拉深模设计
(一)拉深件的工艺性
1.拉深件的形状
①拉深件的形状设计应尽量简单、对称。
②过高或过深的空心零件需要多次冲压工序,所以应尽量减小零件高度。
③在零件的平面部分,尤其是在距离边缘较远位置上的局部凹坑和突起的高度不宜过大。
④应尽量避免曲面空心零件的尖底形状,尤其高度大时其工艺性更差。
在实际生产中,对冲压件的几何形状和尺寸作某些修改,既能使其性能不变,又可以使冲压加工得到很大的简化。如图1.2-41所示的汽车消声器后盖,在保证使用要求的前提下,对其形状作简化后,可以使冲压加工由八道工序减为两道工序,材料消耗也减少50%。
(a)改进前

(b)改进后
图1.2-41 消声器后盖的改进
2.拉深件的圆角半径(图1.2-42)

(a)筒形件
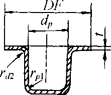
(b)带凸缘拉深件
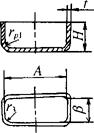
(c)矩形件
图1.2-42 拉深件的圆角半径
拉深件的圆角半径应尽量大些,以利于成型和减少拉深次数。
①拉深件底与壁间的圆角半径rp1应满足rp1≥t,为使拉深工序顺利进行,一般应该使rp1≥(3~5)t。增加整形工序时,可取rp1≥(0.1~0.3)t。
②拉深件凸缘与壁侧间的圆角半径rd2应满足rd2≥2t,为使拉深工序顺利进行,一般应使rd2≥(4~8)t。增加整形工序时,可取rd2≥(0.1~0.3)t。
③带凸缘拉深件的直径应取Dp≥dp+10t,以便在拉深时,用压料板压紧不起皱。
④矩形件四壁间的转角半径r3应满足r3≥3t。为了减少拉深次数,尽可能取rs≥0.2H,以便一次拉深成功。
3.拉深件的精度
拉深件的制造精度包括直径方向的精度和高度方向的精度。在一般情况下,拉深件的精度不应超过表1.2-56、表1.2-57和表1.2-58中所列的数值。
表1.2-56 拉深件直径的极限偏差 (mm)
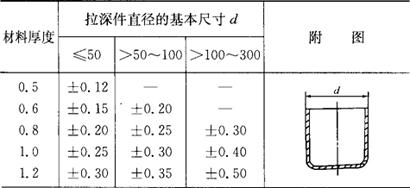
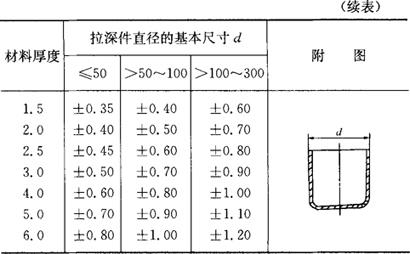
注:拉深件外形要求取正偏差;内形要求取负偏差。
表1.2-57 圆筒拉深件高度的极限偏差 (mm)
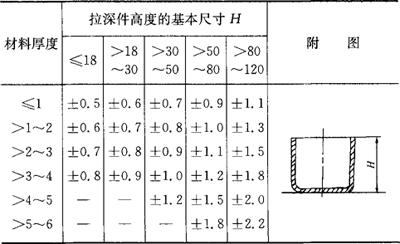
注:本表为不切边情况所达到的数值。
表1.2-58 带凸缘拉深件高度的极限偏差 (mm)
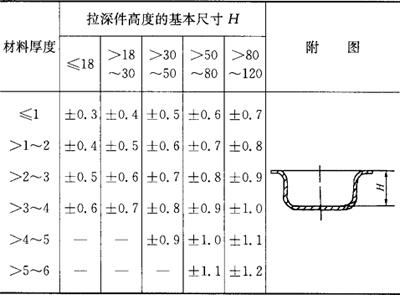
注:本表为未经整形所达到的数值。
产品图上的尺寸应注明必须保证外部尺寸或是内腔尺寸,不能同时标注内外形尺寸。
(二)拉深件毛坯形状和尺寸的确定
(1)修边余量的确定
由于材料性能不同、模具间隙不均、板厚变化及定位不准等影响,使拉深件口部或凸缘周边不齐,必须进行修边。故在计算毛坯尺寸时应按加上修边余量后的零件尺寸进行展开计算。
修边余量的数值可查表1.2-59和表1.2-60。
