高碳钢的焊接
1.常用高碳钢的的化学成分及力学性能
常用高碳钢的的化学成分及力学性能参阅GB/T 699-1999《优质碳素结构钢》相关内容。
2.高碳钢焊接特点
这类钢的焊接特点与中碳钢相似,由于含碳量更高,使焊后焊接接头的硬化和裂纹倾向更大,焊接性更差。
3.高碳钢的手工电弧焊焊接工艺要点
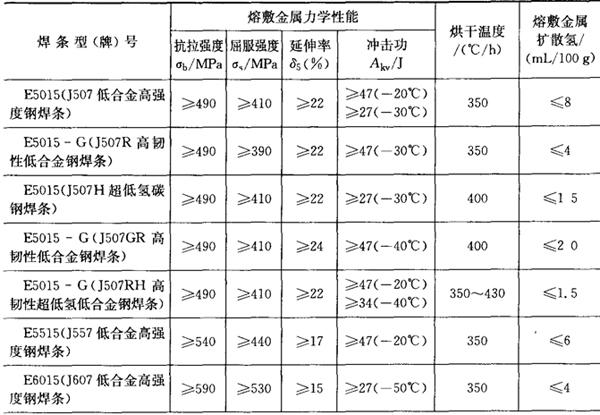
①对接头强度要求高时,一般选用E7015-D2(J707)或E6015-D1(J607),要求低时选用E5016(J506)、E5015(J507)焊条。也可以用E309-16(A302)或E309-15(A307)以及其他不锈钢焊条焊接,此时焊前不必预热。
常用高碳钢的焊条选用见表7.2-8。
表7.2-8 高碳钢焊条的选用

②热处理状态
高碳钢通常是通过热处理达到高硬度和耐磨损性能要求的,这种钢应在退火状态下焊接,焊后需进行消应力热处理。
③工件表面要清理干净,不得有水分、油、锈等污物。
④焊接前注意烘干焊条,并放在保温箱或保温筒内,以防焊条吸潮。
⑤采用250~350℃以上的预热温度,若采用奥氏体不锈钢焊条施焊时,可不必预热。如果焊件较大、刚性较强,则在焊接时要保持与预热温度相同的层间温度,焊后将工件保温缓冷,并尽快送入炉中进行650℃高温回火处理。
⑥焊接时采用小电流、慢焊速。
⑦合理排列焊道,分段倒退焊法,锤击焊缝以减小焊接应力。
⑧采用预堆法,尽可能先在坡口上堆焊,然后再进行焊接。
⑨采用过渡层焊接法。用强度级别低、含碳量低的焊接材料堆焊过渡层,减少第一、二层焊缝金属含碳量,以提高其塑性,对防止焊缝开裂很有效。堆焊层的焊接除选用手工电弧焊外,还可用CO2气体保护焊、富氩混合气体保护焊及钨极氩弧焊,焊丝选用H08Mn2SiA或其他焊丝。
- 不曾 曾经是什么意思
- 不有是什么意思
- 不有两则无一是什么意思
- 不有博弈者乎,为之,犹贤乎已是什么意思
- 不有如有,非真似真是什么意思
- 不有所废,其何以昌是什么意思
- 不服是什么意思
- 不服水土是什么意思
- 不服水土是什么意思
- 不服海关行政处罚的申诉程序是什么意思
- 不服药,为中医是什么意思
- 不服要求履行义务案件是什么意思
- 不期是什么意思
- 不期然而然是什么意思
- 不期然而然是什么意思
- 不期而会是什么意思
- 不期而会是什么意思
- 不期而会是什么意思
- 不期而遇是什么意思
- 不期而遇是什么意思
- 不朽 磨灭是什么意思
- 不朽在人类经验中的意义是什么意思
- 不朽物是什么意思
- 不朽的历史是什么意思
- 不杀是什么意思
- 不杀取江南是什么意思
- 不材是什么意思
- 不材之木(樗木不材)是什么意思
- 不来是什么意思
- 不来梅中国餐饮业者公会是什么意思
- 不来梅城的音乐家是什么意思
- 不来梅计划发表是什么意思
- 不极是什么意思
- 不枉是什么意思
- 不枉不纵是什么意思
- 不果是什么意思
- 不染纷华别有神,乱山深处吐清新。是什么意思
- 不栉是什么意思
- 不栉进士是什么意思
- 不根是什么意思
- 不桡是什么意思
- 不检是什么意思
- 不次是什么意思
- 不欢而散是什么意思
- 不欢而散是什么意思
- 不欢而散是什么意思
- 不欲是什么意思
- 不欺暗室是什么意思
- 不欺暗室是什么意思
- 不欺暗室是什么意思
- 不欺暗室是什么意思
- 不歌而颂是什么意思
- 不止是什么意思
- 不正是什么意思
- 不正之风是什么意思
- 不正之风是什么意思
- 不正之风是什么意思
- 不正之风是什么意思
- 不正则烛理必不明是什么意思
- 不正常现象及其处理是什么意思