弯曲模设计
(一)弯曲件的工艺性
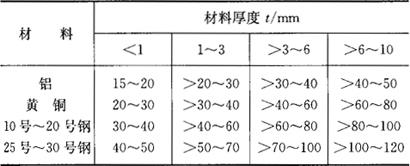
1.最小弯曲半径
弯曲件的圆角半径不宜过大和过小。过大时因受回弹的影响,弯曲件的精度不易保证;过小时弯曲半径处容易产生裂纹。各种材料的最小弯曲半径见表1.2-45,弯曲件的内弯曲半径必须大于表中所列的数值。
表1.2-45 最小弯曲半径 (mm)
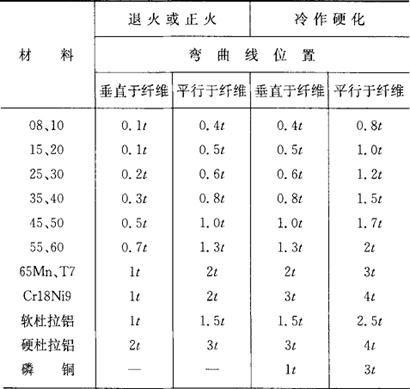
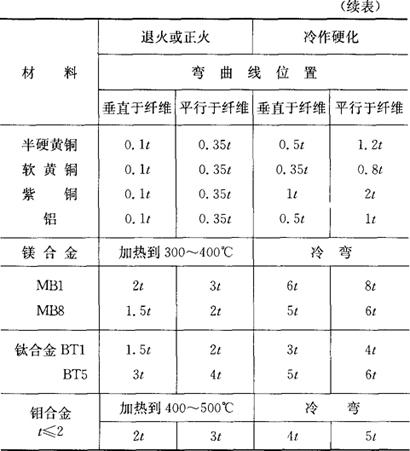
注:表列数据用于弯曲中心角≥90°,断面质量良好的情况。
2.最小弯曲直边高度
当弯曲直角时,为了保证弯曲质量,弯曲件的直边高度h必须大于或等于最小弯边高度hmin(图1.2-26),即
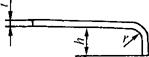
图1.2-26 最小弯曲直边高度
h≥hmin=r+2t
3.弯曲件的孔边距
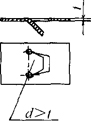
当弯曲有孔的毛坯时,如果孔位于弯曲区附近,则弯曲时孔的形状会发生变形。为了避免这种缺陷的出现,必须使孔处于变形区之外(图1.2-27),从孔边到弯曲边的距离l应符合下式:
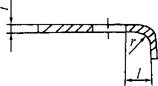
图1.2-27 弯曲件的孔边距
当t<2mm时 l≥r+t
当t≥2mm时 l≥r+2t
4.弯曲件的宽度(工艺切口)
窄板弯曲时,变形区的截面形状发生畸变,内表面的宽度b1>b,外表面的宽度b2<b。当b<3t时,尤为明显,如图1.2-28所示。如果弯曲件的宽度b精度要求较高,不允许有图1.2-28所示b1>b的鼓起现象时,应在弯曲线上预先做出工艺切口,如图1.2-29所示。
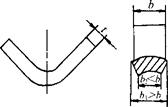
图1.2-28 弯曲时变形区的宽度变化
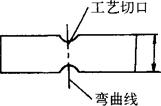
图1.2-29 弯曲毛坯的工艺切口
5.连接带和定位工艺孔
在弯曲区附近有缺口的弯曲件,若在毛坯上将缺口先冲出,弯曲时会出现“叉口”现象,不能保证工件质量要求。因此,缺口处应留有连接带,待弯成后,再将缺口处多余部分切除(图1.2-30a)。
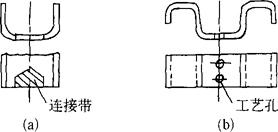
图1.2-30 连接带与定位工艺孔
对于弯曲形状较复杂或需要多次弯曲的工件,为了使毛坯在模具内准确定位,以防止弯曲时毛坯偏移而产生废品,应预先添加定位工艺孔(图1.2-30b)。
