压锯stretch rolling
用碾压或加热等方法使锯身内部产生预应力而造成适张度的处理过程。又称应力预分配。锯割时受离心、摩擦、弯曲、拉伸以及安装工作质量等复杂因素的影响,在常态下的锯身会发生中间带相对缩短,齿缘侧伸长,背缘侧相对紧缩现象,可由此而引起切削阻力增加,严重时出现“跑锯”。为防止上述现象发生,需预先将锯身处理成“腰软”(中间带伸长)、“口紧”(齿缘侧缩短)、“背松”(背缘侧拉长)状态。
调整程度 传统上是凭经验判断。20世纪50年代中国总结出带锯“腰软”即适张度矢高,其经验式为:式中 f为适张度矢高(毫米);B为带锯宽度(毫米);S为带锯厚度(毫米);65·10-4为经验系数;K为因素调整系数(a、b、c、d)(表1)。带锯“背松”程度称锯背挠度,用斜率表示,在1:1000~1800之间变化,挠度大小与带锯宽度成反比,与锯轮前缘磨损程度成正比。
表1 K值 表
a 值
| 树 种 | 值 | 树 种 | 值 |
| 椴 木 白 杨 云 杉 红 松 | 0.8 0.85 0.9~1.0 1.0 | 赤 杨 桦 木 山毛榉 水曲柳 | 1.03 1.12~1.18 1.18~1.3 1.3 ~1.36 |
b 值
| 锯槽高度 (mm) | 值 |
| <250 250~500 >500 | 0.8 1.0 1.2 |
c 值
| 锯条硬度 (HRC) | 值 |
| <48 48 >48 | 1.1 1.0 0.9 |
d 值
| 锯条线速度 (m/min) | 值 | 锯条线速度 (m/min) | 值 |
| 2 400 2 700 3 000 | 0.8 0.9 1.0 | 3 300 3 600 | 1.1 1.15 |
矢高可用下式计算:
C=K·L·β·γ
式中 C为矢高(毫米);K值为0.0009~0.0018;L为1/2卡尺长(毫米);β为带锯条宽度系数(表2β值);γ为锯轮磨损程度系数(表2γ值)。背缘侧伸长就是相对应的齿缘侧缩短。表2 带锯锯背挠度调整系数
| 带锯宽度(mm) | 50 | 75 | 100 | 125 | 150 | 175 |
| β值 | 1.1 | 1.08 | 1.05 | 1.0 | 0.95 | 0.88 |
| 锯轮前缘磨损量(mm) | 0 | 0.5 | 1.0 | 1.5 |
| γ值 | 1.0 | 1.05 | 1.1 | 1.18 |
圆锯适张度用下式表示:
等量的适张度值,因处理方法不同,用适张度规检查可见不同类型,其技术特性也各异。常见带锯适张度类型如图1。各类型技术特性是: Ⅰ型是无口适张度,可用于锯割软材、小材,不适于高速生产。采用较少。Ⅱ型是基本型适张度,留有前、后口,应力较大,不易跑弯,锯条不易裂口,适张度耐久,便于修整。中国使用较普遍。Ⅲ型是前移型适张度,前大后小,可锯硬材、冻材,不避节子,进料速度可提高,但修整不及时齿
