手工焊条的型号
本手册中所说的焊条“型号”是指国家标准中对焊条规定的型号,用来区别不同焊条的药皮类型、焊接电流种类、焊接位置和熔敷金属的化学成分等。
国家标准GB/T983-1995中规定了不锈钢焊条的型号分类、技术要求、试验方法及检验规则等。该标准规定,所适用的不锈钢焊条熔敷金属中铬含量应大于10.50%,铁的含量应超过其他任何元素(见表5-1,表5-2)。
表5-1 沉淀硬化不锈钢中的沉淀相
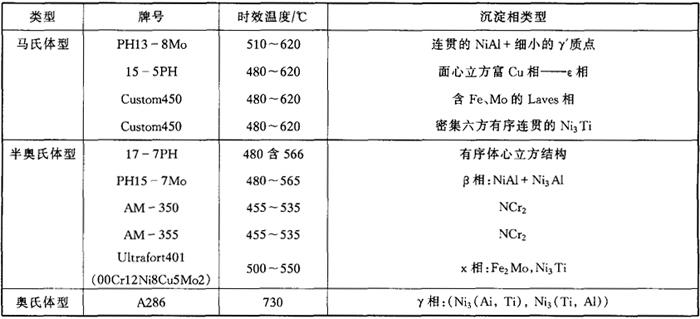
表5-2 不同标准规定的0Cr17Ni4Cu4Nb的化学成分

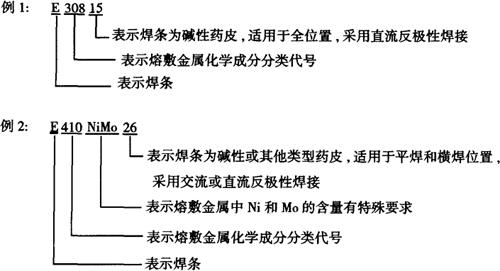
GB/T983-1995中规定的不锈钢焊条型号编制方法如下:字母“E”表示焊条;“E”后面的数字表示熔敷金属化学成分分类代号,如有特殊要求的化学成分,该化学成分用元素符号表示,并放在数字的后面;短划“-”后面的两位数字表示焊条药皮类型、焊接位置及焊接电流种类。