6.局部弯曲边缘
在局部弯曲某一段边缘时,为了防止在交接处由于应力集中而产生撕裂,必须预先冲卸荷孔(图1.2-31a)或切槽(图1.2-31b),或将弯曲线位移一定距离(图1.2-31c)。
(a)冲卸荷孔
(b)切槽

(c)将弯曲线位移一定距离
图1.2-31 防止弯曲边交接处应力集中的措施
(二)弯曲件的精度
弯曲件的精度与板料的力学性能、板料的厚度、模具结构和模具精度、工序的数量和工序的顺序、工件本身的形状尺寸等因素有关。弯曲件长度的自由公差和角度的自由公差分别见表1.2-46和表1.2-47。
表1.2-46 弯曲件长度的自由公差 (mm)
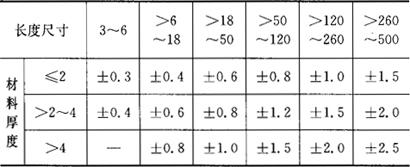
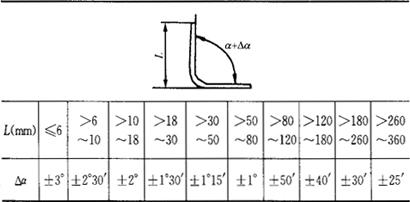
表1.2-47 弯曲件角度的自由公差
(三)弯曲件毛坯展开长度的计算
弯曲件的毛坯长度,是根据应变中性层在弯曲前后长度不变的原则来计算的。
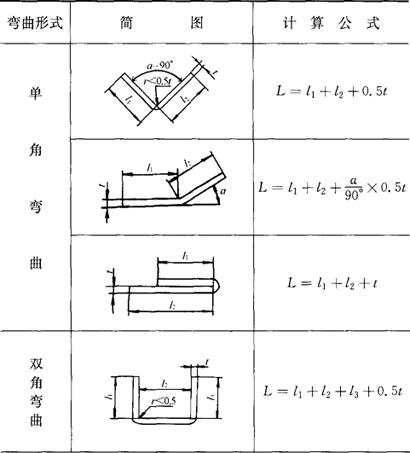
(1)弯曲半径r<0.5t时,毛坯展开长度的计算(表1.2-48)。
表1.2-48 在r<0.5t的弯曲中,求毛坯展开长度的公式
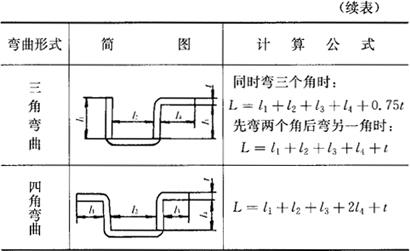
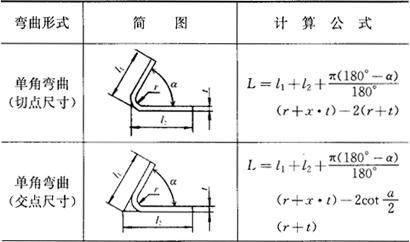
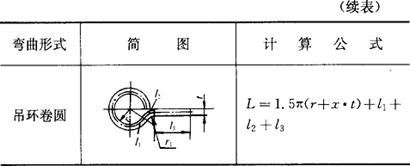
(2)弯曲半径r>0.5t时,毛坯展开长度的计算(表1.2-49)。
表1.2-49 在r>0.5t的弯曲中,求毛坯展开长度的公式
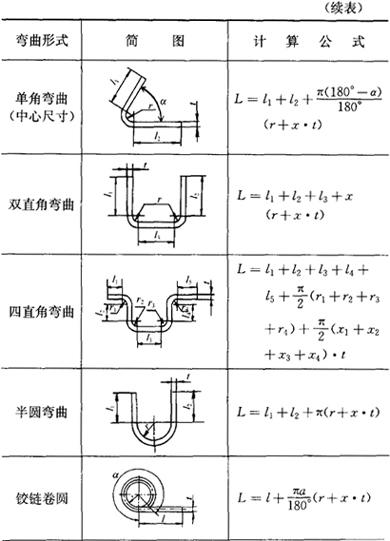
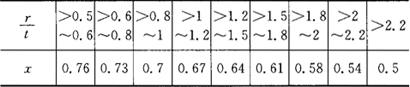
注:表中x为中性层位移系数,见表1.2-50和表1.2-51。
表1.2-50 中性层的位移系数x值
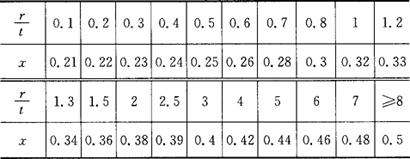
表1.2-51 卷圆时中性层位移系数x值
对于形状复杂、弯角多和精度要求高的弯曲件,通常采用试验方法确定毛坯的展开长度。具体步骤如下:
①先按上述公式求出毛坯展开长度,并做出毛坯(材料牌号和厚度均按图纸要求);
②将上述毛坯放到弯曲模具上进行试冲;
③对压出的制件进行测量,看其尺寸是否符合图纸要求。如有出入,需根据制件测量结果来修正毛坯尺寸,再做出新的毛坯,重复第②、③步骤,直至压出合格的制件。压出合格制件的毛坯尺寸,就是正确的毛坯展开尺寸。
