(一)压制压力计算
压制压力F是选择压机的重要参数,其值按下式计算:
F=fS+F摩
式中 f——单位压力(MPa);
S——受压横截面积(mm2);
F摩——用来克服粉末与模壁间的摩擦所需的力。
其中单位压力f与压坯的密度有关。若忽略粉末与模壁间的摩擦力,对于大多数铁基和青铜基的压坯,可按留特科斯基(W.Rutkowski)公式计算:
ρ=bfa
式中 ρ——密度;
f——单位压力;
a——常数;
b——常数。
也可将上式用对数形式表示:
lnρ=alnf+lnb
几种常见粉末的单位压力与压坯密度的关系见表3.3-12。
表3.3-12 单位压力与压坯密度的关系
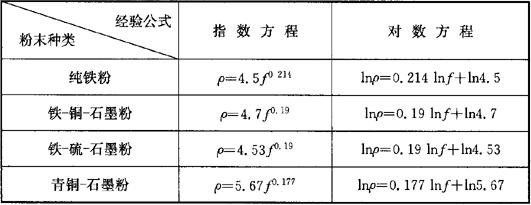
注:1.铁-铜-石墨粉成分为2.5%铜,0.8%石墨,其余为铁,另加硬脂酸锌0.8%。
2.铁-硫-石墨粉成分为:0.4%硫,2.2%石墨,其余为铁,另加硬脂酸锌0.8%。
3.青铜-石墨粉成分为:0.75%石墨,其余为ZCuSn5pb5Zn5,另加硬脂酸锌1%。
(二)脱模压力计算
脱模压力F脱可按下式计算:
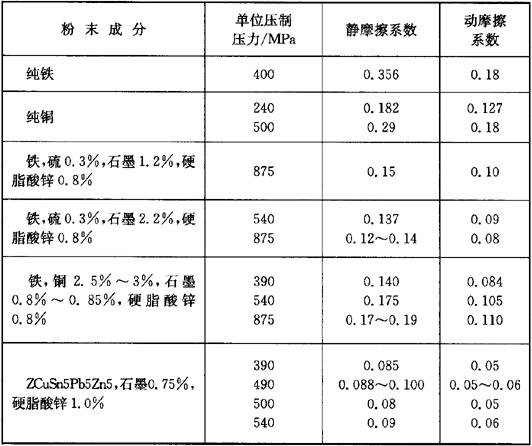
F脱=μ静·p侧剩·S侧
式中 μ静——粉末与模壁之间的静摩擦系数(表3.3-13);
表3.3-13 粉末与模壁之间的静摩擦系数
p侧剩——压制完卸压后,阴模弹性收缩时作用于压坯的压强,也称剩余侧压强(MPa);
S侧——压坯与阴模接触的侧面积(mm2),一般S侧=lh,对齿轮S侧=10M(8Z-7.75)h;
l——压坯横截面周长(mm);
h——压坯高度(mm);
M——齿轮模数(mm);
Z——齿数。
剩余侧压强p侧剩可按下式计算:
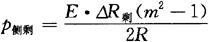
式中 E——压模材料的弹性模量(MPa);
△R侧——卸压后阴模外半径上剩余的变形量(mm);
m——阴模外径与内径之比;
R——阴模外半径(mm)。
若侧压强p侧=ξ0ρf,则剩余侧压强还可用另一公式计算:
p侧剩=jξf=jξ0ρf
式中 j——剩余侧压强与侧压强之比,它取决于模具的刚度。见表3.3-14。
表3.3-14 m值与相应的j值

ξ——压坯侧压系数, ,压坯的泊松比,v是压坯宽度的函数,若以ξ0表示相应致密材料的侧压系数(见表3.3-15),则ξ=ξ0ρ;
,压坯的泊松比,v是压坯宽度的函数,若以ξ0表示相应致密材料的侧压系数(见表3.3-15),则ξ=ξ0ρ;
表3.3-15 不同密度金属材料的ξ0值

ρ——压坯的相对致密度;
f——压制时的单位压力(MPa)。
当ρ=0.80~0.85,m=2~4时,可按下式计算:
铁基 p侧剩=0.18~0.20f
铜基 p侧剩=0.20~0.22f
(三)压力中心计算
设计各种粉末冶金模具时,应当使压件的压力中心与阴模外形的中心、模冲承压垫的中心以及压机的压力中心重合。特别是对于大截面的制品尤为重要。
压力中心的计算请查阅词条:第一章第二节中的冲模压力中心的确定。
- 太乐局副使正是什么意思
- 太乐案是什么意思
- 太乐祭酒是什么意思
- 太乐署是什么意思
- 太乐署丞是什么意思
- 太乐署乐正是什么意思
- 太乐署令是什么意思
- 太乐署令丞是什么意思
- 太乐署典事是什么意思
- 太乙是什么意思
- 太乙丹是什么意思
- 太乙丹宝是什么意思
- 太乙书院是什么意思
- 太乙五行擒扑二十三式是什么意思
- 太乙余粮是什么意思
- 太乙保生丹是什么意思
- 太乙儿是什么意思
- 太乙八卦图六路拳是什么意思
- 太乙吹藜火是什么意思
- 太乙坛是什么意思
- 太乙堂是什么意思
- 太乙天符是什么意思
- 太乙宫是什么意思
- 太乙宫镇是什么意思
- 太乙寺是什么意思
- 太乙山房是什么意思
- 太乙慈尊降驾临是什么意思
- 太乙数是什么意思
- 太乙書院是什么意思
- 太乙漫稿是什么意思
- 太乙炉是什么意思
- 太乙燃藜是什么意思
- 太乙爐是什么意思
- 太乙玉枢丹是什么意思
- 太乙神针是什么意思
- 太乙神针心法是什么意思
- 太乙神针方是什么意思
- 太乙神针灸法是什么意思
- 太乙神针附方是什么意思
- 太乙神针集解是什么意思
- 太乙紫金丹是什么意思
- 太乙紫金锭是什么意思
- 太乙腿法是什么意思
- 太乙膏是什么意思
- 太乙舟是什么意思
- 太乙舟文集是什么意思
- 太乙舟集是什么意思
- 太乙诗集是什么意思
- 太乙近天都,连山到海隅。是什么意思
- 太乙金丹是什么意思
- 太乙金锁丹是什么意思
- 太乙金镜式经是什么意思
- 太乙针是什么意思
- 太乙针灸是什么意思
- 太乙门拳术是什么意思
- 太乙青藜是什么意思
- 太乙餘糧是什么意思
- 太也是什么意思
- 太予是什么意思
- 太予乐是什么意思