碟形弹簧的尺寸极限偏差与载荷极限偏差见表4.13-26,形位公差见表4.13-27。锥面加热前粗糙度Ra≤3.2μm。对1级精度,厚度小于3mm,可按较高精度冷轧带钢表面状态,机加工表面 =1.6μm。表面不得有毛刺、裂纹、斑痕、氧化皮、盐浴痕迹等。对碟形弹簧材料及其热处理、强压处理和表面防腐处理要求见表4.13-28。
=1.6μm。表面不得有毛刺、裂纹、斑痕、氧化皮、盐浴痕迹等。对碟形弹簧材料及其热处理、强压处理和表面防腐处理要求见表4.13-28。
表4.13-26 碟形弹簧的极限偏差(摘自GB/T1972-92)
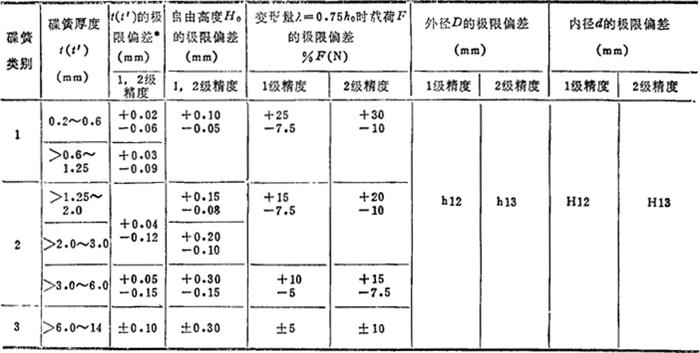
注:*在保证载荷的极限偏差的条件下,其厚度极限偏差在制造中允许将位置作适当调整,但其公差带不得超出所列标准的范围。
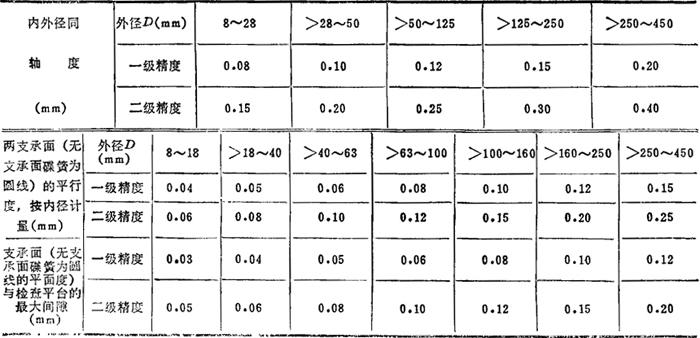
表4.13-27 碟簧的形位公差
注:
❶ 为达到成品碟簧的同轴度要求,压型前的平圆坯料内、外径的同轴度公差不得大于表中数值的1/2。
❷ 以平台检查平面度时,间隙的累加总长不得大于圆周长的1/8,检查间隙可在Fλ=k0×2%的载荷下进行但不得超过300N。
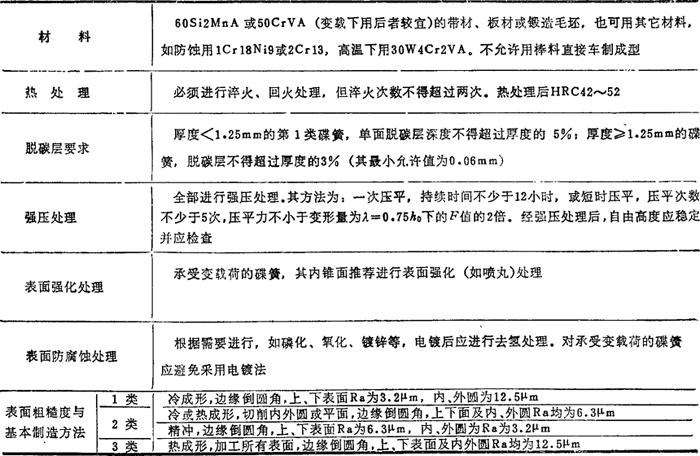
表4.13-28 碟形弹簧材料及其处理方法
- 中国农业百科全书︱2 兴修水利是什么意思
- 中国农业百科全书︱2.华北平原农田是什么意思
- 中国农业百科全书︱2 南糯山大茶树是什么意思
- 中国农业百科全书︱2 山东省菏泽市南城刘庄大柿树(相传植于明代)是什么意思
- 中国农业百科全书︱2 整理出版的中国农业古籍是什么意思
- 中国农业百科全书︱2 林都伊春是什么意思
- 中国农业百科全书︱2 生物进化示意图是什么意思
- 中国农业百科全书︱2 距今6000多年的葫芦子 (河姆渡文化遗址出土)是什么意思
- 中国农业百科全书︱2 飞机喷洒多菌灵防治大豆灰斑病(黑龙江省三江平原)是什么意思
- 中国农业百科全书︱2 黑龙江省在三江平原大面积开垦荒地是什么意思
- 中国农业百科全书︱308 ‘蓉花魁 ’芍药是什么意思
- 中国农业百科全书︱309 红蕉是什么意思
- 中国农业百科全书︱30 上梅州种(江西婺源)是什么意思
- 中国农业百科全书︱30 农场春播是什么意思
- 中国农业百科全书︱30 利用遥感卫星图像为农业生产服务(a 测定河南省冬小麦田的土壤水分分布(1989年4月16日))是什么意思
- 中国农业百科全书︱30 利用遥感卫星图像为农业生产服务(b 测定河南省冬小麦田的土壤水分日蒸散(1989年4月16日))是什么意思
- 中国农业百科全书︱30 夏令营的青少年在天目山采集昆虫标本是什么意思