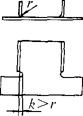
(四)弯曲模的凸、凹模间隙
弯曲模凸、凹模间隙可按下式计算:
c=t+△+kt
式中 c——弯曲凸、凹模单边间隙;
t——材料厚度;
△——材料厚度正偏差;
k——根据弯曲件高度h和弯曲件宽度b而决定的系数,见表1.2-52。
表1.2-52 系数k的数值
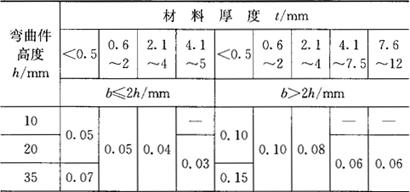
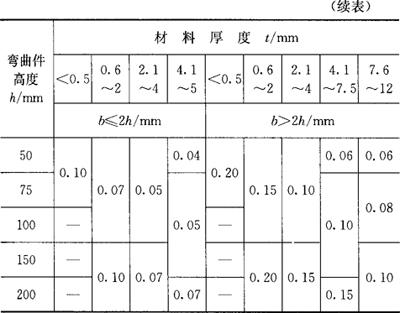
注:表中h、b、t单位为mm。
(五)弯曲件变形程度的计算
弯曲件的变形程度用弯曲半径r(或相对弯曲半径 )来表示。
)来表示。
其中最小弯曲半径:
式中 ψmax——断面收缩率的最大值;
t——材料厚度(mm)。
(六)弯曲模凸、凹模工作尺寸的计算
(1)凸、凹模宽度尺寸计算见表1.2-53
表1.2-53 弯曲凸、凹模工作尺寸计算
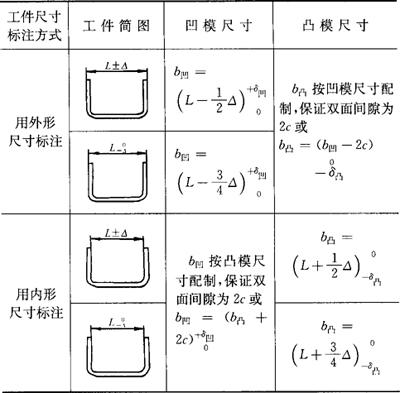
表中 b凸、b凹——弯曲凸、凹模宽度尺寸,[b凸、b凹]为mm;
c——弯曲凸、凹模单边间隙,[c]为mm;
L——弯曲件外形或内形的基本尺寸,[L]为mm;
△——弯曲件的尺寸偏差,[△]为mm;
δ凸、δ凹——弯曲凸、凹模制造公差,采用IT7~IT9级。
(2)凸、凹模的圆角半径与弯曲凹模深度的确定
①凸模圆角半径。若弯曲件的内侧弯曲半径为r,则应取r凸=r,但不能少于材料允许的最小弯曲半径rmin。如因工件结构上的需要,出现r<rmin时,则应取r凸>rmin,然后增加一次整形工序,使整形模的r凸=r。
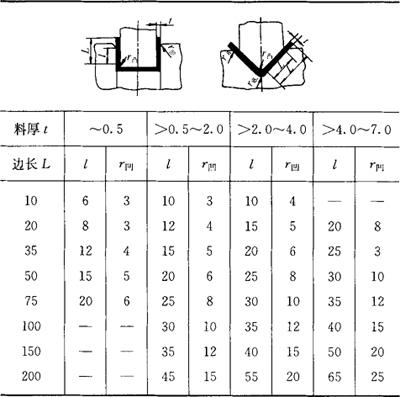
②凹模圆角半径与凹模深度(表1.2-54)。
表1.2-54 凹模圆角半径与凹模深度 (mm)
V形凹模底部可开退刀槽或取圆角半径r底为:
r底=(0.6~0.8)(r凸+t)
(七)弯曲时的压力
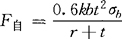
(1)自由弯曲力
对V形件:
对U形件:
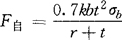
式中 F自——在冲压行程结束时的自由弯曲力(N);
b——弯曲件的宽度(mm);
t——弯曲件的厚度(mm);
r——弯曲件的内弯曲半径(mm);
σb——材料的强度极限(MPa);
k——安全系数,一般取k=1.3。
(2)校正弯曲力
F校=A·p
式中 F校——校正弯曲力(N);
A——校正部分投影面积(mm2);
p——单位校正力(MPa),其值见表1.2-55。