表1.2-59 无凸缘圆筒形拉深件的修边余量δ (mm)
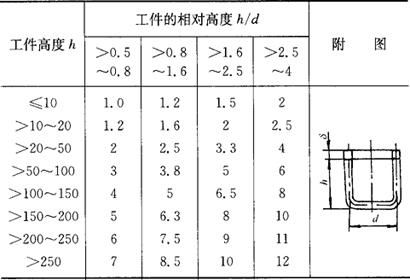
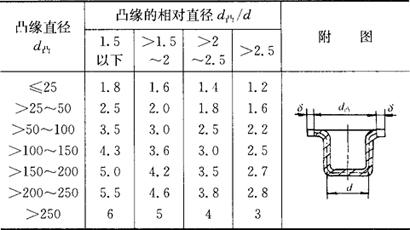
表1.2-60 有凸缘圆筒形拉深件的修边余量δ (mm)
(2)毛坯尺寸的计算
在拉深工艺中,如忽略毛坯在拉深过程中厚度的变化,可以按拉深前后面积不变的原则进行毛坯尺寸的计算。
根据面积不变原则,毛坯直径按下式确定:

式中 A0——拉深件的表面积;
A——拉深件分解成简单几何形状的表面积,可由表1.2-61的公式求出。
表1.2-61 简单几何形状的表面积A的计算公式
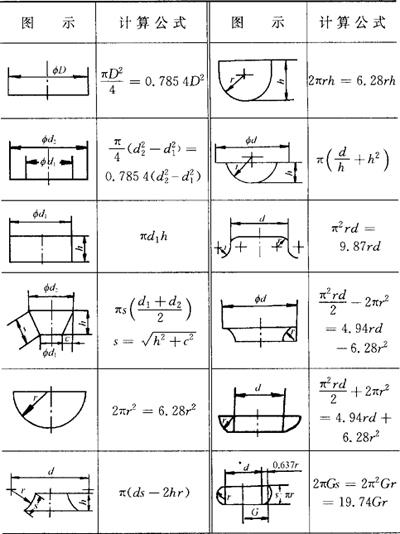
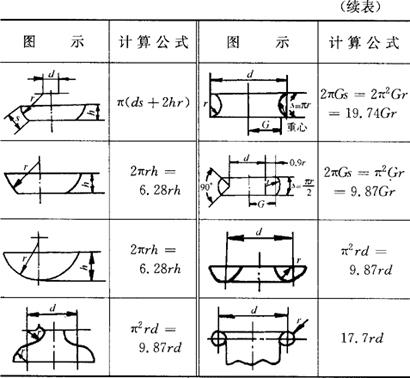
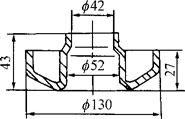
例如,如图1.2-43所示有凸缘的筒形拉深件的毛坯尺寸计算,可先将该零件分解成五个简单几何形状,并按表1.2-61所列公式求得A1、A2、A3、A4、A5,然后按上述公式求出毛坯直径D。
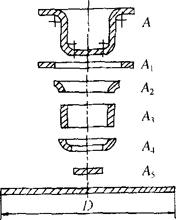
图1.2-43 筒形件毛坯尺寸的确定
对于常用的拉深件,可选用表1.2-62所列公式直接求得毛坯直径D。
表1.2-62 常用旋转体拉深件毛坯直径的计算公式
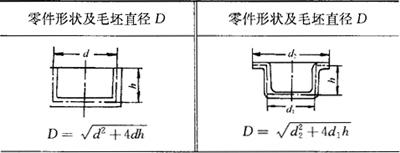
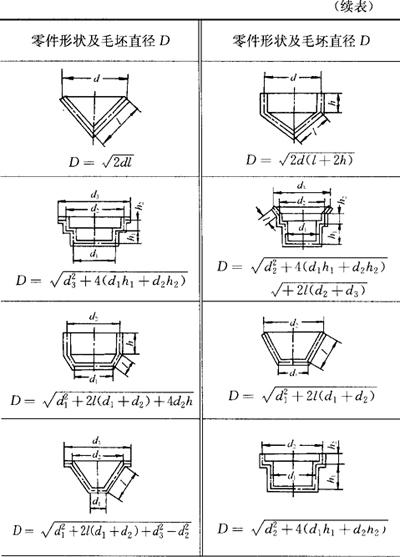
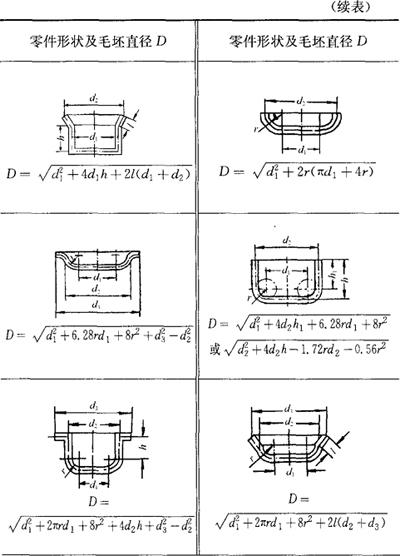
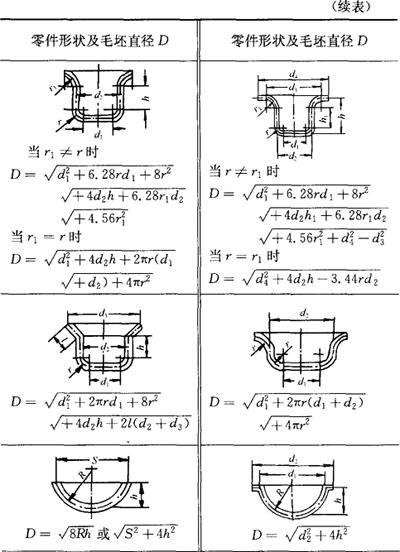
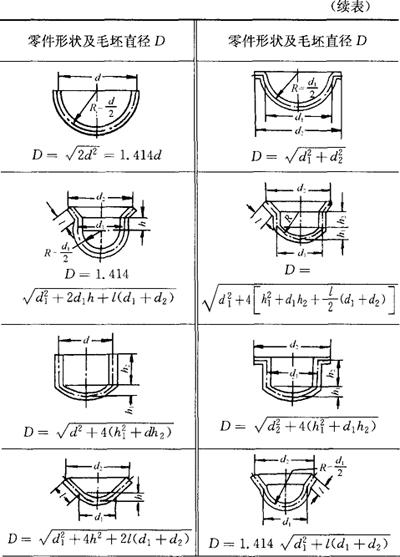
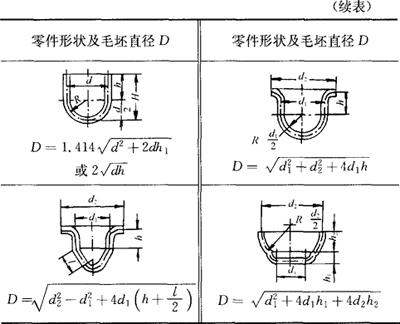
注:1.尺寸按工件材料厚度中心层尺寸计算。
2.对于厚度小于1mm的拉深件,可不按工件材料厚度中心层尺寸计算,而根据工件外壁尺寸计算。
3.对于部分未考虑工件圆角半径的计算公式,在计算有圆角半径的工件时计算结果要偏大,故此情形下,可不考虑或少考虑修边余量。
(三)拉深模的凸、凹模间隙
(1)不用压边圈拉深
c=(1~1.1)tmax(末次拉深用小值,中间拉深用大值)
式中 tmax——材料厚度的最大极限尺寸(mm)。
(2)用压边圈拉深
c=tmax+kt
式中 tmax——材料厚度的最大极限尺寸(mm);
t——材料厚度的基本尺寸(mm);
k——间隙系数,见表1.2-63。
表1.2-63 间隙系数k
注:1.表中数值适用于一般精度(未注公差尺寸的极限偏差)工件的拉深工作。
2.末道工序括弧内的数字,适用于较精密拉深件(IT11~13级)。
