某电机厂应用计划评审法管理生产
某电机厂是铁道部生产电机车、内燃机车、蒸汽机车等各种车型上成套大型电机的专业化工厂。品种和研制任务多,产品大和生产技术准备工作量大,工艺过程复杂和技术要求高,试制和生产周期长。因此,应用计划评审法来计划和控制生产技术准备工作、制造和修理等活动,极为重要。
目前该厂已把计划评审法实际应用于如下几个方面;
(1)研制新产品的生产技术准备工作;
(2)设备修理工作;
(3)技术改造工作;
(4)生产作业计划工作;
1980年已经编制的网络图列举部分如下:
(1)CTF-2500同步发电机工装准备及试制子系统网络图;
(2)电机复式冲模生产技术准备网络图;
(3)5吨炉大修及技术改造总体、电气部分、变压器及冷油系统网络图;
(4)北京型机车电控设备的生产网络图;
(5)硅整流元件生产网络图;
(6)机械设备大修网络图。
一、5吨电炉大修和技术改造
5吨电炉的组成包括电炉设备、电炉变压器和电炉机械装置部分等。
以PERT组织5吨电炉大修,主要是在分部的基础上平行作业,以编制总体及子系统网络图来指导,而且结合修理进行技术改造。这样可以缩短总工期和设备停歇时间。
这项工程用网络法来组织,总工期为38天(见图1)。
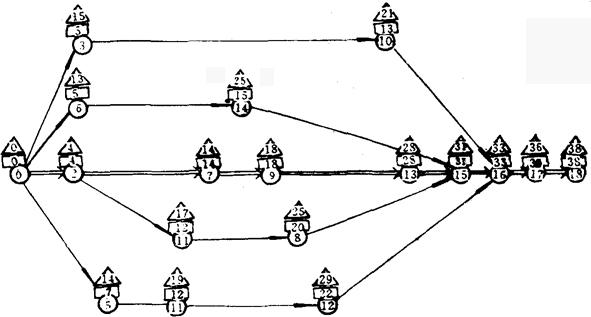
图1
 →②解体(4天)
→②解体(4天)
 →③泵房凉水塔热水池系统清洗检验(5天)
→③泵房凉水塔热水池系统清洗检验(5天)
 →⑥拆炉墙及镁砂管(5天)
→⑥拆炉墙及镁砂管(5天)
 →⑤腾变压器吊装场地(7天)
→⑤腾变压器吊装场地(7天)
②→⑦刹车离合器改造加工及组装调试(10天)
②→⑾液压系统检修(8天)
③→⑩炉体水冷系统检验(8天)
⑥→⒁水冷圈水压炉底检修
⑦→⑨提升机构组装试动作(4天)
⑨→⒀屏柜落位安装接线(10天)
⑤→⑾接轨、拖运、拾架子(5天)
⑾→⑿吊芯检查、滤油(10天)
⑾→⑧炉体机械检修、改离合器底座(8天)
⑿→⒃变压器落位接线、空载试动作(4天)
⑧→⒂组装、液压系统试作(6天)
⒁→⒂砌炉墙、炉盖、改引弧极(8天)
⒀→⒂电气控制试动作(3天)
⑩→⒃冷油系统改造安装、试压、油漆(12天)
⒂→⒃电极对中心联合度动作(2天)
⒃→⒄烘炉(3天)
⒄→⒅试炼(2天)
按传统的设备修理方法,总工期需要多少天呢?可以按以下公式计算:
机器设备修理停工时间(日)=该设备修理复杂单位(R)×一个修理复杂单位(R)的停歇时间定额(日)
已知,设备维修标准资料(见表1)。
表1
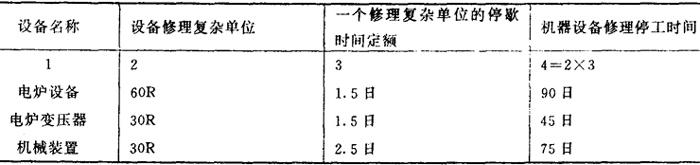
38天比90天,应用网络法缩短了53天,全厂的关键设备减少两个月的停工时间。等于全年增加1/6的电炉生产能力,就是不作进一步的定量分析,也可见经济效果十分显着。
以上设备停歇时间仅仅是大修所需的时间,而且定额是较先进的。如果再加技术改造所需要的时间,那么,停工的时间就更长了。表中的暂略而不计。
二、T612镗床设备大修理
T612镗床的修理复杂单位为25R。镗床的一个修理复杂单位的停歇时间定额为3.3日。故修复停工时间为:25(R)×3.3(日)=82.5(日)。
T612镗床修理网络图的总工期为59天(见图2)。
