铁素体钢与奥氏体钢的焊接
(一)铁素体钢与奥氏体钢焊接工艺
手工电弧焊铁素体钢与奥氏体钢既可采用高铬焊条,也可采用铬镍奥氏体焊条。当焊缝金属为奥氏体-铁素体双相组织时,铁素体钢与奥氏体钢的焊接抗热裂性好,常温下塑性很高。对于500℃以下工作的高铬钢与奥氏体钢异种焊接接头,要选用奥氏体焊条或奥氏体-铁素体焊条,这样可以降低焊前预热温度。当使用温度高于500℃时,选用高铬焊条为佳。
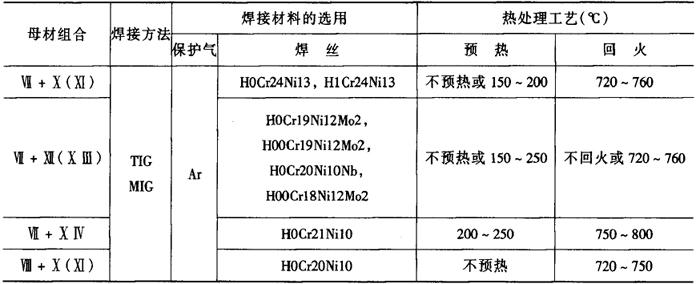
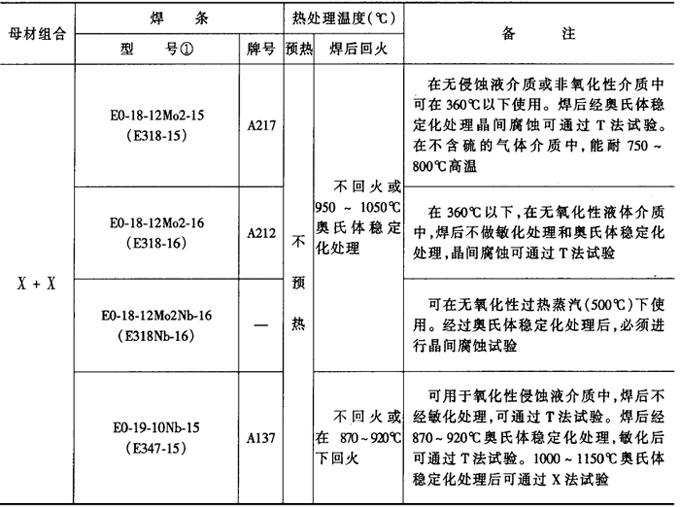
铁素体钢与奥氏体钢焊接的焊条、预热温度和回火温度见表2-6-23。气体保护焊的焊接材料及预热、回火工艺见表2-6-24。焊前预热可防止产生冷裂纹,焊后热处理可降低残余应力,使焊接接头组织均匀化,提高其塑性和耐蚀性。
表2-6-23 铁素体钢与奥氏体钢焊接用焊条、预热温度和回火温度[2]
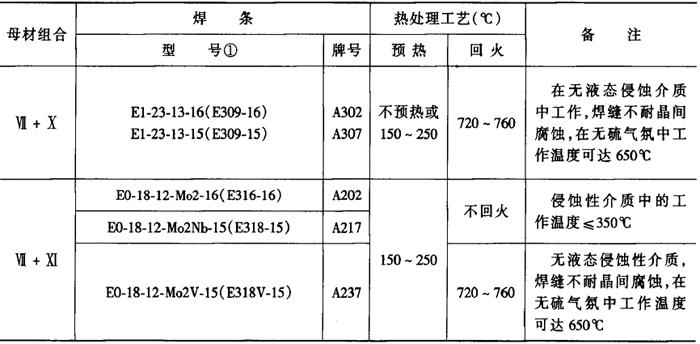
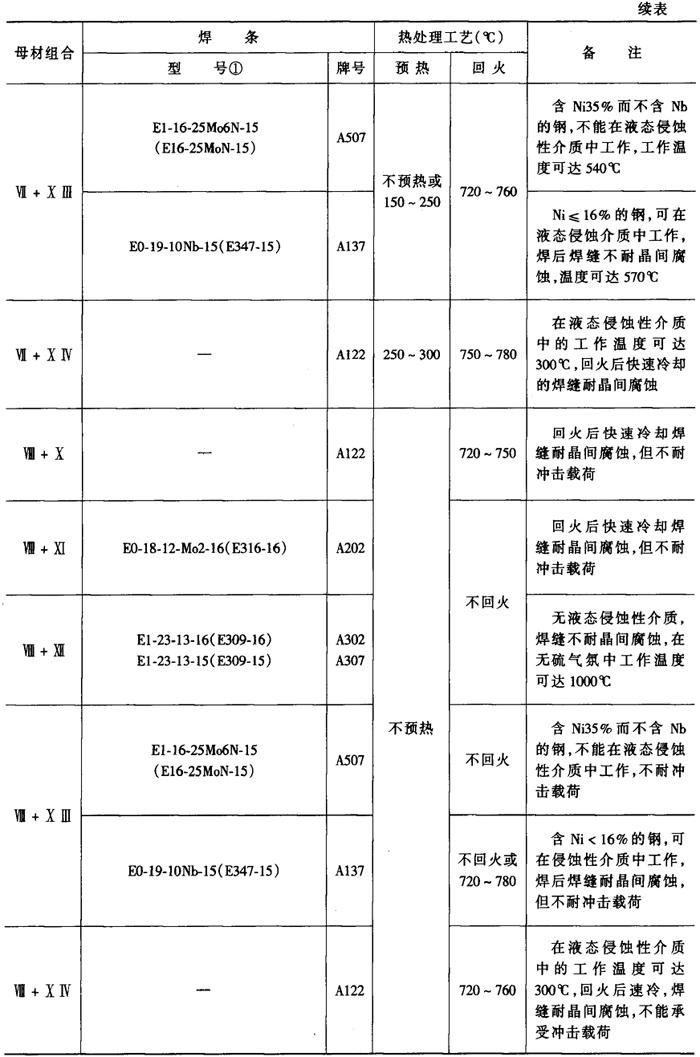
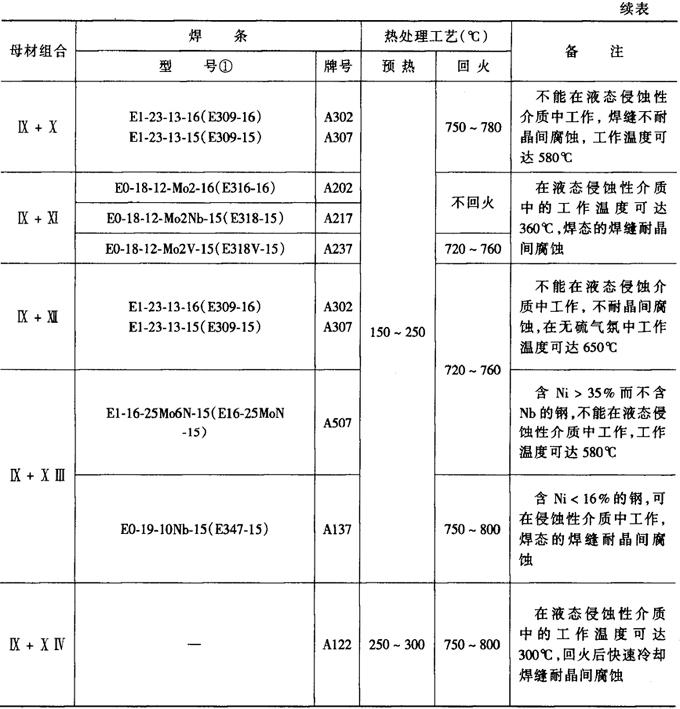
注:①括号内为GB/T983-1995型号。
表2-6-24 铁素体钢与奥氏体钢气体保护焊的焊接材料及预热、回火工艺
(二)奥氏体钢和奥氏体-铁素体钢的焊接
1.奥氏体钢和奥氏体-铁素体钢的分类和焊接性
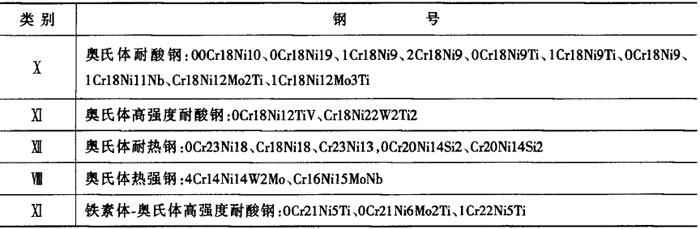
奥氏体钢和奥氏体-铁素体钢(铬镍钢)可分为五类(表2-6-25),它们可以相互组成15种组合。
表2-6-25 奥氏体钢和奥氏体-铁素体钢的分类[1]