材料厚度公差小或工件精度要求较高的,应取较小的间隙,按表1.2-64选取。
表1.2-64 有压边圈拉深时单边间隙值 (mm)
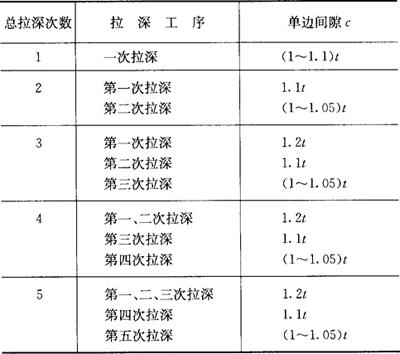
注:1.t为材料厚度,取材料允许偏差的中间值。
2.当拉深精密工件时,最末一次拉深间隙取c=t。
(四)拉深件变形程度的计算
拉深件变形程度用拉深系数m表示:

式中 d——拉深后圆筒直径;
D——拉深前毛坯直径。
(五)拉深模凸、凹模工作尺寸的计算
(1)拉深模工作尺寸计算(表1.2-65)
表1.2-65 拉深模工作尺寸的计算公式
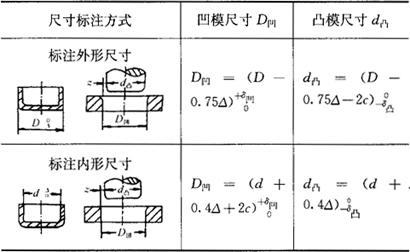
注:D凸、d凸——凹模、凸模尺寸(mm);
D、d——拉深件外形、内形的基本尺寸(mm);
c——凸、凹模的单边间隙;
δ凹、δ凸——凹模、凸模的制造公差(表1.2-66)。
表1.2-66 圆形拉深模凸、凹模的制造公差 (mm)
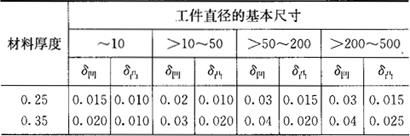
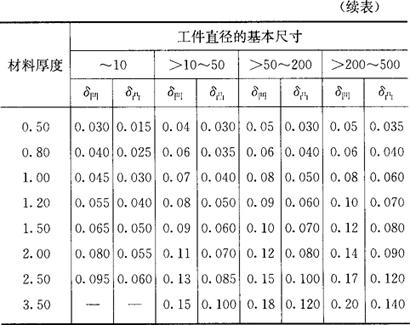
注:1.表列数值用于未精压的薄钢板。
2.如用精压钢板,则凸模及凹模的制造公差等于表列数值的20%~25%。
3.如用有色金属,则凸模及凹模的制造公差等于表列数值的50%。
(2)拉深凸模的排气孔尺寸(表1.2-67)
表1.2-67 拉深凸模排气孔尺寸 (mm)

(3)拉深凸模与凹模的圆角半径
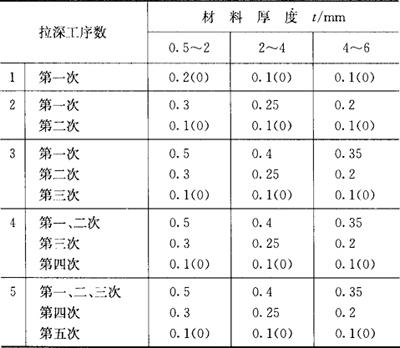
①拉深凸模的圆角半径r凸。除最末一次拉深工序外,其他各拉深工序r凸按下式计算:
r凸=(0.6~1)r凹
最后一次拉深工序中,r凸应与工件的圆角半径相等。如果工件要求的圆角半径很小,则在最后一次拉深工序以后,须进行整形。
②拉深凹模的圆角半径r凹。可按经验公式确定:

式中 D——毛坯直径(mm);
d——凹模内径(mm);
t——材料厚度(mm)。
但当工件直径d>200mm时,r凹应按下式确定:
r凹min=0.039d+2(mm)
(六)拉深时的压力计算
(1)拉深力的计算
①对于圆形拉深件,其最大拉深力可按下式计算:
Fmax=3(σb+σs)(D-d-r凹)t
式中 Fmax——拉深力(N);
σb——材料的抗拉强度(MPa);
σs——材料的屈服极限(MPa);
D——毛坯最大直径(mm);
d——拉深凹模内径(mm);
r凹——凹模的圆角半径(mm);
t——材料的厚度(mm)。
②对于方形拉深件,可用下列公式计算:
Fmax=σbt(2πr底C1+LC2)
式中 Fmax——拉深力(N);
r底——工件底部圆角半径(mm);
L——直边全长(mm);
C1=0.5(用于拉深很浅的工件);
=2.5[用于拉深深度为(5~6)r底的工件];
C2=0.2(用于间隙较大,且无压边圈时);
=0.3(用于压边力为 时);
时);
=1.0(用于拉深很困难时)。