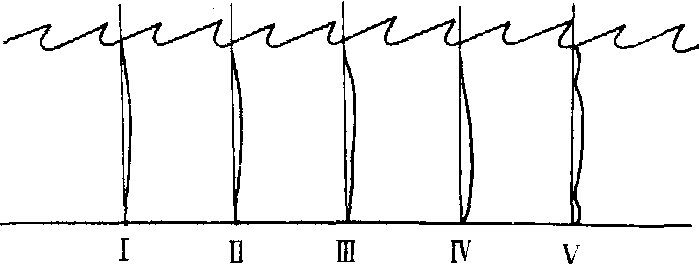
图1 带锯适张度类型
根易裂口。Ⅳ型是后移型适张度,前小后大,避节子,因剖硬材或进料量大时易跑弯,修整不及时锯背易裂口,已很少采用。Ⅴ型是“三软两硬”适张度,齿根和背缘各压一滚封口,形成三处软两处硬(两条应力线)。不跑锯、不裂口,适于高速生产,应用较普遍,但必须经常修整,保持常态。圆锯的适张度类型与带锯相似,特性亦同。处理方法 传统方法是碾压和锤击,现代多用加热法。
带锯适张度形成方法 传统靠碾压,在压锯机上进行。图2是普通压锯机。将锯放在两个压辊之间,扳动施压手柄,在压力表上直接显示压力读数。滚痕分布有压对滚与压花滚之别,压新锯要在两面进行。加热适张度是利用金属材料热胀冷缩的物理特性在加热适张度机(图3)或利用压锯机装上加热装置进行。
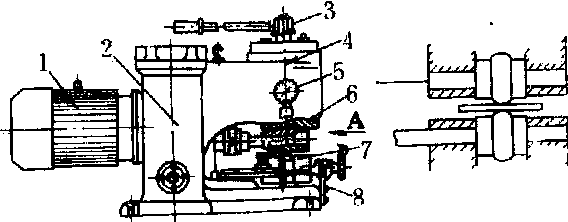
图2 普通压锯机
1.电动机;2.减速箱;3.手柄;4.机体;5.压力表;
6.上压辊;7.下压辊;8.定位器
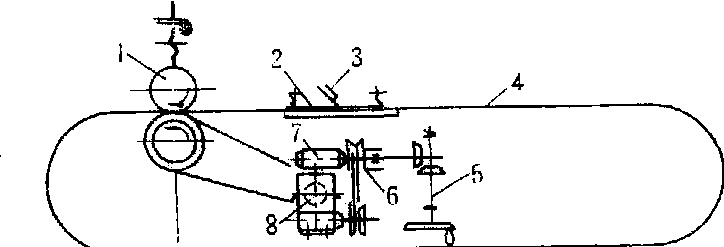
图3 加热适张度机
1.送料辊;2.压紧装置;3.焊嘴;4. 带锯条;5.调速装置;6.无级变速轮;7. 电机;8. 蜗轮减速器
圆锯适张度形成方法 主要是锤击(砸),也有用圆锯压锯机进行的。圆锯加热适张度机正在研制。锤击是将圆锯片放在专用砧上,按设计要求以专用锤敲击,在锯的两面有规则地进行,大体上有4种,如图4。图中的圆点即锤击点,锤击力不宜过重而且要均匀,从两面敲对锤,也可敲花锤。❶圆圈式:严格按一定顺序,从锯的一面小圈开始,然后锤另 一面相对应的锤痕。两面小圈锤完时,将锯立起用手指插在锯孔内前后拉动,如无凹凸不均再锤另一圈,直至适张度到位。
❷辐射式:沿半径方向从圆心向齿根方向,各放射线逐条锤击,于半径中间处力量加重,向圆心和齿根方向力量渐减。
❸交点式:为最基本的方法。从法兰盘外圆留30毫米,齿根起留50毫米,然后划若干同心圆圈与8~16条等分放射线,敲交点。
❹自由式:又称连三锤法。凭经验进行,不易掌握,半径中间锤力加重。圆锯适张度也可形成基本型、前移型、后移型、三软两硬型4种,可任选。
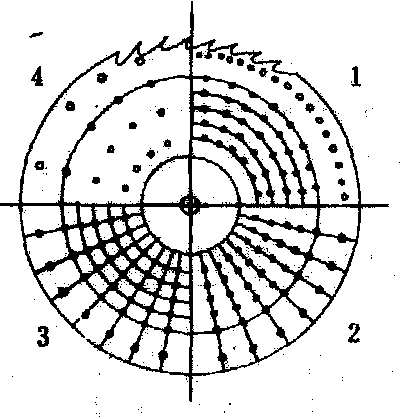
图4圆锯锤击法示意
1.圆圈式; 2.辐射式; 3.交点
式; 4.自由式
框锯适张度形成方法 与带锯略同,用压锯机碾压,两端留出80~100毫米不压不锤,力量按中重边轻在两面进行。
在给各种锯形成适张度的同时要注意整平锯身,消除膨瘤和瘤脉。
- 跳蚤男人是什么意思