GB/T983-1995根据熔敷金属的化学成分、药皮类型、焊接位置及焊接电流种类划分的不锈钢焊条型号见表5-3、表5-4。
表5-3 各型号不锈钢焊条焊缝金属化学成分(%)
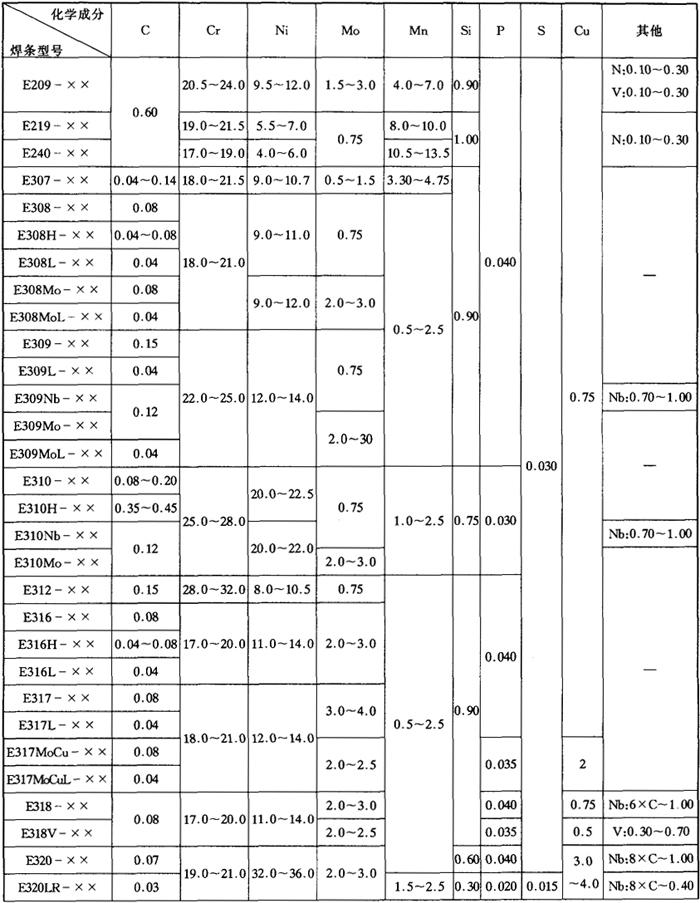
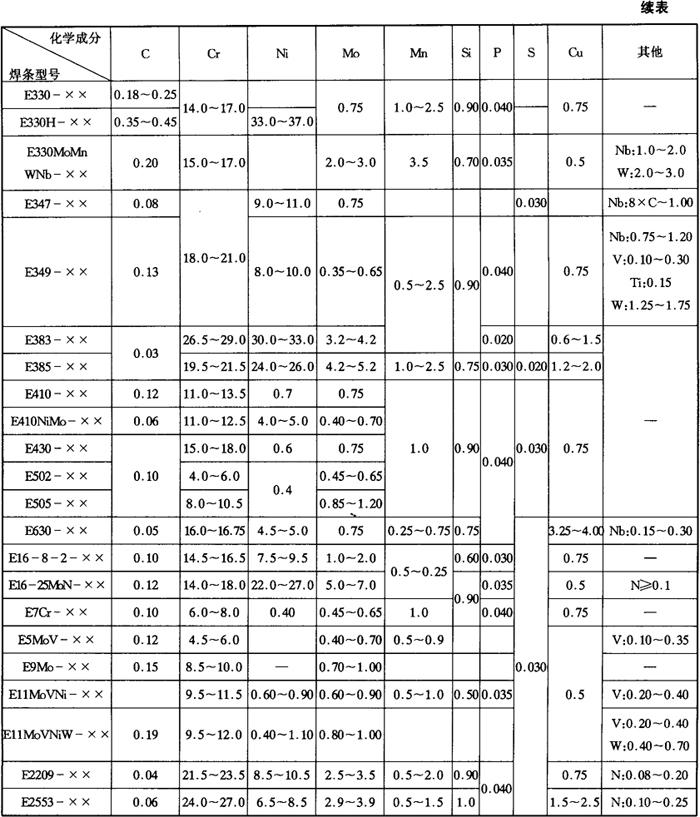
注:①表中单值均为最大值。
②当对表中给出的元素进行化学分析还存在其他元素时,这些元素的总量不得超过0.5%(铁除外)。
③焊条型号中的字母L表示碳含量较低,H表示碳含量较高,R表示碳、磷、硅含量较低。
④E502、E505、E7Cr、E5Mo、E9Mo型焊条将放入下次修订的GB5118《低合金钢焊条》标准中,而从本标准中删除。
⑤后缀-××表示-15、-16、-17、-25或-26。
表5-4 各型号不锈钢焊条药皮类型、焊接位置及焊接电流