(2)压边力的计算
压边力:

式中 q——各工序拉深系数的倒数;
σb——毛坯材料的抗拉强度(MPa);
t——材料厚度(mm);
D——毛坯直径(mm)。
(3)压床吨位的选择
对于单动压床:
F>F拉+F压
对于双动压床:
F1>F拉 F2>F压
式中 F——压床的公称压力;
F1、F2——分别为内、外滑块的公称压力;
F拉、F压——分别为拉深力和压边力。
(4)拉深功和功率
①不变薄拉深的拉深功:
A=k·Fmax·h×10-3
式中 A——拉深功(J);
Fmax——最大拉深力(N);
h——拉深高度(mm);
k——系数(查表1.2-68)。
表1.2-68 系数k与拉深系数的关系

②变薄拉深的拉深功:
A=F·h×1.2×10-3
式中 A——拉深功(J);
F——变薄拉深力(N);
h——拉深高度(mm);
1.2——安全系数,考虑到由于摩擦所增加的能量消耗。
③功率。压力机电机功率按下式计算:

式中 N——压力机电机功率(kW);
k——不平衡系数,k=1.2~1.4;
A——拉深功(J);
η1——压力机效率,η1=0.6~0.8;
η2——电动机效率,η2=0.9~0.95;
n——压力机每分钟的行程次数;
1.36——由马力转换成千瓦的转换系数。
(七)拉深模设计要点
1.拉深工序设置的原则
①在大批量生产中,在凹、凸模强度允许的条件下,应采用落料、拉深复合工艺。
②除底部孔有可能与落料、拉深复合冲压外,凸缘侧壁的孔、槽均需在拉深工序完成后再冲出。
③当拉深件的尺寸精度要求高或带有小圆角半径时,需增加整形工序。修边工序一般安排在整形工序之后。
④修边、冲孔常可复合完成。
⑤窄凸缘零件应先拉成圆筒形,然后制成锥形凸缘,最后经校平获得平凸缘;宽凸缘零件应先按要求的尺寸拉出凸缘直径,并在以后的拉深工序中保持凸缘直径不变。
⑥阶梯形零件先拉深内部形状,然后再拉深外部形状;过渡部分以较大的圆角半径连接,零件的最终形状应在最后工序中压出。
⑦形状复杂的零件,一般先拉深内部形状,然后再拉外部形状。
⑧多次拉深冷变形强化严重的材料时,需进行中间退火。
2.拉深工艺计算
(1)无凸缘筒形件拉深工艺计算
计算步骤:
①选定修边余量,确定毛坯直径(查表1.2-59,表1.2-62)。
表1.2-69 采用或不采用压边圈的条件
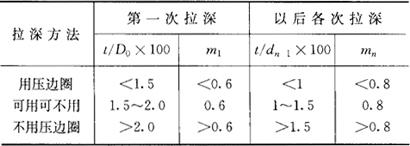
注:t料厚;D0-毛坯直径;dn拉深件直径;mn-拉深系数。
②根据表1.2-69,确定是否采用压边圈。
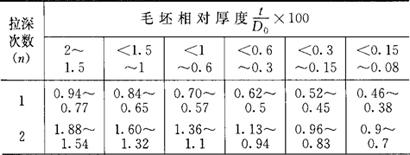
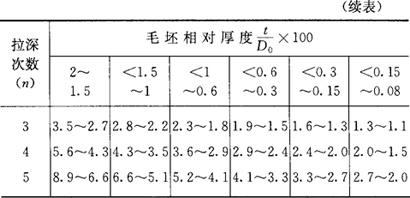
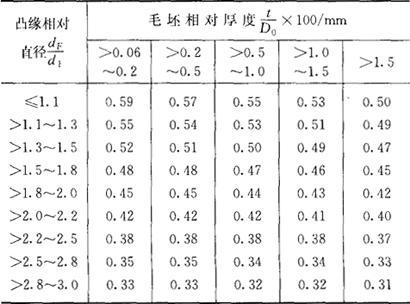
③根据零件的相对高度 和毛坯的相对厚度
和毛坯的相对厚度 ,查表1.2-70或图1.2-44确定拉深次数。
,查表1.2-70或图1.2-44确定拉深次数。