表1.2-55 单位校正力p值 (MPa)
(3)顶件力或压料力
F=0.8F自(N)
(八)弯曲模设计要点
1.弯曲件的工序设置原则
弯曲件的工序设置应根据工件形状的复杂程度、精度要求的高低、生产批量的大小及材料的力学性能等因素进行综合考虑。工序设置的一般原则如下:
①对于形状简单的弯曲件,如V形、U形、Z形件,尽可能一次弯曲成型。
②对于形状较复杂的弯曲件,一般需要两次或多次弯曲成型。多次弯曲时,应先弯外角后弯内角,并使后一次弯曲不影响前一次弯曲部分,以及前一次弯曲必须使后一次弯曲有适当的定位基准。
③弯曲角和弯曲次数多的制件、有孔或有切口的制件等,由于弯曲时容易发生变形或出现尺寸误差,为此,应在弯曲之后再切口或冲孔。
④对于批量大、尺寸小的弯曲件,为提高生产率,可采用多工序冲裁、压弯和切断等连续工艺成型。
⑤非对称的制件,若单件弯曲时毛坯容易发生偏移,应采用成对弯曲成型,弯曲后再切断。
2.弯曲件毛坯的压紧和定位
①为防止毛坯在压弯过程中滑动和偏移,在弯曲时毛坯一般要压紧。对外形尺寸较大的制件,毛坯的压紧装置尽可能利用压力机上的气垫;其余制件,可在模具设计时采用弹性压料装置进行毛坯的压紧(图1.2-32c)。
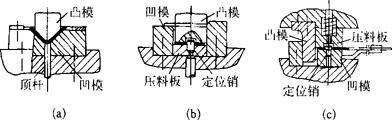
图1.2-32 带有压料装置及定位销的弯曲模
②弯曲时毛坯在模具上应有准确的定位。常用的定位方式有两种:一是利用毛坯的外形进行定位(图1.2-32a);二是利用定位销进行定位,这要求毛坯上有相应的定位工艺孔。如果制件上的孔不能利用,则应在毛坯上设计出定位工艺孔(图1.2-32b、c)。
3.弯曲回弹值的计算及减小回弹的措施
(1)回弹值的计算
弯曲回弹前后弯曲角和弯曲半径的变化如图1.2-33所示。
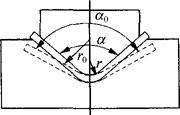
图1.2-33 回弹引起的弯曲角和弯曲半径变化
回弹值包括弯曲半径回弹值△r和弯曲角回弹值△α
△r=r0-r
△α=α0-α
式中 r0、α0——回弹后的弯曲半径(mm)、弯曲角(°);
r、α——凸模半径(mm)、凸模的弯曲角(°)。
①相对弯曲半径r/t较小(r/t<10)的工件。由于 较小,弯曲后工件的弯曲半径变化不大,弯曲角发生了回弹。弯曲角回弹值β(单面)和
较小,弯曲后工件的弯曲半径变化不大,弯曲角发生了回弹。弯曲角回弹值β(单面)和 的关系见图1.2-34~图1.2-37。
的关系见图1.2-34~图1.2-37。
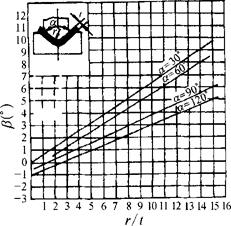
图1.2-34 08号~10号钢在弯曲时的回弹角β
