1.压铸模加工特点
❶ 压铸模是在高温和压力作用下工作的,模腔中加注的是熔融金属液体,因此制造型腔表面不得有裂缝、锐角、凹坑等表面不平整现象,并要避免金属对型壁或型芯的正面冲击。
❷ 压铸模工作表面粗糙度应低于Ra0.2μm,以提高制件表面质量。
❸ 压铸模型腔表面应有较高的硬度,以保证其耐冲击、耐磨性能,一般采用耐热钢加工,加工后要进行热处理及表面化学处理。
❹ 型腔端面在压铸模分型面处、浇口套进口处应保持锐角,不能修成圆角,模具制造合模时,分型面不允许有间隙,局部间隙不得超过0.05mm,一般分型面要在磨削后研配。
2.压铸模加工方法
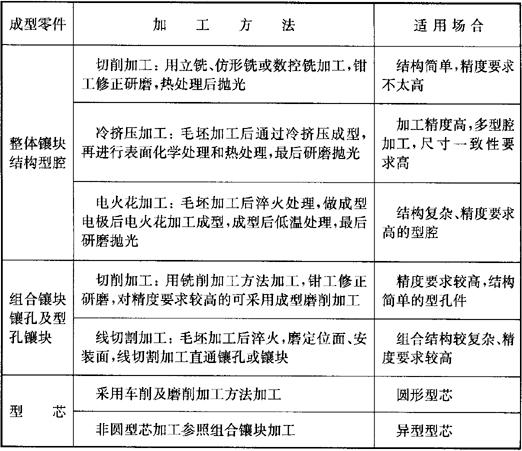
压铸模的成型零件与模具的材料和热处理工艺以及型腔的加工方法有直接关系。压铸模的成型零件分镶块和型芯,常用加工方法见表5.7-25。
表5.7-25 压铸模成型零件的加工方法
- 廓开是什么意思
- 廓开大计是什么意思
- 廓张是什么意思
- 廓性海、浸润无为,绰约三空越。是什么意思
- 廓恢是什么意思
- 廓惝是什么意思
- 廓明是什么意思
- 廓清是什么意思
- 廓清饮是什么意思
- 廓清,荡涤是什么意思
- 廓焉独处是什么意思
- 廓然是什么意思
- 廓然堂是什么意思
- 廓然大公是什么意思
- 廓然归何处,陋矣安足戡。是什么意思
- 廓然独处是什么意思
- 廓然独居是什么意思
- 廓然贯通是什么意思
- 廓穹是什么意思
- 廓约是什么意思
- 廓罗是什么意思
- 廓而无当是什么意思
- 廓落是什么意思
- 廓落任率是什么意思
- 廓落无所合,流离湘水滨。是什么意思
- 廓蠲是什么意思
- 廓轩竹枝词是什么意思
- 廓达大度是什么意思
- 廓開是什么意思
- 廓阵头是什么意思
- 廓饭是什么意思
- 廓马是什么意思
- 廔是什么意思
- 廕是什么意思
- 廕坑是什么意思
- 廕庇是什么意思
- 廕法魯是什么意思
- 廖是什么意思
- 廖
 存是什么意思
存是什么意思 - 廖是什么意思
- 廖是什么意思
- 廖一久是什么意思
- 廖一明是什么意思
- 廖万清是什么意思
- 廖万邦是什么意思
- 廖万里是什么意思
- 廖世功是什么意思
- 廖世承是什么意思
- 廖世美是什么意思
- 廖世美《好事近夕景》是什么意思
- 廖世美《烛影摇红·题安陆浮云楼》是什么意思
- 廖世美《烛影摇红》是什么意思
- 廖世美《烛影摇红题安陆浮云楼》是什么意思
- 廖世美《烛影摇红题安陆游云楼》是什么意思
- 廖业琪是什么意思
- 廖中天是什么意思
- 廖中符是什么意思
- 廖乃雄是什么意思
- 廖义男是什么意思
- 廖乾吾是什么意思