表1.2-70 无凸缘圆筒形拉深件的最大相对高度| |
|
注:1.大的 比值适用于在第一道工序内大的凹模圆角半径(由
比值适用于在第一道工序内大的凹模圆角半径(由 时的r凹=8t到
时的r凹=8t到 时的r凹=15t);小的比值适用于小的凹模圆角半径(r凹=4~8t)。
时的r凹=15t);小的比值适用于小的凹模圆角半径(r凹=4~8t)。
2.表中拉深次数适用于08号及10号钢的拉深件。
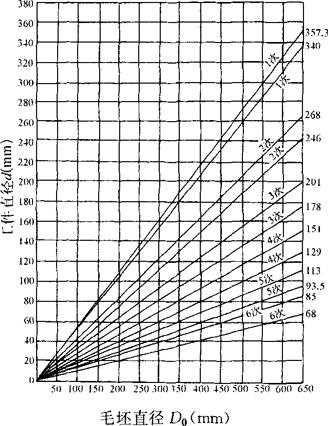
图1.2-44 确定拉深次数及半成品尺寸的线图
④由表1.2-71、表1.2-72、表1.2-73查出各次的拉深系数m1,m2,…,mn,并对各次拉深系数作适当调整,使dn=d=m1·m2·…·mnD0。
表1.2-71 无凸缘筒形件用压边圈拉深时的拉深系数
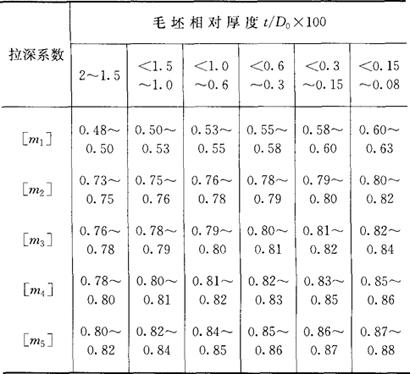
注:1.凹模圆角半径大时(r凹=8~15t),拉深系数取小值,凹模圆角半径小时(r凹=4~8t),拉深系数取大值。
2.表中拉深系数适用于08号、10S、15S钢与软黄铜H62、H68。当拉深塑性更大的金属时(05、08Z及10Z钢、铝等),应比表中数值减小1.5%~2%。而当拉深塑性较小的金属时(20、25、Q215、Q235、酸洗钢、硬铝、硬黄铜等),应比表中数值增大1.5%~2%(符号S为深拉深钢;Z为最深拉深钢)。
表1.2-72 无凸缘筒形件不用压边圈拉深时的拉深系数
注:此表适用于08号、10号及15Mn等材料。
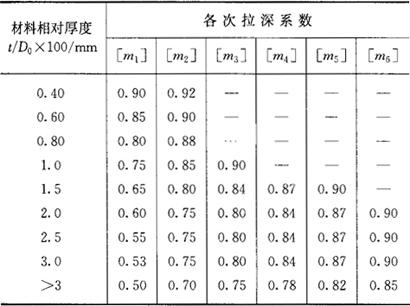
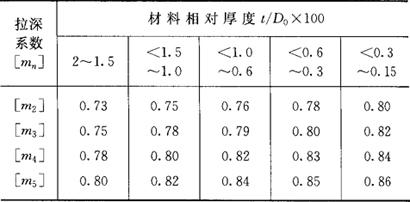
表1.2-73 其他金属材料的拉深系数
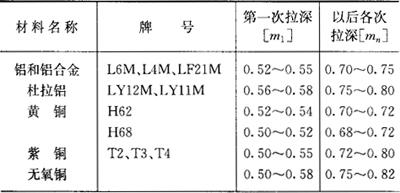
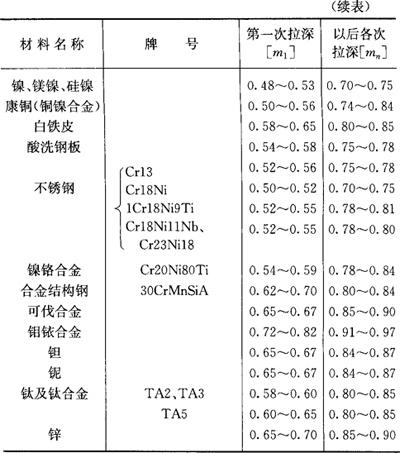
注:1.凹模圆角半径r凹<6t时拉深系数取大值;凹模圆角半径r凹≥(7~8)t时拉深系数取小值。
2.材料相对厚度 时拉深系数取小值;材料相对厚度
时拉深系数取小值;材料相对厚度 时拉深系数取大值。
时拉深系数取大值。
⑤由调整后的各次拉深系数m1,m2,…,mn,确定各次的拉深直径d1,d2,…,dn,并确定各次拉深圆角半径。
⑥根据下列公式算出各次拉深高度:
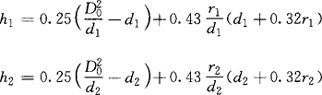

式中 h1,h2,…,hn——各次拉深高度(mm);
d1,d2,…,dn——各次拉深直径(mm);
r1,r2,…,rn——各次拉深圆角半径(mm)。
⑦画出工序图。
(2)带凸缘筒形件拉深工艺计算
计算带凸缘筒形拉深件的工序尺寸有两个原则:
①对窄凸缘( ,式中:dF为凸缘直径;d为圆筒直径)筒形拉深件,在前几次拉深中不留凸缘,先拉成圆筒形,而在以后的拉深中形成锥形的凸缘,最后将其校成平凸缘。
