冷挤压1018或1021钢要比冷挤压1010钢多加10%的冷挤压力。低合金钢的成型负载约又比1010钢大20~30%。这项结论是以冷挤压8620钢大量经验和从冷挤4130、5120、5130和4027钢所得到的一些经验为基础的。中碳钢如1030和1040的成型负载比1010高出20~30%。
用W1工具钢制成的凹模通常对挤压较软的铝合金是比较满意的。对挤压硬铝合金常选用A2和D2,因为挤压时会产生相当大的热量而使W1制成的模具退火;在挤压铝时,模具的磨损大致与工件材料的屈服强度成正比。因此普通冲击挤压合金1100、6061、2014和7075会按照顺序对模具渐次产生更多的磨损。本章所讨论到的各种模具材料的成分与性能在本册书内随处都曾提及。
表58~63列述用于冷挤钢和铝合金的各种典型冷挤模用钢,按图52所示的假想零件系列,分别以两种生产数量列出。这种简单的零件很少会在实际中遇到,不过它所包含的原理是可以与较复杂的实际生产零件相关联的。
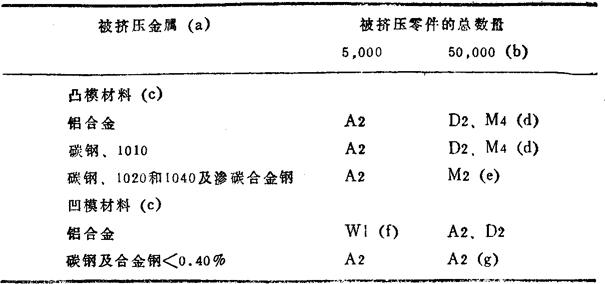
反挤模具 表58列出供反挤零件1和2的凸模、凹模及顶杆的典型工具钢。用零件1作为挤压零件2的坯料和用圆柱型坯料挤压零件1的复杂性相同(如果用铝制成,则零件2一步就可以从圆柱型坯制成)。
表58 反挤零件1和2的典型工具钢
(零件图见图52)
图中尺寸为英寸,乘25,4得相当毫米值,挤压低碳钢及铝零件典型凹模材料见表58~63
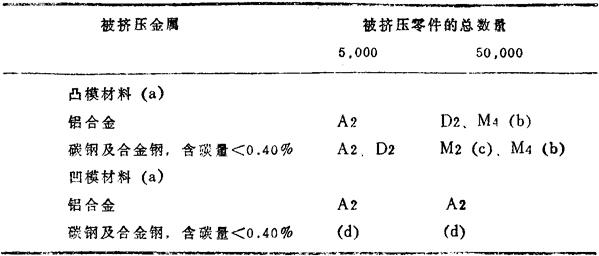
正挤模 表61列出由零件2经正挤制成零件5用的典型工具钢(对铝材、该零件由圆柱形毛坯制成)。在正挤中,零件金属沿凹模移动数倍于凸模的行程,因而凹模的正常磨损也较快。在此种情况下,不必采用顶杆,因为零件在回程中可从凸模脱出。
表61 正挤零件5的典型工具钢
(零件图见图52)
注:(a)对钢材,从零件2开始(表58);对铝材,则由圆柱形毛坯挤压。
(b)当钢制零件数量大于100000件,尤其在严密的公差要求时应考虑采用硬质合金凸模和凹模。
(c)凡在同一条件下推荐采用两种材料时,按成本高低排列,成本低的在前。
(d)供汽车零件加工时优先选用。
(e)氮化处理,
(f)推荐采用含碳量100%的那种。
(g)液体氮化。
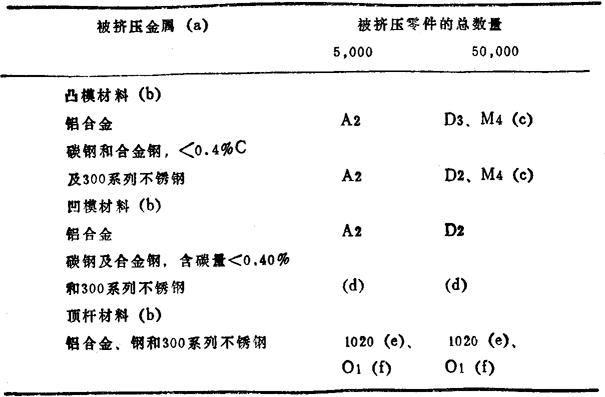
表62列出正挤零件6用的典型工具钢。在这种工序中,由于凹模的形状有可能引起:
❶ 由热处理引起凹模圆角处局部残余应力。
❷ 穿过圆角引起不连续的负载应力。
❸ 额外的摩擦表面会增加挤压零件所需要的压力。当由钢制造这种零件时,其应力已高到足以排除采用低硬度的标准工具钢,或许H12或H21可以除外。抗磨性较低但抗裂较好的低合金钢,当淬火并回火到HRC55或HRC56时,曾取得良好的结果。在本节内被指出的这些非标准钢如6F、6G、或6H不应该渗碳。
表62 正挤零件6的典型工具钢
(零件图见图52)
注:(a)凡在同一条件下,推荐采用两种材料时,按成本高低排列,成本低的在前。
(b)供汽车零件加工时优先选用。
(c)液体氮化。
(d)未经合格,无工具钢可供推荐,中碳合金工具钢如H12、H21和6F5曾取得良好效果。
表63给出了用环状毛坯正挤零件7其模具所采用的典型工具钢。挤压这样薄壁形状的铁基合金所需的压力是如此之高,以致
表63 正挤零件7的典型工具钢
(零件图见图52)
注:(a)从环状毛坯开始。
(b)凡在同一条件下采用两种材料时,按成本高低排列,成本低的在前。
(c)供汽车零件加工时优先选用。