- 跳蚤脾气——好蹦达是什么意思
- 跳蚤 [英国]多恩是什么意思
- 跳蚤蹦到牛身上——啃不疼,咬不痒是什么意思
- 跳蚤钻进袜筒里——脚虱是什么意思
- 跳蚤钻进袜筒里——脚蚤是什么意思
- 跳蛋是什么意思
- 跳蛛是什么意思
- 跳蜢子是什么意思
- 跳蝗弹是什么意思
- 跳行是什么意思
- 跳行的样子是什么意思
- 跳读是什么意思
- 跳读训练是什么意思
- 跳走是什么意思
- 跳起是什么意思
- 跳起传球是什么意思
- 跳起侧摆越成后撑是什么意思
- 跳起分腿摆越成后撑是什么意思
- 跳起分腿腾越低杠成高杠悬垂是什么意思
- 跳起团身或屈体前空翻成低杠暂坐是什么意思
- 跳起团身或屈体前空翻越低杠成高杠悬垂是什么意思
- 跳起射门是什么意思
- 跳起屈体后摆成低杠手倒立是什么意思
- 跳起屈体摆越成后撑是什么意思
- 跳起屈单腿摆越成骑撑是什么意思
- 跳起屈腿摆越成后撑是什么意思
- 跳起左腿蹲右环外,右腿全旋1周同时向左转体180°成支撑是什么意思
- 跳起成胸倒立是什么意思
- 跳起手不撑低杠向前腹回环是什么意思
- 跳起手不撑低杠向前腹回环两周是什么意思
- 跳起投篮是什么意思
- 跳起推低杠团身或分腿前空翻成高杠悬垂是什么意思
- 跳起掩护是什么意思
- 跳起支撑低杠腾身回环成分腿立撑或分腿支撑是什么意思
- 跳起支撑低杠腾身回环成手倒立是什么意思
- 跳起支撑推手分腿腾越低杠成高杠悬垂是什么意思
- 跳起来是什么意思
- 跳起正反握低杠屈体分腿支撑转体180°成分腿支撑或分腿立撑是什么意思
- 跳起水平支撑屈腿摆越成背水平支撑是什么意思
- 跳起直体后摆成低杠手倒立是什么意思
- 跳起转体180°低杠屈伸上成支撑或换握高杠成悬垂是什么意思
- 跳起转体180°低杠屈伸上转体180°换握高杠成悬垂是什么意思
- 跳起转体180°低杠屈伸上转体360°换握高杠成悬垂是什么意思
- 跳起转体180°低杠挂膝后回环转体180°成高杠悬垂是什么意思
- 跳起转体180°越低杠成高杠屈伸上成支撑是什么意思
- 跳起转体180°越低杠成高杠悬垂或跳起转体180°成高杠悬垂是什么意思
- 跳起转体360°低杠长振屈伸上成支撑或换握高杠成悬垂是什么意思
- 跳起转体360°前手翻是什么意思
- 跳起转体360°前手翻团身前空翻是什么意思
- 跳起转体360°前手翻转体360°是什么意思
- 跳起转体360°成高杠悬垂是什么意思
- 跳起转体360°手不撑低杠向前腹回环是什么意思
- 跳起转体上肩是什么意思
- 跳起转身是什么意思
- 跳起顶球是什么意思
- 跳起额正面顶球是什么意思
- 跳起高杠不触杠支撑腾身转体180°成手倒立是什么意思
- 跳起高杠悬垂分腿后空翻换握低杠是什么意思
- 跳起高杠悬垂弧形前摆成高杠手倒立是什么意思