,式中:dF为凸缘直径;d为圆筒直径)筒形拉深件,在前几次拉深中不留凸缘,先拉成圆筒形,而在以后的拉深中形成锥形的凸缘,最后将其校成平凸缘。
②对宽凸缘( ,式中符号含义同上)筒形拉深件,则应在第一次拉深时就拉成零件所要求的凸缘直径,而在以后各次拉深中,凸缘直径保持不变。
,式中符号含义同上)筒形拉深件,则应在第一次拉深时就拉成零件所要求的凸缘直径,而在以后各次拉深中,凸缘直径保持不变。
宽凸缘拉深件,为了保证在以后的拉深中凸缘不变形,首次拉入凹模的材料(第一次拉深时,除去凸缘的筒形件材料)应比零件最后拉深部分实际所需材料(零件除去凸缘外,筒形部分的材料)多3%~10%(按面积计算,拉深次数多时取上限值,拉深次数少时取下限值),这些多余材料在以后各次拉深时,逐次将1.5%~3%的材料挤回到凸缘处,使凸缘增厚,从而避免拉裂。
带凸缘筒形件拉深工艺计算步骤:
①选定修边余量(查表1.2-60),预算毛坯直径D0(查表1.2-62)。
②算出 和
和 (d1=d为零件圆筒处的直径),从表1.2-74中查出第一次拉深允许的最大相对高度|
(d1=d为零件圆筒处的直径),从表1.2-74中查出第一次拉深允许的最大相对高度| ]值,然后与
]值,然后与
零件的相对高度 相比较,看能否一次拉成。
相比较,看能否一次拉成。
表1.2-74 带凸缘筒形件第一次拉深的最大相对高度| |
|

注:1.适用于08号、10号钢。
2.较大值相应于零件圆角半径较大情况,即r凹、r凸为(10~20)t;较小值相应于零件圆角半径较小情况,即r凹、r凸为(4~8)t。
若 ,则可以一次拉出来,这种情况的工序尺寸计算到此即结束。
,则可以一次拉出来,这种情况的工序尺寸计算到此即结束。
若 ,则一次拉不出来,需多次拉深。这时应计算各工序的尺寸。
,则一次拉不出来,需多次拉深。这时应计算各工序的尺寸。
③从表1.2-75查出第一次拉深系数mF1,从表1.2-76查出以后各工序的拉深系数m2,m3,m4……并预算各工序的拉深直径:d1=mF1D0.d2=m2d1,d3=m3d2……通过计算,直到dn≈d,即可知道所需的拉深次数。
表1.2-75 带凸缘筒形件第一次拉深时的拉深系数[mF1]
注:适用于08号、10号钢。
表1.2-76 带凸缘筒形件以后各次的拉深系数 (mm)
注:在应用中间退火的情况下,可以将以后各次的拉深系数减小5%~8%。
④确定拉深次数以后,对各工序的拉深系数进行调整,使各工序变形程度的分配更趋合理。
⑤根据调整后各工序拉深系数,再计算每道工序的拉深直径:d1=mF1D0,d2=m2d1,d3=m3d2,…,dn=d=mndn-1,并选定各工序的圆角半径。
⑥根据上述计算工序尺寸的第二个原则,重新修正毛坯直径。
⑦计算第一次拉深高度。利用公式: ,并校核第一次拉深的相对高度,若许可的最大相对高度[
,并校核第一次拉深的相对高度,若许可的最大相对高度[ ]大于计算出的
]大于计算出的 ,则安全。
,则安全。