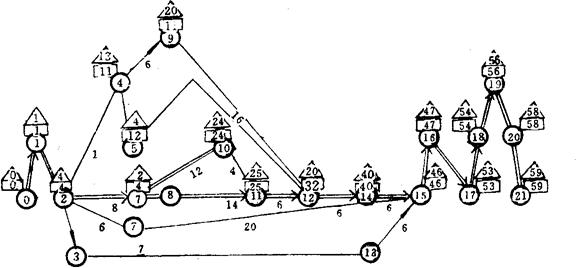
图2
 -①准备 ①-②解体
-①准备 ①-②解体
②-③起重 ②-④清洗、检查
④-⑤备料 ④-⑨钳工修理备件
⑤-⑿零部件加工 ⑨-⑿钳工配合机加工及部件组装
②-⑦立柱焊、刨、磨 ②-⑥电器解体 ⑦-⑩大件焊、刨、磨 ⑧-⑾配研
⑦-⑧立柱淬火 ⑥-⒂电器修理、组装、试验
③-⒀起重配合 ⑩-⑾大件导轨淬火
⑾-⑿配研 ⑿-⒁部件组装
⒁-⒂总组装 ⒀-⒂运工地组装
⒂-⒃接线 ⒃-⒄调试
⒄-⒅试工件 ⒅-⒆器修
⒆-⒇精度检验 ⒇-(21)交车
59天比82.5天,应用PERT网络法缩短了23.5天,即减少了将近1个月的停工时间。
如果所有的设备都以PERT来计划组织检修,不增添设备就可以增产几成。
设备停歇1天造成的产量减少、收入损失是非常可观的。
缩短工期还只是部分的反映了节约,而不是全部经济效果。经济效果有数量的,也有质量的。质量方面的当然就难以计量分析。比如便于有效地控制修程,能保证按工期完工,使修理工作实现均衡性等。纵然是数量方面的效果,往往也不尽能把直接的、相关的、间接的各种导致增产和节约的效果都包括无遗。这是管理工作科学化经济效果的特点,不是简的方法可以计算出来的。
PERT的核心是通过网络模型(网络图)来规划和安排某个系统的进度计划。因此编制网络图是PERT的主要内容。而编制网络图的关键工作是任务的分解。
例如,铸造车间电炉的检修及技术改造工程,可分为3个系统,分别编制了3个网络图:电气部分网络图、变压器和冷油系统网络图和总体网络图。这3个分系统网络图同时执行,就体现了上述要求和优越性。
网络图的基本组成部分是箭杆和结点,箭杆表示一项具体的任务,网络中称为工序(或叫作业或活动)。
如何划分工序呢?
总的来说,工序的划分要具体,既不应过细,又不能笼统,过细使网络图结点增多,笼统会造成“扯皮”。分工要清,职责要明。要做到这些,按以下原则来划分是有意义的。
1.由不同单位执行的工序分开。
例如,产品图纸设计和工装图纸设计由不同单位执行;又如复式冲模图纸设计和该工装的制造由不同单位执行,应该划分为不同工序。
2.工作时间有先后差异的工序分开。
例如,技术设计和工作图设计有先后程序的不同,必须分开。
3.使用不同机具,设备或器材的工序分开。
例如,同样是毛坯,但铸件和锻件应分成两个工序。又如冲裁定子扇形片和定子扇形片迭焊,使用不同机具设备必须分开。
4.工作方法不同的工序分开。
例如,图纸的标准化审查和结构工艺性审查分开,又如图中定子加工和定子装配,一是改变几何形状、性能等,一是零件的组合,是方法不同的工序,须加以分开。
5.工序项目中应包括一切能使工程推迟的因素。
例如,腾变压器吊装场地,检验、审批,引起工程的现场交货所需时间等,如果不加考虑都会推迟工期,因此,要列为工序。
以上述原则来研究分解任务,划分工序,可以做到分工清,职责明,不笼统,易执行。
任务的分解实际上就是以工序(活动)为单位,把整个任务解体。然后以全部工序的有机的组成来具体表达系统的构成绘制成网络图。
任务的“解体——组成”可采取的最好方法是“树形”结构的方法,也就是“工序树”的方法,它是表达工序间逻辑关系的好方法。它也就编制产品装配系统图时所用的“零件树”方法的另一方面的应用。
