铸铁焊接
铸铁是碳的质量分数大于2%的铁碳合金,其中还含有硅、锰元素及硫、磷杂质元素.有时还加入不同的合金元素,以获得具有不同性能的合金铸铁.球墨铸铁及蠕墨铸铁中还加入了少量的球化剂及蠕墨化剂.
按碳在铸铁中存在的状态及形式的不同,可将铸铁分为白口铸铁、灰口铸铁、可锻铸铁、球墨铸铁及蠕墨铸铁五类.
在所有铸铁中,灰口铸铁的应用最为广泛,本节也主要以灰口铸铁焊接性来进行分析.灰口铸铁化学成分上的特点是碳与硫、磷杂质含量高,这就增大了其焊接接头对冷却速度变化与冷、热裂纹发生的敏感性.其力学性能的特点是强度低,基本无塑性,使其焊接接头发生裂纹的敏感性增加.这两方面的特点,决定了灰口铸铁焊接性不好.其主要问题有两点.其一是焊接接头易出现白口及淬硬组织;其二是焊接接头易出现裂纹.
10.2.5.1 灰口铸铁焊接性
1.焊接接头白口组织
铸铁在焊补时,由于石墨化元素不足和冷却速度快,焊缝和熔合区容易产生白口组织.防止产生白口组织的措施有以下两点:
(1)减小焊接过程中和焊后的冷却速度,可采用焊前预热、焊时保温、焊后缓冷等方法.焊缝为铸铁时,一般预热至400~700℃,焊缝为非铸铁时,则采用不预热的冷焊方法.
(2)利用石墨化元素,促使渗碳体分解出石墨,以减少白口组织,同时要限制阻碍石墨化的元素含量.一些元素对石墨化影响趋势可大致排列如下:
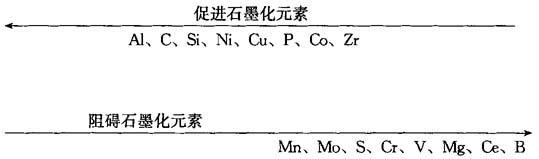
此外,还可以采用非铸铁型焊接材料,如镍基焊条、铜钢焊条、高钒焊条等进行焊补,得到非铸铁组织焊缝,并采用小电流、浅熔深的焊接工艺.
(3)采用钎焊法,母材不熔化,防止产生白口组织.
2.焊接接头裂纹
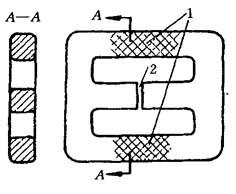
图10-12 加热减应区焊补示意图
1—加热处;2—焊补处
灰口铸铁本身强度较低,塑性更差,焊接过程为局部加热和冷却过程,焊接应力大,冷却速度快,当焊接接头为白口组织时,应力更加严重,容易引起开裂.防止产生裂纹的主要措施有:
(1)焊前工件预热,焊后缓冷,使焊件温度分布均匀并防止产生白口,减小应力.
(2)采用加热减应区法,即在焊件上选择适当的区域进行加热,使焊接区域有自由热胀冷缩的可能,以减小焊接应力,如图10-12所示.减应区的选择原则是:应在阻碍焊缝膨胀收缩的部位;应与其他部位联系不多,而且强度较大;该区的变形对其他部位没有很大影响.
(3)调整焊缝化学成分,采用非铸铁型焊接材料,以得到塑性好、强度高的焊缝.
(4)冷焊时采用合理的焊补工艺,如采用细焊丝、小电流、浅熔深,焊后立即锤击焊缝,并采用分散焊、断续焊等减小应力的措施.
10.2.5.2 灰口铸铁焊接方法及焊接材料
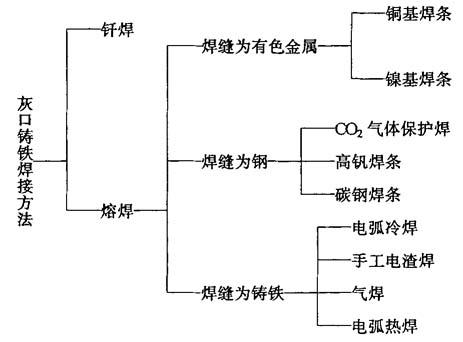
1.灰口铸铁焊接方法
灰口铸铁焊接方法如表10-42所示.