⑧利用公式 (公式中各符号含义与前面“无凸缘筒形件拉深工艺计算”部分相同)计算以后各次的拉深高度。
(公式中各符号含义与前面“无凸缘筒形件拉深工艺计算”部分相同)计算以后各次的拉深高度。
⑨画出工序图。
以上为圆筒件拉深工艺的计算,至于其他形状零件的拉深工艺计算,可参阅有关资料。
3.压边圈的采用及其类型
(1)采用压边圈的条件
在拉深过程中,为防止工件边缘或凸缘起皱,应使毛坯(或半成品)在被拉入凹模圆角以前,保持稳定状态。其稳定程度主要取决于毛坯的相对厚度 ,或以后各次拉深半成品的相对厚度
,或以后各次拉深半成品的相对厚度 。拉深时是否采用压边圈,其条件列于表1.2-72;或根据图1.2-45来确定是否采用压边圈。如毛坯相对厚度和拉深系数值相交于区域Ⅰ内则应采用压边圈;在区域Ⅱ内可不采用压边圈。
。拉深时是否采用压边圈,其条件列于表1.2-72;或根据图1.2-45来确定是否采用压边圈。如毛坯相对厚度和拉深系数值相交于区域Ⅰ内则应采用压边圈;在区域Ⅱ内可不采用压边圈。
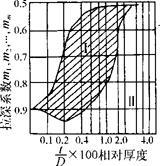
图1.2-45 根据毛坯相对厚度和拉深系数确定是否采用压边圈
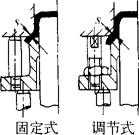
(2)压边装置的类型
①刚性压边装置。在实际操作中常利用双动冲床上的外滑块作为刚性压边装置。这种压边的特点是压边力稳定,不随冲床行程而变化。
②弹性压边装置。弹性压边装置一般用于单动冲床上,特点是压边力随冲床行程而变化。弹性压边有气动式、弹簧式及橡皮式三种(图1.2-46)。气动式的压边力不随行程变化,因此压边效果好。而弹簧式和橡皮式,其压边力随行程增大而升高。但是气动式结构复杂,必须使用压缩空气,故一般压边装置均使用弹簧式和橡皮式。
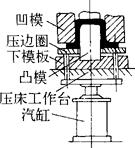
(a)气动式
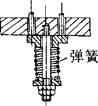
(b)弹簧式
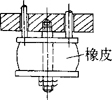
(c)橡皮式
图1.2-46 弹性压边装置
(3)压边圈的类型
①一般的拉深模均采用平面压边圈(图1.2-47)。第一次拉深相对厚度 ,且有小凸缘和很大圆角半径的工件时,应采用弧形压边圈(图1.2-48)。
,且有小凸缘和很大圆角半径的工件时,应采用弧形压边圈(图1.2-48)。
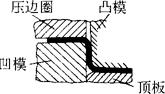
图1.2-47 平面压边圈
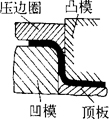
图1.2-48 弧形压边圈
②若在整个拉深行程中,压边力需保持均衡和防止压边圈将毛坯夹得过紧,特别是拉深较薄且有较宽凸缘的工件时,需采用带限位装置的压边圈。如图1.2-49所示。图(a)适用于第一次拉深工序,图(b)适用于第二次以后的拉深工序。
