(1)定子加工工艺过程
由于定子是由轴承钢整体淬火后加工成形的,所以,在编制工艺规程时,应特别注意以下几点:
❶ 定子的内圈是凹凸不平的内曲线,且壁厚相差很大,淬透不匀且淬火变形大。实践证明,GCr15SiMn要比GCr15淬火温度低,而且淬透性好。
❷ 锻打后的球化退火要彻底。为了减少淬火时的内应力,球化退火必须达到一至二级,无网状组织。
❸ 必须严格控制淬火温度及淬火油的含水量。
❹ 必须保证曲线加工机床的精度。内曲线的加工,目前国内还停留在用凸轮靠模的水平上。要保证内曲线的平滑过渡,必须要保证机床主轴与凸轮靠模传动轴之间的精度,不允许有松动现象。因此,采用国外先进的内曲线加工中心是合宜的。
❺ 注意内曲线精磨砂轮与钢球的尺寸配合。
为了保证定子的内曲线达到设计要求,在精磨内曲线时,应注意砂轮的直径与该马达装配用的钢球直径尽量保持一致。因为,砂轮的直径大小,直接影响到内曲线的形状。
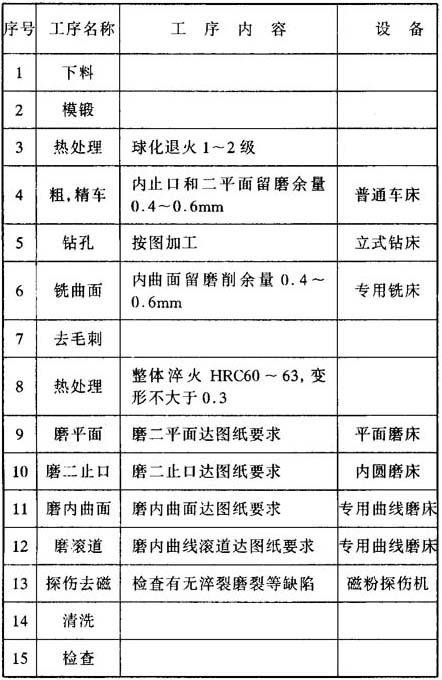
定子的工艺路线见表37.6-1。
表37.6-1 定子工艺过程表
(2)转子加工工艺过程
转子是QJM型液压马达的重要部件,配流轴及活塞都安装在转子件上,在编制工艺规程时应注意以下几点:
·确保铸件牌号,无任何砂孔、缩孔及气泡等铸造缺陷。
·热处理正火时,要注意散热均匀,保温时间要适当延长。
·在加工10孔或20孔活塞孔时,要尽量降低其表面粗糙度值,因此,最后二精铰工序采用金刚石铰刀加工。
·配油内孔与各活塞孔之间的毛刺必须去净,但又不能倒角,所以,在内孔磨削加工完后的去毛刺工序也是该零件的关键工序。
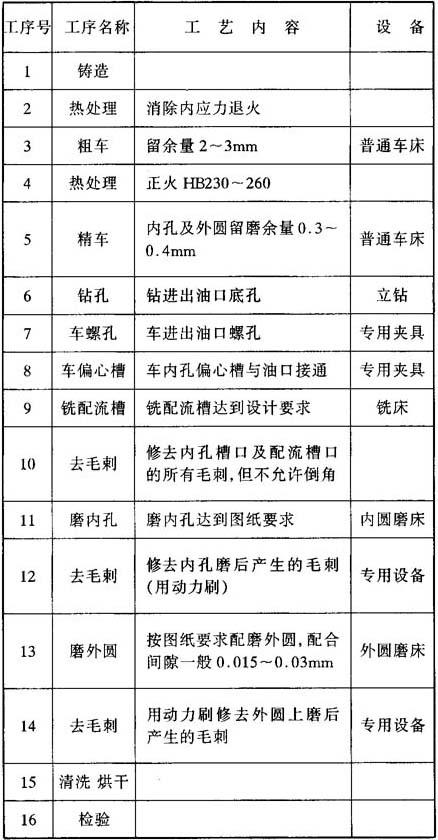
其加工过程见表37.6-2。
表37.6-2 转子工艺过程表

(3)配流轴加工工艺过程
配流轴的加工,应注意以下几个问题:
·配流槽与定位孔及配流槽之间的角度等分。在用夹具加工时,应注意夹具本身的分度精度。在可能的情况下,最好能在加工中心或数控铣床上用计算机控制分度。
·与转子的配合间隙及形位公差必须达到设计要求,因此磨削加工工序应严格检测。
·必须彻底清除配流轴的毛刺。
其工艺路线见表37.6-3。
表37.6-3 配流轴工艺过程表
- minium是什么意思
- minivan是什么意思
- miniver是什么意思
- minivet是什么意思
- miniwatt是什么意思
- mini汉英分类词典是什么意思
- mini英汉分类词典是什么意思
- mink是什么意思
- minkowski,hermann是什么意思
- mi nnan是什么意思
- minneapolis是什么意思
- minneapolis 明尼阿波利斯是什么意思
- minnesinger是什么意思
- minnesingers是什么意思
- minnesota是什么意思
- minnesota 明尼苏达是什么意思
- minnie revue是什么意思
- minnow是什么意思
- minoan architecture是什么意思
- minoan civilization是什么意思
- minoga是什么意思
- minolith是什么意思
- minor是什么意思
- minorca(或menorca)是什么意思
- minority是什么意思
- minorité是什么意思
- minorium gentium是什么意思
- minor planet(或asteroid)是什么意思
- minorque 梅诺卡是什么意思
- minos是什么意思
- minos:是什么意思
- minos 弥诺斯是什么意思
- minotaur是什么意思
- minotaur:是什么意思
- minotaure 弥诺陶洛斯是什么意思
- mino,river是什么意思
- minseito是什么意思
- minsk是什么意思
- minsk 明斯克是什么意思
- minster是什么意思
- minstrel是什么意思
- minstrel show是什么意思
- minstrelsy是什么意思
- mint是什么意思
- mintoff,dominic是什么意思
- minto i是什么意思
- minto ii是什么意思
- minton ware是什么意思
- minton,thomas是什么意思
- minuet是什么意思
- minuit是什么意思
- minuit,peter是什么意思
- minus是什么意思
- minuscule是什么意思
- minute是什么意思
- minutely是什么意思
- minuteman是什么意思
- minute-while是什么意思
- minutia是什么意思
- minx是什么意思