表10-42 灰口铸铁焊接方法
2.灰口铸铁焊接材料
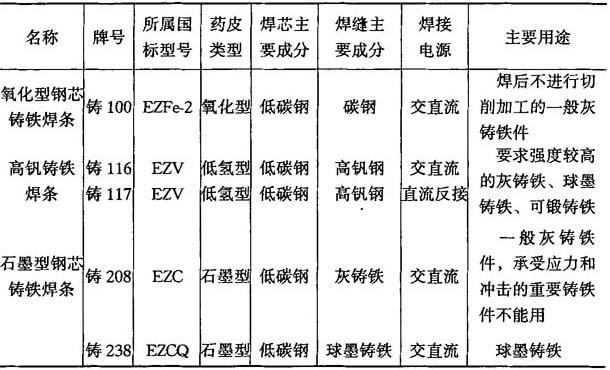
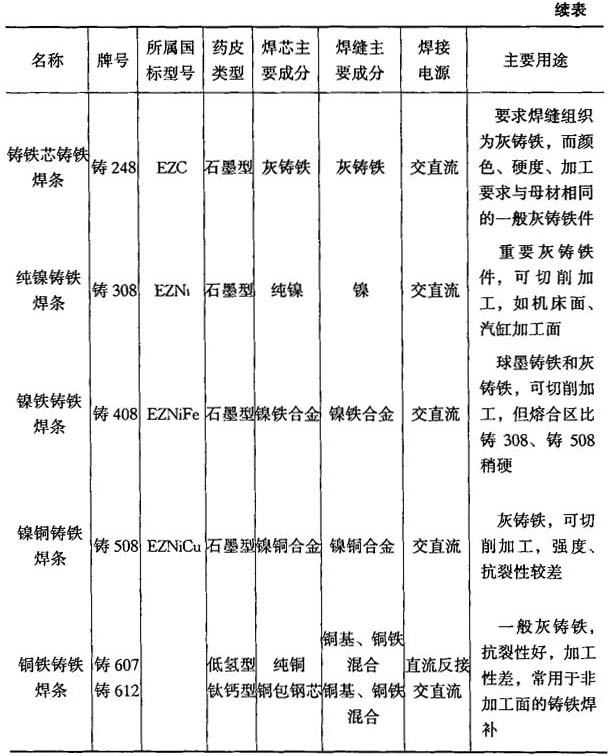
焊接材料除了国标GB10044—88《铸铁焊条及焊丝》规定的外,还可用18-8型不锈钢焊条及其他高铬镍焊条.铸铁手工电弧焊常用的焊条如表10-43所示.
表10-43 常用铸铁焊条
10.2.5.3 灰口铸铁焊补工艺
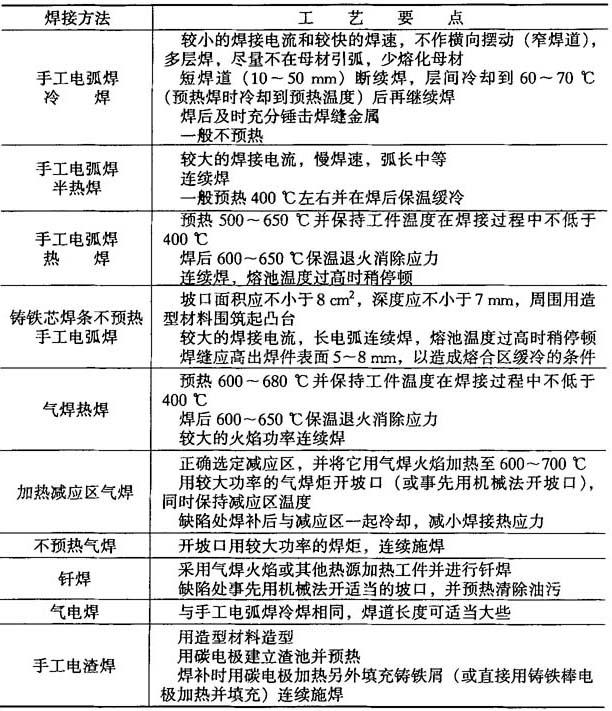
各种焊接方法焊补铸铁的工艺要点如表10-44所示.
表10-44 各种焊接方法焊补铸铁的工艺要点
- 中医儿科学讲义是什么意思
- 中医儿科常见病证治概述是什么意思
- 中医儿科手册是什么意思
- 中医儿科概要是什么意思
- 中医儿科纲要是什么意思
- 中医儿科血液病诊疗经验是什么意思
- 中医儿科诊疗学是什么意思
- 中医儿科集成是什么意思
- 中医儿科集成是什么意思
- 中医免疫是什么意思
- 中医免疫医学是什么意思
- 中医入门是什么意思
- 中医全息论是什么意思
- 中医全息诊疗学是什么意思
- 中医养生学是什么意思
- 中医养生康复学专业是什么意思
- 中医养老论是什么意思
- 中医内妇儿科护理是什么意思
- 中医内妇儿科护理是什么意思
- 中医内科是什么意思
- 中医内科是什么意思
- 中医内科是什么意思
- 中医内科临床手册是什么意思
- 中医内科临床手册是什么意思
- 中医内科临床治疗学是什么意思
- 中医内科临床治疗学是什么意思
- 中医内科临床治疗学是什么意思
- 中医内科临证备要是什么意思
- 中医内科临证备要是什么意思
- 中医内科临证手册是什么意思
- 中医内科全书是什么意思
- 中医内科多选题集是什么意思
- 中医内科学是什么意思
- 中医内科学是什么意思
- 中医内科学是什么意思
- 中医内科学是什么意思
- 中医内科学是什么意思
- 中医内科学是什么意思
- 中医内科学是什么意思
- 中医内科学是什么意思
- 中医内科学是什么意思
- 中医内科学是什么意思
- 中医内科学是什么意思
- 中医内科学中级讲义是什么意思
- 中医内科常见疾病临床手册是什么意思
- 中医内科急症是什么意思
- 中医内科急症医案辑要是什么意思
- 中医内科急症学是什么意思
- 中医内科急症学简编是什么意思
- 中医内科急症证治是什么意思
- 中医内科急症证治是什么意思
- 中医内科急症证治是什么意思
- 中医内科手册是什么意思
- 中医内科证方歌诀是什么意思
- 中医内科证治精要是什么意思
- 中医内科辨证学是什么意思
- 中医内科辨证学是什么意思
- 中医内科辨证学是什么意思
- 中医分科是什么意思
- 中医刊授丛书是什么意思