(缩写为Cp)指产品(零件)的公差范围(T)与设备加工的误差范围(6σ)之比值。
表明工序能力(指工序在正常条件和稳定状态下所表现出来的保证产品质量的能力)对产品质量要求满足程度的综合性指标。如果生产过程处于统计控制之下,产品的质量之间的差异,按照正态分布的特征,有99.73%的数值是落在 范围之内。
范围之内。
所以生产过程的质量能力是用6σ来表示的。
计算公式为:

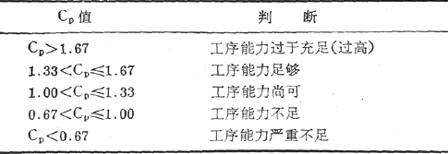
Cp=1时,表示工序能力尚可满足工序质量的要求。其判断标准如下表:
工序能力对质量规格要求的保证程度是以实际发生的平均数( )与公差中心(μ)相一致为前提的。即曲线的集中趋势恰好是在规格界限之间的中心位置。
)与公差中心(μ)相一致为前提的。即曲线的集中趋势恰好是在规格界限之间的中心位置。
在实践中,往往实际水平的平均数与公差中心位置有发生偏移的现象,这时就需要调整质量分布中心使其与公差中心重合,再计算Cp值;或是对Cp值作修正,即:

式中:C′p为调整后的Cp值,K为调整系数。
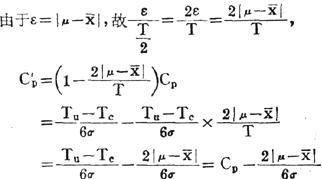
后者为|μ- |的离差系数。
|的离差系数。
如果 ,一般情况是Cp>C′p。
,一般情况是Cp>C′p。
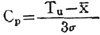
若产品规格设计规定是单向公差,只给出公差上限时,则:
只给出公差下限时,则:

- 西湖扇·遇诗是什么意思
- 西湖手镜是什么意思
- 西湖散人是什么意思
- 西湖旧日,画舸频移,叹几萦梦寐。是什么意思
- 西湖旧时花草,会遣孀娥重识。是什么意思
- 西湖明月引是什么意思
- 西湖春是什么意思
- 西湖春晓是什么意思
- 西湖晚归回望孤山寺赠诸客 - 白居易 - 柳湖松岛莲花寺,晚动归桡出道场。卢橘子低山雨重,棕榈叶战水风凉。烟波淡荡摇空碧,楼殿参差倚夕阳。到岸请君回首望是什么意思
- 西湖晚归回望孤山寺赠诸客(白居易)是什么意思
- 西湖景是什么意思
- 西湖景儿是什么意思
- 西湖曲是什么意思
- 西湖曾是,画舫争驰,绣鞍双控。是什么意思
- 西湖月是什么意思
- 西湖杂感(选二)·钱谦益是什么意思
- 西湖杂诗(六首选一)·赵翼是什么意思
- 西湖杂诗(十七首选五)·沈曾植是什么意思
- 西湖杂诗十四首(其一、其二)·黄任是什么意思
- 西湖村是什么意思
- 西湖村小学是什么意思
- 西湖村居住区是什么意思
- 西湖柳是什么意思
- 西湖梦是什么意思
- 西湖梦 余秋雨是什么意思
- 西湖梦寻是什么意思
- 西湖梦寻序是什么意思
- 西湖梦寻序 - 〔明〕张岱是什么意思
- 西湖梦寻自序是什么意思
- 西湖橹唱是什么意思
- 西湖民间故事是什么意思
- 西湖水是相思泪。是什么意思
- 西湖泛月共赋四绝句(选一)·厉鹗是什么意思
- 西湖清明节是什么意思
- 西湖渔唱是什么意思
- 西湖渔鲳是什么意思
- 西湖渡是什么意思
- 西湖游子,惯识雨愁烟恨。是什么意思
- 西湖游船总公司是什么意思
- 西湖游览志是什么意思
- 西湖游览志余是什么意思
- 西湖游记是什么意思
- 西湖游记选是什么意思
- 西湖漫拾是什么意思
- 西湖漫拾自叙是什么意思
- 西湖漫游是什么意思
- 西湖漫笔是什么意思
- 西湖烟雨是什么意思
- 西湖电影院是什么意思
- 西湖百咏是什么意思
- 西湖的雪景是什么意思
- 西湖的雪景——献给许多不能与我共幽赏的朋友 钟敬文是什么意思
- 西湖的风 柯灵是什么意思
- 西湖石窟是什么意思
- 西湖社是什么意思
- 西湖秋夜 张可久是什么意思
- 西湖秋晚(叶绍翁)是什么意思
- 西湖穆斯林餐厅是什么意思
- 西湖笔记小品选译是什么意思
- 西湖繁胜录是什么意思