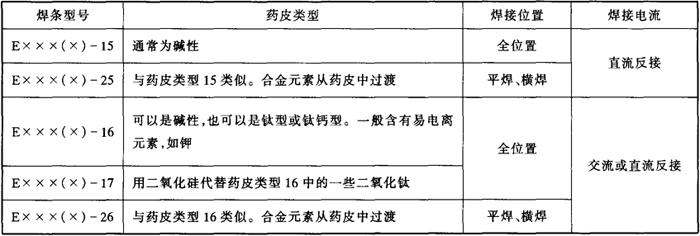
注:直径≥5.0mm的焊条不推荐全位置焊接。
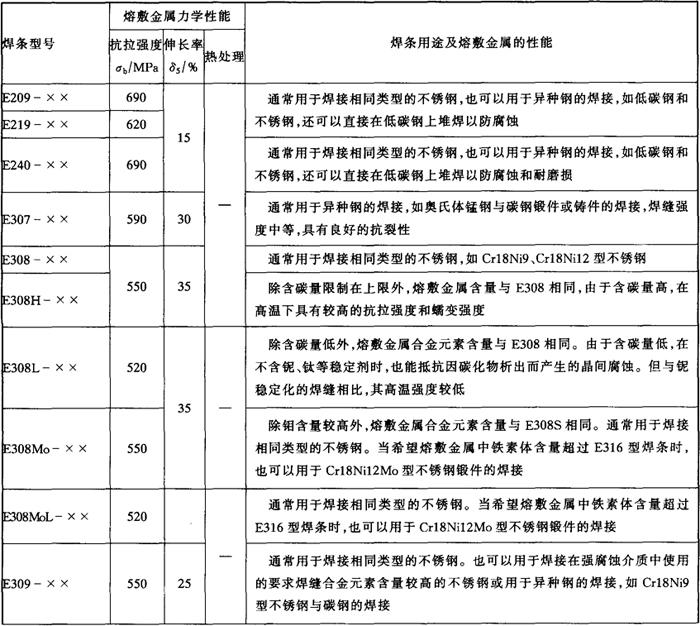
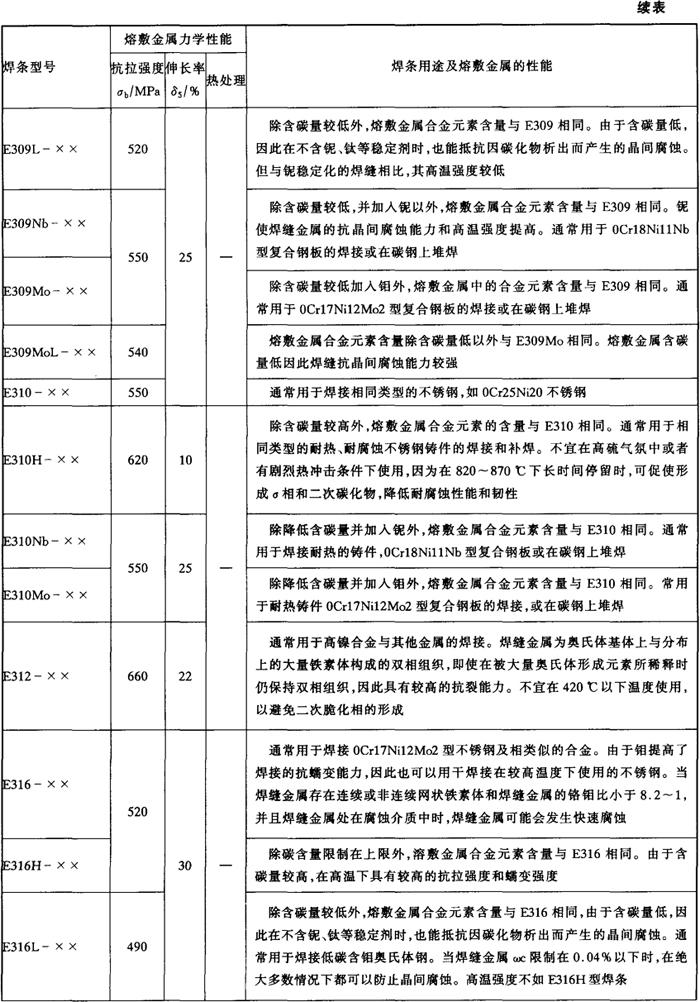
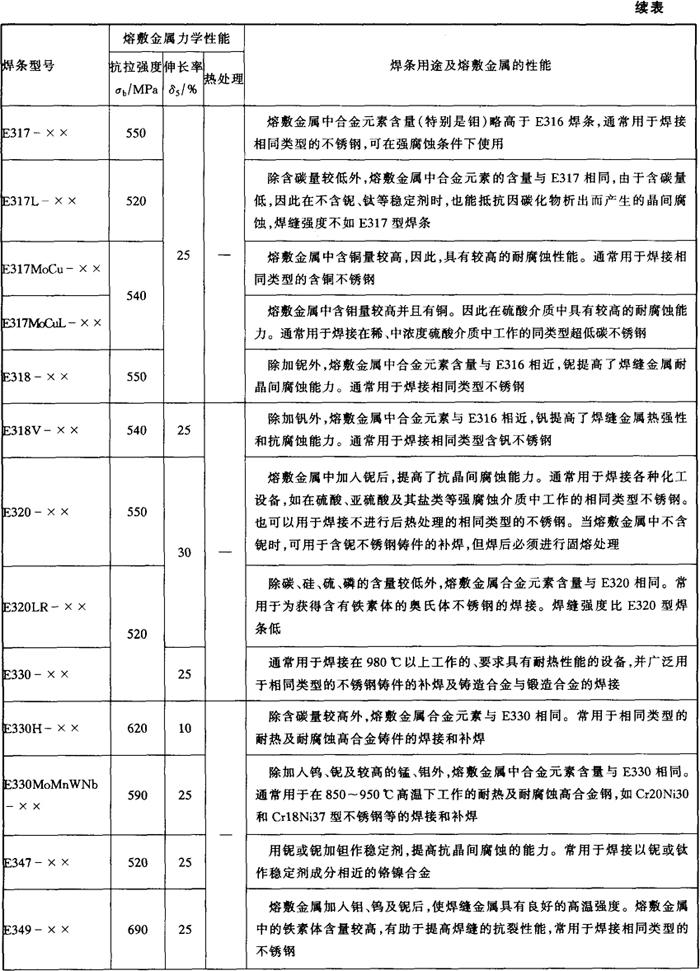
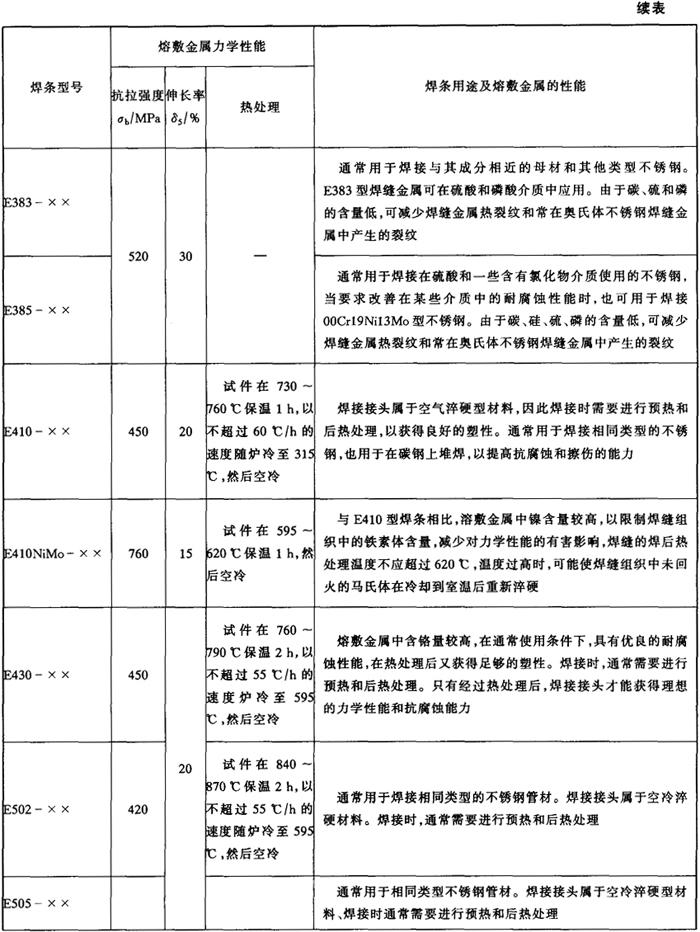
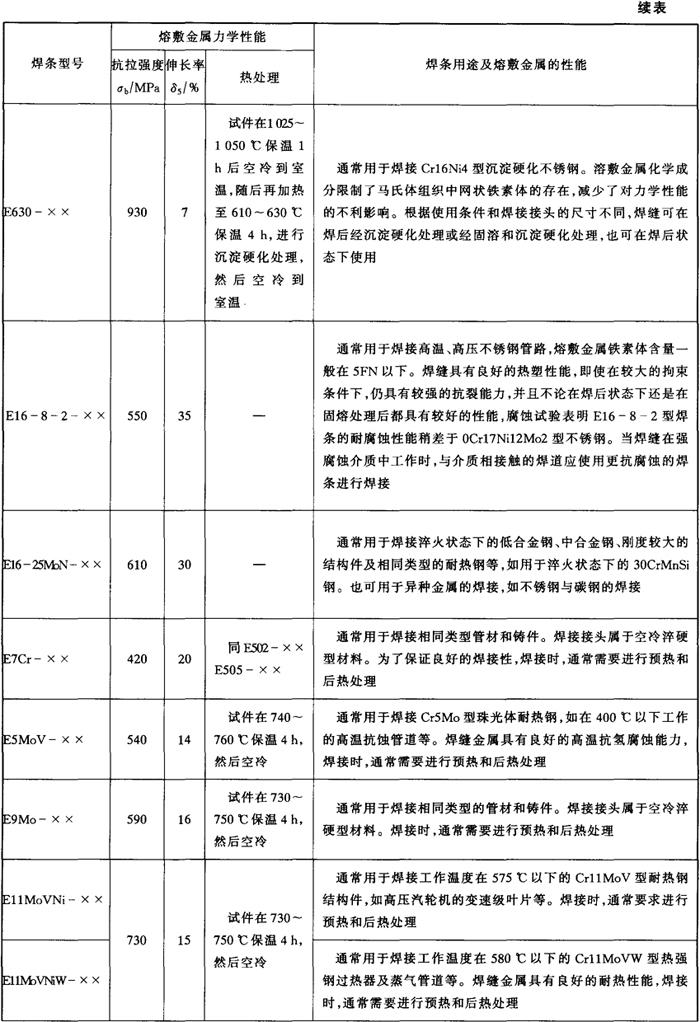
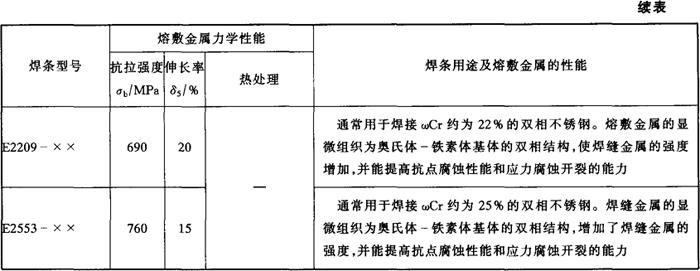
各型号不锈钢焊条的力学性能和主要用途见表5-5。
表5-5 各型号不锈钢焊条的熔敷金属力学性能和主要用途
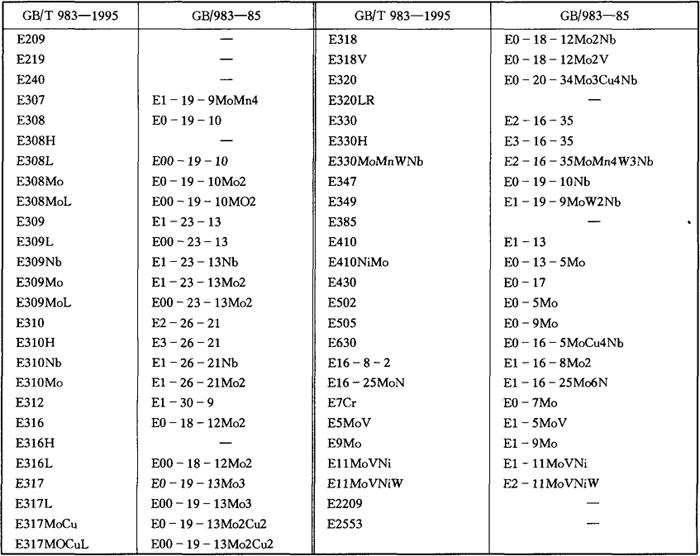