α=30°时,β=0.75r/t-0.39 α=60°时,β=0.58r/t-0.80
α=90°时,β=0.43r/t-0.61 α=120°时,β=0.36r/t-1.26
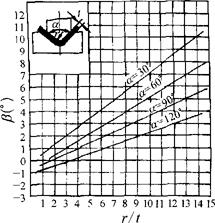
图1.2-35 15号~20号钢在弯曲时的回弹角β
α=30°时,β=0.69r/t-0.23 α=60°时,β=0.64r/t-0.65
α=90°时,β=0.434r/t-0.36 α=120°时,β=0.37r/t-0.58
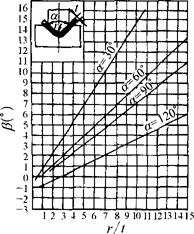
图1.2-36 25号~30号钢在弯曲时的回弹角β
α=30°时,β=1.59r/t-1.03 α=60°时,β=0.95r/t-0.94
α=90°时,β=0.78r/t-0.79 α=120°时,β=0.46r/t-1.36
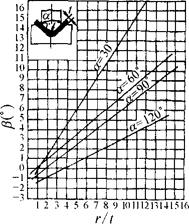
图1.2-37 35号钢在弯曲时的回弹角β
α=30°时,β=1.51r/t-1.48 α=60°时,β=0.84r/t-0.76
α=90°时,β=0.79r/t-1.62 α=120°时,β=0.51r/t-1.71
②相对弯曲半径 较大(
较大( )的工件。由于
)的工件。由于 较大,弯曲后的工件不仅弯曲角发生了变化,而且弯曲半径也有较大的变化(如图1.2-33)。
较大,弯曲后的工件不仅弯曲角发生了变化,而且弯曲半径也有较大的变化(如图1.2-33)。
其相互关系如下:
凸模弯曲角
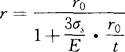
弯曲角回弹值(双面)

式中 r——凸模弯曲半径(mm);
r0——回弹后工件的弯曲半径(mm);
α0——回弹后工件的弯曲角(°);
σs——工件材料的屈服强度(MPa);
E——工件材料的弹性模数(MPa);
t——工件材料厚度(mm)。
(2)减小弯曲回弹的措施
①改进弯曲件的局部结构和选用合适的材料。例如,在弯曲区压制加强筋(如图1.2-38),用以提高零件的刚度和减小回弹。另外,在满足使用的条件下,尽可能选用弹性模数E大、屈服极限σs小的材料,以减小弯曲时的回弹。
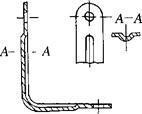
图1.2-38 压制加强筋
②从模具设计上考虑。对一般材料,可采用补偿法,在凸模和凹模上做出回弹角的斜度,使工件回弹后恰好等于所要求的角度(图1.2-39a、b、c)。
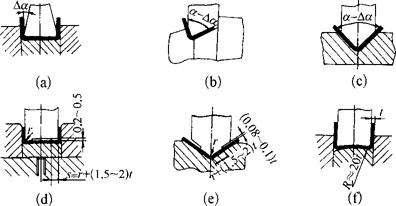
图1.2-39 克服回弹的措施
