工艺过程的制定
自由锻造的基本工序有镦粗、拔长、冲孔、弯曲、扭转、切割和锻焊.编制工艺过程时应注意下述两条原则:
(1)根据车间现有生产条件,所编制的工艺技术先进,能满足产品的全部技术要求.
(2)在保证优质的基础上,提高生产率,节约金属材料消耗,尽量作到经济合理.
制定自由锻造工艺过程的主要内容是:
(1)根据零件图作出锻件图;
(2)确定毛坯的质量和尺寸;
(3)决定变形工艺和工具;
(4)选择设备;
(5)确定火次、锻造温度范围、加热和冷却规范;
(6)确定热处理规范;
(7)对锻件提出技术要求和检验要求;
(8)编制工时定额.
本节重点介绍前几项,余项请参看相关章节.
7.1.1.1 锻件图的绘制
锻件图是根据零件图绘制的,在零件图的基础上加上机械加工余量和锻造工差.当锻件带有凹档、台阶、凸肩、法兰和孔时,还需附加上“余块”.
锻件图的绘制规则如下:
锻件图上的锻件形状用粗实线描绘.为了便于了解零件的形状和检查锻造后的实际余量,在锻件图上应该用假想线(双点画线或细实线)画出零件的简单形状.
锻件的公称尺寸和公差注在尺寸线上面,而机械加工后的零件公称尺寸注在尺寸线下面的括号内,加放余块的部分在尺寸线之间的括号内注上零件尺寸.
在锻件图上注明锻件的总长和各部分的长度(凹档和最后锻造的那一部分不必注长度).注明各部分长度应选择一个基面(直径最大的台阶或法兰),从这里开始向两方面标注.带凹档的锻件可以选择几个基面,但基面的数目应该力求最少.
在锻件图上还需注明一些特殊余块,如热处理夹头、机械试验用试棒、机械加工用的夹头等的位置.在图上无法表示的某些条件应在锻件图上用技术条件的方式来表明
锤上钢质自由锻件的机械加工余量与公差见表7-1~表7-5.这适用于碳的质量分数不超过0.9%或其他合金成分总的质量分数不超过4%的碳素钢和合金钢以钢坯锻造的自由锻件.凡超越该规定范围的自由锻件,其余量与公差由供需双方另行协商确定.凡用钢锭锻造时,余量与公差的数值应增加15%.
自由锻件的精度分为两级,F级用于一般精度;E级用于较高要求,往往需要特殊模具和附加加工费用,因此只用于大批量生产.
7.1.1.2 确定毛坯的质量和尺寸
1.毛坯质量的计算
锻制锻件所需用的毛坯质量为锻件质量与锻造时金属损耗的质量之和.计算毛坯质量的公式如下:
表7-1 台阶轴类锻件机械加工余量与公差(JB4249.2—86) mm
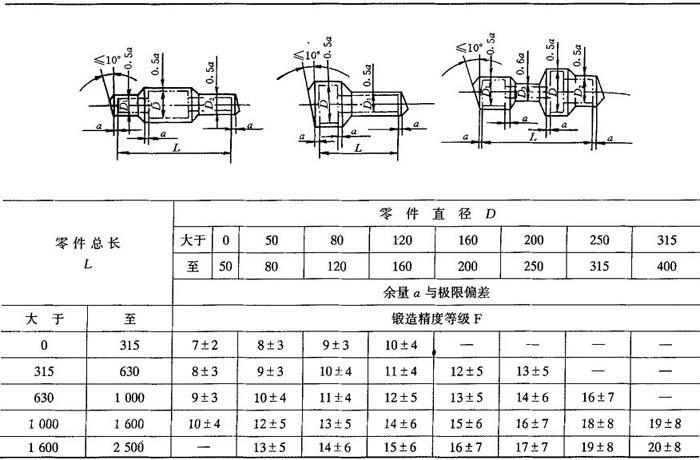
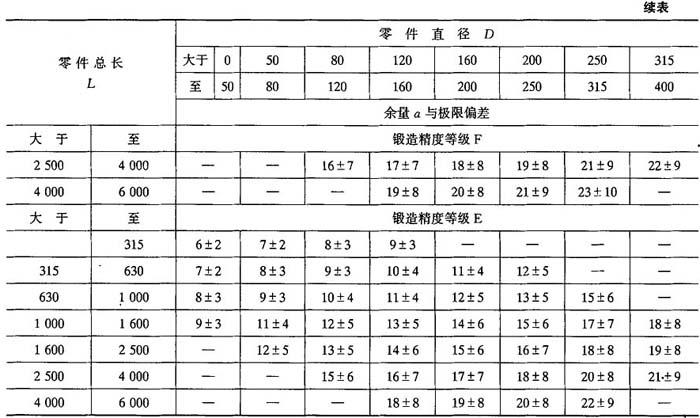
注:1.各台阶直径上的余量按零件之总长度和最大直径来确定.