国家标准GB/T983-1995中与旧国家标准GB/T983-85中的型号表示方法不同,其对照表见表5-6。
表5-6 新旧国家标准中不锈钢焊条型号对照表
国内外不锈钢焊条牌号、型号对照表见附表1。
- 公司负责人责任保险是什么意思
- 公司财务、会计是什么意思
- 公司财务、会计是什么意思
- 公司资产利润率是什么意思
- 公司资产负债比率是什么意思
- 公司资本是什么意思
- 公司违章处理是什么意思
- 公司重整是什么意思
- 公司重整制度是什么意思
- 公司重组是什么意思
- 公司重组人是什么意思
- 公司重组完成是什么意思
- 公司重组申请书是什么意思
- 公司重组监督人是什么意思
- 公司重组裁定是什么意思
- 公司重组计划是什么意思
- 公司销售利润率是什么意思
- 公司间抵销帐项是什么意思
- 公司间收付款轧抵是什么意思
- 公听并观是什么意思
- 公听并观是什么意思
- 公听并观是什么意思
- 公告是什么意思
- 公告是什么意思
- 公告是什么意思
- 公告是什么意思
- 公告是什么意思
- 公告是什么意思
- 公告是什么意思
- 公告是什么意思
- 公告是什么意思
- 公告以及反贴补税裁定说明是什么意思
- 公告效应是什么意思
- 公告板系统是什么意思
- 公告送达是什么意思
- 公告送达是什么意思
- 公和祥码头公司是什么意思
- 公商思想是什么意思
- 公喜?母喜?是什么意思
- 公因式是什么意思
- 公团是什么意思
- 公团是什么意思
- 公园是什么意思
- 公园信托贸易商店是什么意思
- 公园深处是什么意思
- 公园的早晨是什么意思
- 公园票价是什么意思
- 公在壑谷是什么意思
- 公地地租是什么意思
- 公堂是什么意思
- 公堂打板子,四门听得见是什么意思
- 公子是什么意思
- 公子是什么意思
- 公子书是什么意思
- 公子王孙是什么意思
- 公子王孙是什么意思
- 公子王孙是什么意思
- 公子纠是什么意思
- 公子荆是什么意思
- 公孙是什么意思