(一)冲裁模加工要点
1.冲裁模加工特点
(1)表面光洁、刃口锋利
要求刃口表面粗糙度Ra1.60μm~0.80μm,非工作部分允许适当增加,刃口保证锋利,以提高冲件质量。
(2)高硬度
凸模、凹模的工作部分应具有高硬度和耐磨性及良好韧性。一般凸模制造容易,易修磨刃口,因此凸模工作部分硬度为58HRC~62HRC,凹模硬度为60HRC~64HRC。
(3)表面形状
❶ 工作刃口应尖锐、锋利,无倒链、裂纹、黑斑及缺口等缺陷;
❷ 侧壁应平行,或稍有斜度,但要注意斜度的方向(参见刃口设计);
(4)间隙控制
冲裁模工作磨损后间隙增大,制造和初配时应采用最小合理间隙,而且同一副冲模的间隙应在各方向力求均匀一致。
2.冲裁模加工顺序
(1)冲裁模凸模和凹模精加工方案(表5.7-1)
表5.7-1 冲裁模凸模和凹模精加工方案
(2)主模型的加工
主模型是按制品设计做出,以一定的基准面安装在特制的主架上而构成的,其基本尺寸、形状为覆盖件的内表面尺寸和形状。
主模型的材料一般选用优质木材或塑料。在制造主模型时,为了清楚地表示各制件形状特征的位置,在模型上要划出x、y、z三个方向的坐标线。
不同材料的主模型,其制造方法有所不同。木质主模型的加工步骤和方法见表5.7-12。
表5.7-12 木质主模型的加工步骤和方法
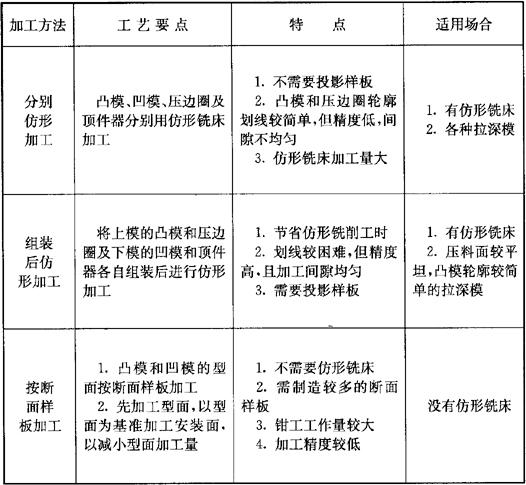
(2)大型覆盖件拉深模的加工方法
制造方法应根据冲槽的形状、结构及加工设备选择,常用的加工方法见表5.7-17。
表5.7-17 大型覆盖件拉深模常用加工方法
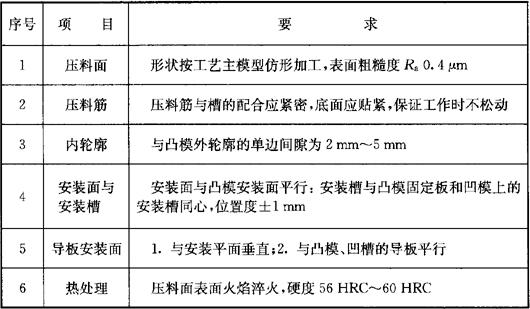
不同的加工方法,其加工工艺过程有所不同。在加工拉深模时需要注意的是为了保证安装精度,一般凸模、凹模及压边圈的安装槽都是在装配时才加工。其加工方法是:以凹模的安装槽为基准,将其中心线引伸到压边圈和凸模固定板上,然后在压边圈和凸模固定板上以此为中心划安装槽线,按线铣凹模、凸模固定板及压边圈安装槽。
在采取组装后仿形加工方法时,为了保证产品质量还需注意:
❶ 做好投影样板,制造方法可按工艺主模型的轮廓投影制造。
❷ 对轮廓线的要求:凸模与压边圈可大1mm~3mm,但不允许小,凹模与顶件器允许小1mm~3mm,但不允许大。
❸ 划轮廓线的方法:将工件的基面和样板放(垫)平,利用投影划法,把样板的轮廓线投影到工件型面上。
- 海军同等官是什么意思
- 海军后勤是什么意思
- 海军后勤保障是什么意思
- 海军后勤保障体制是什么意思
- 海军后勤学院是什么意思
- 海军后勤训练工作制度是什么意思
- 海军后勤部署是什么意思
- 海军呢是什么意思
- 海军图是什么意思
- 海军地下指挥所是什么意思
- 海军地理是什么意思
- 海军均衡发展理论是什么意思
- 海军基地是什么意思
- 海军基地工程是什么意思
- 海军基地防卫是什么意思
- 海军基地防御是什么意思
- 海军士官学校是什么意思
- 海军声纳保障是什么意思
- 海军处是什么意思
- 海军大事记是什么意思
- 海军大学是什么意思
- 海军大尉是什么意思
- 海军大沽艺术学校是什么意思
- 海军大臣是什么意思
- 海军大辞典是什么意思
- 海军大连舰艇学院是什么意思
- 海军头是什么意思
- 海军学员是什么意思
- 海军学校是什么意思
- 海军实力是什么意思
- 海军实纪是什么意思
- 海军对不设防城镇轰击规则是什么意思
- 海军导弹是什么意思
- 海军导弹攻击是什么意思
- 海军导航卫星系统是什么意思
- 海军导航台工程是什么意思
- 海军少将是什么意思
- 海军少尉是什么意思
- 海军少校是什么意思
- 海军岸上基本指挥所是什么意思
- 海军岸上指挥所是什么意思
- 海军岸上预备指挥所是什么意思
- 海军岸防兵是什么意思
- 海军岸防兵训练是什么意思
- 海军岸防工程是什么意思
- 海军工程是什么意思
- 海军工程学院是什么意思
- 海军工程装备是什么意思
- 海军常礼服是什么意思
- 海军平衡理论是什么意思
- 海军广州舰艇学院是什么意思
- 海军弹药是什么意思
- 海军强击机是什么意思
- 海军强国是什么意思
- 海军强盛是什么意思
- 海军总医院是什么意思
- 海军总司令是什么意思
- 海军总司令公署是什么意思
- 海军总司令处是什么意思
- 海军总司令部是什么意思