厚度在0.8mm以上的材料,可在凸模上做出“突起”部分。压弯时“突起”部分对工件弯曲角处进行校正,以此来克服回弹(图1.2-39d、e)。
回弹较大的材料,可将凸模和凹模顶块做成圆弧曲面,当压弯的工件从模具中取出后,曲面部分伸直补偿了回弹(图1.2-39f)。
③采用拉弯工艺
弯曲半径很大,回弹不易消除的弯曲件,可采用拉弯工艺,使板料在拉力下弯曲。这样坯料中性层内外纤维均处于拉应力状态,卸载后,内、外层纤维的回弹互相抵消,因此可以减小回弹。
④利用聚氨酯橡胶软凹模代替金
属刚性凹模进行弯曲(图1.2-40)。
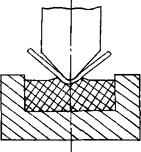
图1.2-40 利用弹性凹模进行弯曲
⑤采用其他工艺。
(a)在允许的情况下,采用加热弯曲。
(b)对U形弯曲件,可采用较小间隙甚至负间隙(c<t)弯曲。
(c)用校正弯曲代替自由弯曲。
- 否定票是什么意思
- 否定程序适用法院地法原则的学说是什么意思
- 否定结构是什么意思
- 否定词是什么意思
- 否定语是什么意思
- 否定限制词是什么意思
- 否定(一种)理论是什么意思
- 否局是什么意思
- 否年冬是什么意思
- 否底柢是什么意思
- 否庵是什么意思
- 否彩头是什么意思
- 否往泰来是什么意思
- 否德是什么意思
- 否心是什么意思
- 否心毒行是什么意思
- 否心行是什么意思
- 否性地是什么意思
- 否惮是什么意思
- 否意是什么意思
- 否意思是什么意思
- 否手爪是什么意思
- 否投是什么意思
- 否收是什么意思
- 否料是什么意思
- 否易振,泰难持是什么意思
- 否是是什么意思
- 否景气是什么意思
- 否月是什么意思
- 否服是什么意思
- 否服气是什么意思
- 否材是什么意思
- 否极则承之以泰, 晦极则清辉晨耀。是什么意思
- 否极泰回是什么意思
- 否极泰来是什么意思
- 否极泰来(否泰)是什么意思
- 否极泰来,乐极生悲是什么意思
- 否极泰来,泰极否生是什么意思
- 否极泰至是什么意思
- 否极泰至,祸绝福连是什么意思
- 否极泰至;祸绝福连是什么意思
- 否极生泰是什么意思
- 否极而亨,剥馀而复,长至迎初度。是什么意思
- 否极而泰是什么意思
- 否极阳回是什么意思
- 否格是什么意思
- 否桑是什么意思
- 否梦是什么意思
- 否死是什么意思
- 否气是什么意思
- 否泰是什么意思
- 否泰交加无定主,懒学风云戢翎羽。是什么意思
- 否泰吉凶是什么意思
- 否泰 运动着的两个抽象概念是什么意思
- 否流摆是什么意思
- 否涩是什么意思
- 否满是什么意思
- 否物是什么意思
- 否狗是什么意思
- 否狗气是什么意思