(d)未经合格,无工具钢可供推荐。中碳工具钢如H12、H21、6F5及6H2曾取得良好效果。
(e)或用其它低碳或低合金钢作顶杆之用。
(f)顶杆头。
其模具由前面所述的那些低合金非标准钢制成。
- U001039 港口规划与布置是什么意思
- U001040 港口工程技术规范(1987)是什么意思
- U001041 古刺桐港是什么意思
- U001042 中国主要外贸港口是什么意思
- U001043 波浪对海上建筑物的作用是什么意思
- U001044 防波堤的优化设计与可靠度是什么意思
- U001045 宁波—舟山深水港域自然环境与建港条件是什么意思
- U001046 澳门港史资料汇编(1953—1986)是什么意思
- U001047 港口工程系统分析方法是什么意思
- U001048 港口工程结构可靠度是什么意思
- U001050 海上运输船舶原理与结构是什么意思
- U001051 船用内燃机理论是什么意思
- U001052 船舶动力装置是什么意思
- U001054 船舶蒸汽机的理论与热力计算是什么意思
- U001055 船舶原理是什么意思
- U001058 船舶结构力学是什么意思
- U001059 造船工艺学是什么意思
- U001061 船用蒸汽机零件的设计和强度计算是什么意思
- U001064 船舶索具工作图册是什么意思
- U001065 船舶辅机及系统是什么意思
- U001066 航海天文学是什么意思
- U001070 船舶设计原理是什么意思
- U001071 潜艇结构是什么意思
- U001072 船型学·阻力篇是什么意思
- U001073 船舶在困难条件下航行是什么意思
- U001074 航用球面三角学是什么意思
- U001075 内河驾驶指南是什么意思
- U001077 船舶推进器是什么意思
- U001078 引港与系泊是什么意思
- U001079 近代航海方法是什么意思
- U001080 狭水道船舶操纵是什么意思
- U001081 航海学是什么意思
- U001082 船舶操纵基础是什么意思
- U001083 船型学·推进篇是什么意思
- U001084 船舶静力学是什么意思
- U001086 船舶振动学是什么意思
- U001087 螺旋桨拖轮是什么意思
- U001089 船厂设计是什么意思
- U001094 船舶蒸汽锅炉是什么意思
- U001095 船舶设计实用手册是什么意思
- U001098 船舶主柴油机远程控制系统是什么意思
- U001099 小海轮驾驶员读本是什么意思
- U001100 黄浦江船舶操纵(要谛与范例)是什么意思
- U001101 水翼船设计是什么意思
- U001102 船舶汽轮机是什么意思
- U001103 船舶结构力学手册是什么意思
- U001105 船舶监造与验收手册是什么意思
- U001107 中国造船工程学会大功率柴油机学术会议论文集是什么意思
- U001108 船体振动是什么意思
- U001110 雷达在航海上的应用是什么意思
- U001111 船机修理加工手册是什么意思
- U001112 结构和连续力学中的有限单元体法是什么意思
- U001113 船舶辅机是什么意思
- U001114 1969年国际信号规则是什么意思
- U001115 船舶柴油机是什么意思
- U001116 船体建造工艺是什么意思
- U001117 英汉舰船科技词汇是什么意思
- U001118 船舶轮机问答·造船大意与轮机基础理论分册是什么意思
- U001119 船舶轮机问答·轮机自动化分册是什么意思
- U001120 船舶轮机问答·船舶辅机分册是什么意思