2.当某部分长度与其直径之比为15~25时,该直径之余量增加20%;大于25时,余量增加30%.
3.当相邻直径之比大于2.5时,可按省料原则将其中一部分的余量增大20%
表7-2 圆盘类锻件机械加工余量与公差(JB4249.3—88) mm
注:尽量不使用阶梯线以下的尺寸.
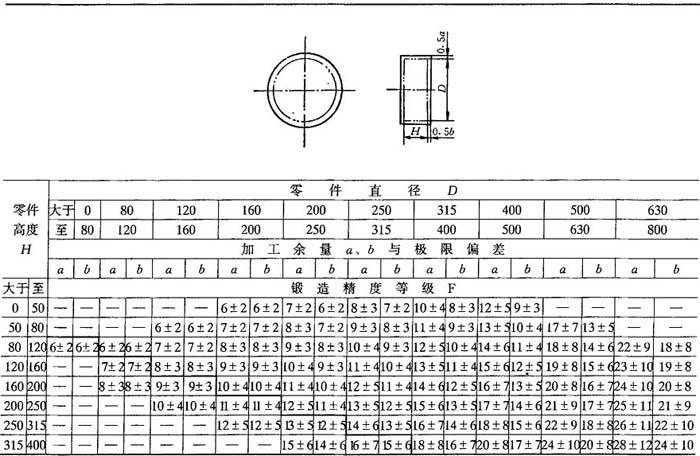
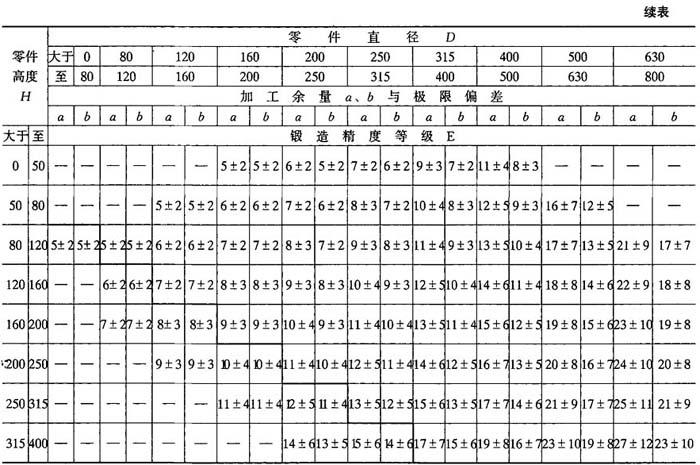
表7-3 带孔圆盘类自由锻件机械加工余量与公差(JB4249.4—86) mm
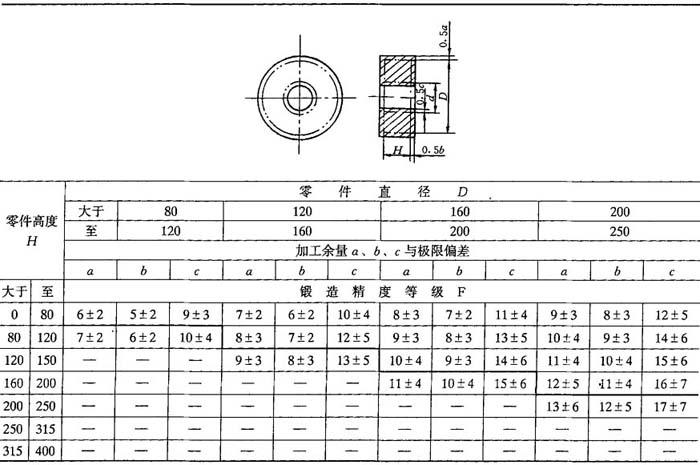
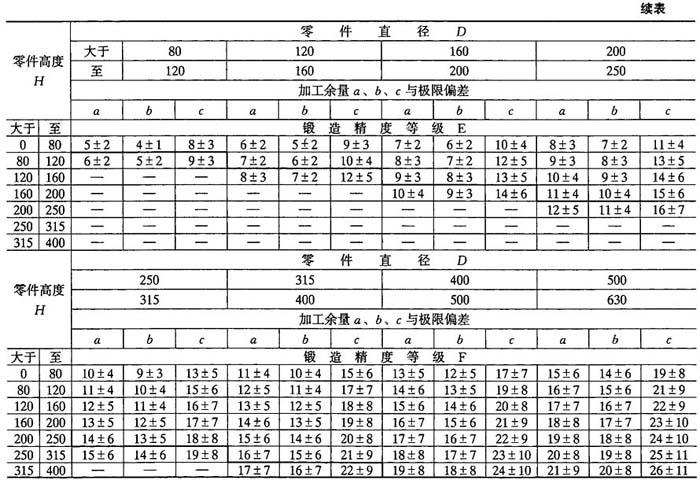
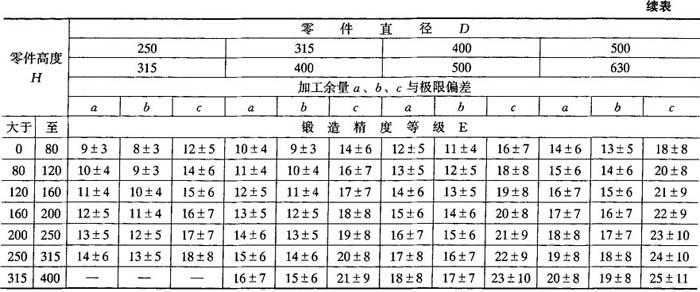
注:1.本标准适用于零件尺寸符合0.1D≤H≤D、d≤0.3D的带孔圆盘自由锻件.
2.尽量不使用阶梯线以下的尺寸.
3.带孔圆盘自由锻件的最小冲孔直径应符合表7-4的规定.
4.锻件高度与孔径之比大于三倍时,孔允许不冲出.
表7-4 带孔圆盘自由锻件的最小冲孔直径

G毛坯=G锻件+G切头+G烧损
式中 G毛坯——所需的原毛坯质量;
G锻件——锻件的质量;