- 中国农业百科全书︱30.广东省茶场使用管道喷灌是什么意思
- 中国农业百科全书︱30 彝族土坯蜂窝是什么意思
- 中国农业百科全书︱30 明抄本《臞仙神隐书》是什么意思
- 中国农业百科全书︱30 杀虫剂温室筛选试验(黄瓜)是什么意思
- 中国农业百科全书︱30 猝倒(红花苗猝倒)是什么意思
- 中国农业百科全书︱30 花生子房及着生胚珠是什么意思
- 中国农业百科全书︱30 苹果园清耕制是什么意思
- 中国农业百科全书︱30 进行木材化学成分色素分析是什么意思
- 中国农业百科全书︱30 雌性系黄瓜是什么意思
- 中国农业百科全书︱310 多花报春是什么意思
- 中国农业百科全书︱311 ‘五花龙玉’芍药是什么意思
- 中国农业百科全书︱312 单瓣芍药是什么意思
- 中国农业百科全书︱313 ‘美菊’芍药是什么意思
- 中国农业百科全书︱314 黄菖薄是什么意思
- 中国农业百科全书︱315 德国鸢尾是什么意思
- 中国农业百科全书︱316 蜘蛛兰是什么意思
- 中国农业百科全书︱317 毛地黄是什么意思
- 中国农业百科全书︱318 大花秋葵 (1)是什么意思
- 中国农业百科全书︱319 水塔花是什么意思
- 中国农业百科全书︱31 《农政全书》手稿是什么意思
- 中国农业百科全书︱31 中国农业科学院的温室是什么意思
- 中国农业百科全书︱31 大葱成熟花药横切面是什么意思
- 中国农业百科全书︱31 幼树覆盖薄膜是什么意思
- 中国农业百科全书︱31 抗病性鉴定(番茄苗期人工接种病原)是什么意思
- 中国农业百科全书︱31 朝鲜族蜂桶是什么意思
- 中国农业百科全书︱31 木材渗透性试验是什么意思
- 中国农业百科全书︱31 民间昆虫展览——上海陈宝财蝴蝶博物馆是什么意思
- 中国农业百科全书︱31 气力式精密播种机是什么意思
- 中国农业百科全书︱31.湖南省长沙市高桥茶场是什么意思
- 中国农业百科全书︱31 腐烂(西瓜腐烂病)是什么意思
- 中国农业百科全书︱31 英红1号(广东茶叶研究所)是什么意思
- 中国农业百科全书︱31 除草剂室内(玉米)生物测定是什么意思
- 中国农业百科全书︱320 卜若地是什么意思
- 中国农业百科全书︱321 大花秋葵(2)是什么意思
- 中国农业百科全书︱322 白芨是什么意思
- 中国农业百科全书︱323 吊兰是什么意思
- 中国农业百科全书︱324 大花君子兰是什么意思
- 中国农业百科全书︱325 凤尾兰是什么意思
- 中国农业百科全书︱326 鹤望兰是什么意思
- 中国农业百科全书︱327 垂笑君子兰是什么意思
- 中国农业百科全书︱328 重瓣曼陀罗是什么意思
- 中国农业百科全书︱329 小苍兰是什么意思
- 中国农业百科全书︱32 中国各时期的昆虫学刊物是什么意思