任务的分解顺序,可以从第一个起点工序开始,向前分解。也可以从最后的终点工序倒回来逆行分解。
任务的分解除了按照以上所研究的原则、方法以外,在“解体——组成”的过程中,关键还在于紧紧抓住分析工序之间的逻辑关系。具体地说,要分析某道工序的先导的紧前工序是什么?后续的紧后工序是什么?顺藤摸瓜,步步推敲,不断修改、补充和调整,’工序树”就会逐渐形成,这就为编制网络提供刍形。任务的分解是一项深入细致的调查研究工作,它涉及到多种业务部门的工作,需要有不同专业知识和实践经验的人员协同配合,才能把任务“分解——组合”好。比如需要研制、设计、工艺、生产、维修、基建、机物料供应网络技术计划指导等部门的专业人员共同研究分析。永济电机厂在编制网络图的过程中,就是利用了各个部门的力量,集思广益。在网络图的审批时,又采取了有关部门会签的方式,使网络图更切合实际,使网络图能更顺利的组织生产,控制生产。
任务的分解,也就是工序的划分和确定。工序确定后,应开列工序清单。
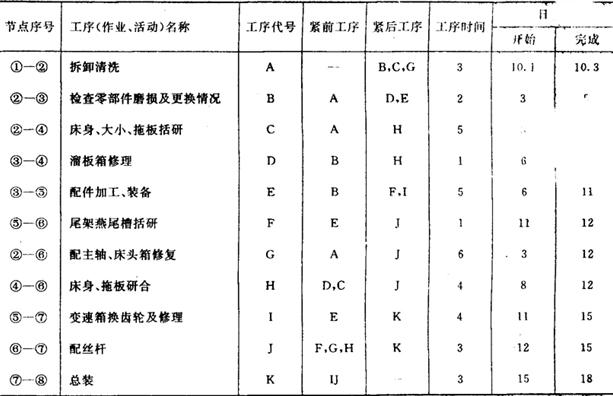
工序清单格式和内容可以采取下列表2形式。
根据上表的逻辑关系,可以很容易绘出如下网络图(见图3)。
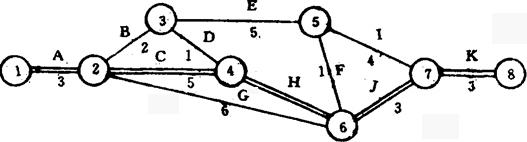
图3
工序清单中的栏目,可以在编制网络图的过程中,分期填写,也就是具备了填写需要的数据和资料时逐步填毕。
3、4、5三栏实际上就是以文字表达的网络图,这对动用计算机编制和修改网络图是必须的。
永济电机厂的实践证明,PERT是编制计划,控制进度,合理利用资源,组织管理的一种科学方法,它有指导实践,取得良好技术经济效果的功能。
表2
- 跌踬是什么意思
- 跌踼是什么意思
- 跌蹉是什么意思
- 跌蹌是什么意思
- 跌蹏是什么意思
- 跌蹶是什么意思
- 跌躞躞是什么意思
- 跌边跤是什么意思
- 跌达是什么意思
- 跌过是什么意思
- 跌进是什么意思
- 跌进茅坑里,还说没吃粪是什么意思
- 跌进闷葫芦是什么意思
- 跌进闷葫芦里是什么意思
- 跌进黑洞洞的夹壁儿——左不是门,右不是路是什么意思
- 跌进黑洞洞的夹壁儿里——左不是门,右不是路是什么意思
- 跌退是什么意思
- 跌逿爬仆是什么意思
- 跌闪小产是什么意思
- 跌闪血崩是什么意思
- 跌闷子是什么意思
- 跌阳是什么意思
- 跌雨点是什么意思
- 跌雨点点子是什么意思
- 跌霸是什么意思
- 跌顿是什么意思
- 跌风是什么意思
- 跌饥荒是什么意思
- 跌馋牢是什么意思
- 跌马踏是什么意思
- 跌骨碌抢跤是什么意思
- 跌骰儿是什么意思
- 跌高背十三是什么意思
- 跌鸡蛋是什么意思
- 跌黑是什么意思
- 跌黑窟是什么意思
- 跌鼓是什么意思
- 跌𠴼是什么意思
- 跍是什么意思
- 跍下儿是什么意思
- 跍下点儿是什么意思
- 跍住是什么意思
- 跍倒是什么意思
- 跍咑是什么意思
- 跍堆是什么意思
- 跍宫歇庙是什么意思
- 跍帽是什么意思
- 跍起是什么意思
- 跍蹲下是什么意思
- 跍都是什么意思
- 跍陲是什么意思
- 跍雕是什么意思
- 跍;是什么意思
- 跍𬢔鸟是什么意思
- 跍𬧔是什么意思
- 跎是什么意思
- 跎背佬儿是什么意思
- 跎蹉是什么意思
- 跏是什么意思
- 跏坐是什么意思