G切头——锻造过程中切掉的料头等的质量;
G烧损——烧损的质量.
当用钢锭作原毛坯时,上式中还应加上冒口质量和底部质量.
2.毛坯尺寸的计算
毛坯尺寸的确定与所采用的第一个基本工序(镦粗或拔长)有关,所采用的工序不同,确定的方法也不一样.
当采用镦粗法制锻件时,按下述方法计算毛坯尺寸:
(1)初定尺寸.对于圆毛坯 D=(0.8~1) 对于方毛坯A=(0.75~0.9)
对于方毛坯A=(0.75~0.9)
(2)依国家标准选用标准直径或边长.
(3)按下式计算毛坯高度:

(4)检验.H<0.75H行程为合格.
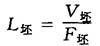
当采用拔长法制锻件时,按下述方法计算毛坯尺寸:
(1)选F坯≥YF锻(Y为锻造比,F锻为锻件最大截面积).
(2)确定标准直径或边长.
(3)按下式计算毛坯长度:
7.1.1.3 决定变形工艺和工具
决定变形工艺和工具包括:确定锻制该锻件所必需的基本工序、辅助工序或修正工序,决定工序顺序、设计工序尺寸并选择或设计所需的基本工具和辅具.
决定变形工艺是编制工艺中最重要的部分,但因影响因素很多,也是难度较大的部分.各类锻件变形工序的选择可根据变形工序的变形特点,锻件的形状、尺寸,技术要求和参考有关典型工艺具体确定.