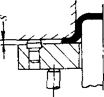
(a)第一次拉深
(b)第二次以后拉深
图1.2-49 带限位装置的压边圈
限位距离s的大小,应根据工件的形状及材料的不同,分别为:
拉深带凸缘的工件时,s=t+(0.05~0.1)(mm);
拉深铝合金工件时,s=1.1t(mm);
拉深钢制工件时,s=1.2t(mm)(t-料厚)。
③拉深带宽凸缘的工件时,压边圈与毛坯的接触面积要减小,常采用的压边方法有图1.2-50所示的两种。
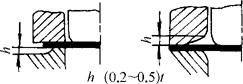
图1.2-50 局部压边的压边圈
④对凸缘特别小的工件,拉深时需加大拉应力,这时可采用带拉深筋的压边圈(图1.2-51)。
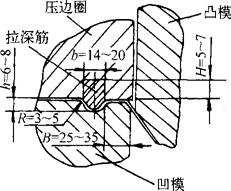
图1.2-51 带拉深筋的压边圈
4.拉深凸模的排气孔
其开设类型如图1.2-52所示,具体结构尺寸见表1.2-67。
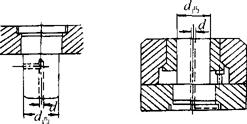
图1.2-52 拉深凸模的排气孔
- 拉索是什么意思
- 拉索是什么意思
- 拉索是什么意思
- 拉索是什么意思
- 拉索是什么意思
- 拉索是什么意思
- 拉索是什么意思
- 拉索是什么意思
- 拉索是什么意思
- 拉索是什么意思
- 拉索是什么意思
- 拉索是什么意思
- 拉线放样是什么意思
- 拉美特里是什么意思
- 拉脱维亚农产品贸易管制立法是什么意思
- 拉脱维亚农产品进口关税立法是什么意思
- 拉脱维亚农产品进口卫生立法是什么意思
- 拉脱维亚土地私有化立法是什么意思
- 拉莫三嗪是什么意思
- 拉莫三嗪是什么意思
- 拉萨尔主义是什么意思
- 拉萨尔着《学校管理》问世是什么意思
- 拉萨尔,F.是什么意思
- 拉萨市是什么意思
- 拉萨市地方性法规的批准程序是什么意思
- 拉西地平是什么意思
- 拉西地平是什么意思
- 拉贝洛尔是什么意思
- 拉贝洛尔是什么意思
- 拉辛起义是什么意思
- 拉迪奇,S.是什么意思
- 拉马丁,A.是什么意思
- 拉马迪埃,P.是什么意思
- 拉齐斯是什么意思
- 拌合及养护用水是什么意思
- 拍击法是什么意思
- 拍卖 典当 租赁是什么意思
- 拍卖出让是什么意思
- 拍卖是一种特殊形式的买卖是什么意思
- 拍子是什么意思
- 拍板是什么意思
- 拍案惊奇是什么意思
- 拍法是什么意思
- 拐带儿童罪是什么意思
- 拒斥形而上学是什么意思
- 拒绝与撤销证券商注册的情况是什么意思
- 拒绝授予工业产权的一般理由是什么意思
- 拒绝证书是什么意思
- 拒马河是什么意思
- 拓印古代石刻的暂行规定是什么意思
- 拓扑替康是什么意思
- 拔伸法是什么意思
- 拔毒膏是什么意思
- 拔毒膏是什么意思
- 拔火罐是什么意思
- 拔火罐疗法是什么意思
- 拔火罐疗法是什么意思
- 拔牙后疼痛是什么意思
- 拔缘是什么意思
- 拔罐法是什么意思