量。在无间隙补偿的情况下,上述零件必须单独编制程序。
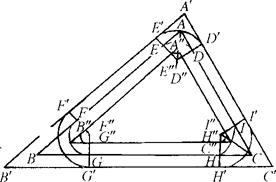
图7.4-16 间隙补偿示意图
5.程序格式
必须参考数控线切割机的使用说明书。
- 何天祥是什么意思
- 何天祺是什么意思
- 何天禄是什么意思
- 何天衢是什么意思
- 何天风是什么意思
- 何太是什么意思
- 何太仆集是什么意思
- 何太安人是什么意思
- 何太虚是什么意思
- 何失是什么意思
- 何夹山是什么意思
- 何奇是什么意思
- 何奇阳是什么意思
- 何奇陽是什么意思
- 何奈是什么意思
- 何奎是什么意思
- 何如是什么意思
- 何如上客会,长袖入华裀。是什么意思
- 何如宠是什么意思
- 何如日日长如醉,付与诗人一笑看。是什么意思
- 何如曾是什么意思
- 何如海日生残夜一句能令万古传——说王湾《次北固山下》是什么意思
- 何如璋是什么意思
- 何如申是什么意思
- 何妥是什么意思
- 何妥车是什么意思
- 何妥集是什么意思
- 何妨是什么意思
- 何妨举案齐。是什么意思
- 何妨倾坐客,共献长生祝。是什么意思
- 何妨入梦来。是什么意思
- 何妨宴赏,奉宸意慈容。是什么意思
- 何妨把酒看。是什么意思
- 何妨文字饮,更得江山助。是什么意思
- 何妨留取凭阑干,大家吟玩欢醉。是什么意思
- 何妨箪食瓢饮。是什么意思
- 何妨纵乐笙歌,剩举觥船。是什么意思
- 何妨绛烛。是什么意思
- 何妨醉过清明去。是什么意思
- 何妨饮且醉,共作斑衣舞。是什么意思
- 何始何穷是什么意思
- 何姑娘嫁给郑家——郑何氏(正合适)是什么意思
- 何姑成仙是什么意思
- 何姗姗来迟 刘彻是什么意思
- 何威是什么意思
- 何威凤是什么意思
- 何婆是什么意思
- 何婉哥是什么意思
- 何婧英是什么意思
- 何婵是什么意思
- 何子个是什么意思
- 何子云是什么意思
- 何子元群书续抄是什么意思
- 何子凡是什么意思
- 何子友是什么意思
- 何子季是什么意思
- 何子实是什么意思
- 何子峨是什么意思
- 何子平是什么意思
- 何子康是什么意思