表7-5 套筒类自由锻件机械加工余量与公差(JB4249.5—86) mm
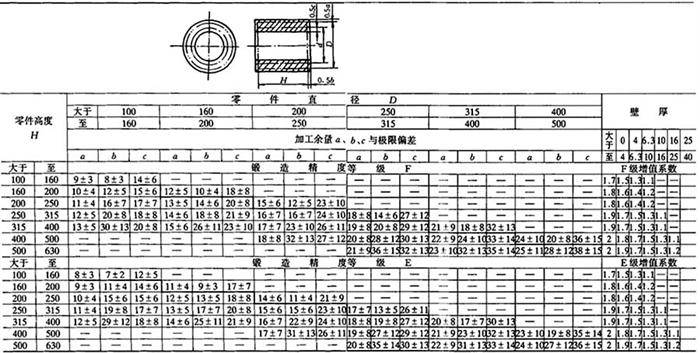
注:1.尽量不使用阶梯线以上尺寸.
2.套筒类自由锻件的机械加工余量与公差,除根据套筒的直径和高度的变化而变化外,尚根据套筒的厚薄 的不同而变动,其增值系数应符合表的规定.此时孔径和高度的加工余量与公差根据表中查得数值乘以系数求得.薄壁筒加工余量的计算值应化整成以毫米为单位的整数值.
的不同而变动,其增值系数应符合表的规定.此时孔径和高度的加工余量与公差根据表中查得数值乘以系数求得.薄壁筒加工余量的计算值应化整成以毫米为单位的整数值.
例:求薄壁的锻件尺寸.
设零件尺寸为:D=280mm,d=260mm,H=350mm,如要求锻造精度等级为F
查得:a的加工余量与极限偏差为(19±8)mm,b的加工余量与极限偏差为(20±8)mm,c的加工余量与极限偏差为(29±12)mm,壁厚= =10mm时的增值系数为1.5.
=10mm时的增值系数为1.5.
求得锻件基本尺寸为:
D=280+(19×1.5)=309mm,d=260—(29×1.5)=216mm,H=350+(20×1.5)
求得精度等级F级限偏差为:
a=±8×1.5=±12mm,b=±8×1.5=±12mm.c=±12×1.5=±18mm=380mm
- 火烧竹子——空炭(叹)是什么意思
- 火烧竹筒——热心是什么意思
- 火烧竹筒——空叹(炭)是什么意思
- 火烧粑是什么意思
- 火烧红莲寺是什么意思
- 火烧纪信是什么意思
- 火烧纸马店——迟早要归天是什么意思
- 火烧胡子是什么意思
- 火烧脚背自然慌是什么意思
- 火烧腊门是什么意思
- 火烧腚是什么意思
- 火烧船厂是什么意思
- 火烧芭蕉是什么意思
- 火烧芭蕉——心不死是什么意思
- 火烧芭蕉心不死是什么意思
- 火烧芯是什么意思
- 火烧芯(心)是什么意思
- 火烧花是什么意思
- 火烧茅草是什么意思
- 火烧草是什么意思
- 火烧草料场是什么意思
- 火烧草料场——逼上梁山是什么意思
- 火烧莲花寺——庙灾是什么意思
- 火烧蜂房是什么意思
- 火烧袄庙是什么意思
- 火烧裤裆是什么意思
- 火烧裳尾是什么意思
- 火烧覃侯伯是什么意思
- 火烧观音堂是什么意思
- 火烧观音院是什么意思
- 火烧豆荚是什么意思
- 火烧财主楼——恶有恶报是什么意思
- 火烧赤壁是什么意思
- 火烧赤壁(打曲牌名一)满江红是什么意思
- 火烧起是什么意思
- 火烧路得斯洋关是什么意思
- 火烧辣椒是什么意思
- 火烧辣椒壳——呛人是什么意思
- 火烧连营是什么意思
- 火烧迹地是什么意思
- 火烧金銮殿是什么意思
- 火烧闷绝方是什么意思
- 火烧阿房宫是什么意思
- 火烧鞭炮是什么意思
- 火烧鞭炮——一触即发是什么意思
- 火烧饼是什么意思
- 火烧饼子是什么意思
- 火烧馍是什么意思
- 火烧骹𩨑是什么意思
- 火烧鬼是什么意思
- 火烧鳊是什么意思
- 火烧鼎腹是什么意思
- 火烫是什么意思
- 火烫儿是什么意思
- 火烬灰冷是什么意思
- 火热是什么意思
- 火热内生是什么意思
- 火热喘急是什么意思
- 火热头痛是什么意思
- 火热水深是什么意思