典型零件热处理技术条件举例
15.10.4.1 曲轴
曲轴构造见图15-48
材料为Q60-2.
技术条件为:
(1)正火后σb>600MPa,δ>2%,HB240~290;
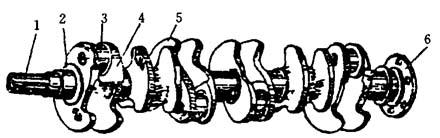
图15-48 曲轴构造
1—前端轴;2—主轴颈;3—连轩轴颈;4—曲轴臂;5—平衡铁;6—飞轮结合盘
(2)金相组织为80%~95%珠光体及少量的破碎状铁素体、渗碳体,磷共晶<3%;
(3)软氮化,氮化深度>0.1mm,硬度>HV550.
15.10.4.2 连杆
连杆构造见图15-49.
材料为40Cr.
技术要求为:
(1)硬度HRC30~38;
(2)调质处理后组织为回火索氏体;
(3)为保证强度和韧性,不应有块状铁素体出现.
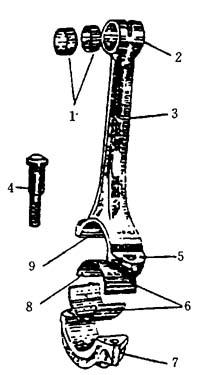
图15-49 解放汽车发动机连杆构造
1—连杆衬套;2—连杆小头;3—连杆杆身;4—连杆螺丝;5—连杆大头;6—连杆轴承;7—连杆轴承盖;8—凸出部;9—凹槽
15.10.4.3 活塞销
活塞销的安装与限位见图15-50.
材料为20Cr.
技术条件为:
(1)Ф35mm表面渗碳0.8~1.2mm,淬火硬度HRC58~64,同一活塞销上硬度差不大于HRC3个单位;Ф22mm内孔不允许渗碳,硬度不大于HRC38;
(2)渗碳层组织为细晶马氏体,不允许有针状及连续网状渗碳体,心部组织为低碳马氏体及铁素体.
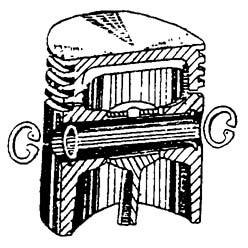
图15-50 活塞销的安装与限位
15.10.4.4 汽车后半轴
汽车后半轴构造见图15-51.
材料为40CrMnMoB.
技术条件为:
(1)表面硬度HRC37~44,淬硬层深度15mm;
(2)金相组织为回火索氏体和回火屈氏体;
(3)摆差小于1.8mm,花键末端不大于0.35mm,其热处理工艺如图15-52所示.

图15-51 后半轴的构造
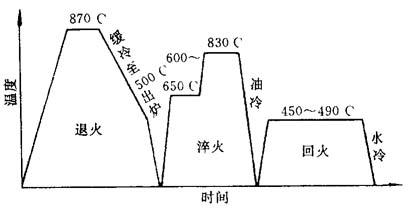
图15-52 汽车后半轴的热处理工艺
15.10.4.5 汽车齿轮材料为20CrMnMo.
技术条件为:
(1)表面HRC58~62,心部HRC33~48;
(2)渗碳层ω(C)为0.8%~1.05%,渗层深度为0.8~1.3mm
其热处理工艺见图15-53
15.10.4.6 机床主轴
机床主轴见图15-54.
材料为45钢
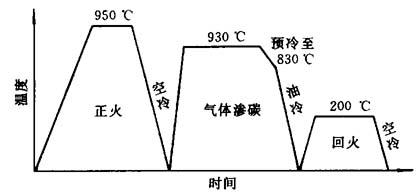
图15-53 齿轮的热处理工艺
技术条件为:
(1)整体调质后,硬度为HB200~230,组织为回火索氏体;
(2)内锥孔和外圆锥面硬度为HRC45~50,表面3~5mm为回火屈氏体和少量回火马氏体;
(3)花键部分硬度为HRC48~53,组织为回火索氏体.
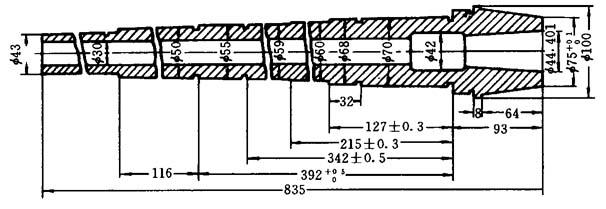
图15-54 C616~416车床主轴
- 半夜间子是什么意思
- 半夜雷轰荐福碑是什么意思
- 半夜风雨至,满山松桂香。是什么意思
- 半夜风雷过,一天星斗寒。是什么意思
- 半夜黄花香入梦,一行秋柳叶销魂。是什么意思
- 半夜黑了[xeli
 ]是什么意思
]是什么意思 - 半大是什么意思
- 半大不小是什么意思
- 半大人是什么意思
- 半大十天是什么意思
- 半大号是什么意思
- 半大天是什么意思
- 半大子是什么意思
- 半大小伙子是什么意思
- 半大小子是什么意思
- 半大小子,吃穷老子是什么意思
- 半大小子,吃过老子是什么意思
- 半大陆战略是什么意思
- 半天是什么意思
- 半天一晌的是什么意思
- 半天一步是什么意思
- 半天下雨——不知来头是什么意思
- 半天中是什么意思
- 半天中吊铃铛——无牵无挂是什么意思
- 半天中撒小米——喂(为)谁呀是什么意思
- 半天中盖房子——劳神是什么意思
- 半天之云是什么意思
- 半天云上唱戏——下不了台是什么意思
- 半天云中吹唢呐——那里那是什么意思
- 半天云中吹唢呐——那里那(哪里呢)是什么意思
- 半天云中跑马——露了马脚是什么意思
- 半天云头吊香妒——现世宝是什么意思
- 半天云头挂口袋——装风是什么意思
- 半天云跑马——露了马脚是什么意思
- 半天云里作演说是什么意思
- 半天云里使锅铲——吵(炒)翻了天是什么意思
- 半天云里写文章是什么意思
- 半天云里吊帐子——落不得脚是什么意思
- 半天云里吊碓窝棒——高舂是什么意思
- 半天云里吹唢呐——九州十府都闻鸣是什么意思
- 半天云里吹唢呐——九州十府都闻鸣(名)是什么意思
- 半天云里吹唢呐——哪里哪里是什么意思
- 半天云里响鞭炮——放空炮是什么意思
- 半天云里唱歌是什么意思
- 半天云里喊口号是什么意思
- 半天云里想办法——主意高是什么意思
- 半天云里打灯笼是什么意思
- 半天云里打灯笼——照高是什么意思
- 半天云里打灯笼——照高(糟糕)是什么意思
- 半天云里打灯笼——高明是什么意思
- 半天云里打灯笼——高明又高明是什么意思
- 半天云里打电话——空谈是什么意思
- 半天云里打算盘是什么意思
- 半天云里打算盘——算得高是什么意思
- 半天云里打马锣子——响当当是什么意思
- 半天云里扭秧歌是什么意思
- 半天云里扭秧歌——空欢喜是什么意思
- 半天云里找对象是什么意思
- 半天云里找对象——要求太高是什么意思
- 半天云里抛棉花是什么意思