焊接铬镍钢时在焊缝和近缝区易产生热裂纹,选择合适的焊接材料,使焊缝获得奥氏体-铁素体或奥氏体-碳化物的双相组织(铁素体的含量不小于2.5%~3%),并采取预热等工艺措施,可获得抗热裂性能良好的焊缝。对于在腐蚀性介质中工作的铬镍钢,保证焊接接头的耐腐蚀性,特别是耐晶间腐蚀性能是焊接的第二个困难。焊接铬镍钢的第三个问题是保证焊缝金属的热强性。
2.焊接工艺
异种铬镍钢焊接时,主要是依据焊件的工作条件(如温度、介质种类等),以及铬镍钢本身的性能选用相应的奥氏体不锈钢焊条。如对于低温下工作和承受冲击载荷的异种铬镍钢接头,要选用含镍量较高的焊条,以减少熔合线附近脆性马氏体层的宽度和冲击韧性下降的幅度。
对于含铬高于或接近于镍的铬镍钢,可以选用工艺性好的奥氏体-铁素体焊接材料,这可保证焊缝具有奥氏体-铁素体组织。焊接材料中合金化元素的含量取决于构件的工作条件和它对热处理的要求。对于镍含量超过铬的铬镍钢,不能用奥氏体-铁素体焊接材料。因为在焊缝中合金元素镍稍有增加,就会使焊缝成为单相的奥氏体,易于产生裂纹。这种奥氏体钢焊接可以使用单相奥氏体或奥氏体+碳化物组织的焊接材料,但必须添加防止产生裂纹的合金元素。
对于上述两类钢之间的接头,也应采用奥氏体或奥氏体+碳化物组织的焊接材料。
异种铬镍钢焊接接头热处理工艺的选择取决于钢材的牌号、构件的形状和工作条件。不需要消除焊接应力和在中等温度下工作的一般耐热钢焊接时,可以不进行焊后热处理。对于制造要求或使用条件中规定要消除焊接应力的构件,则在800~850℃下做稳定化处理就足够了。而对于在高温下工作的构件来说,焊接构件最好在1100~1150℃下做奥氏体化处理。但如果要求抗晶间腐蚀时,奥氏体化处理温度就不要超过1050℃。如果焊接接头中使用了弥散强化的铬镍钢,则焊后必须进行热处理来恢复近缝区的性能,此时,热处理工艺的选择,通常按弥散强化钢的要求进行。
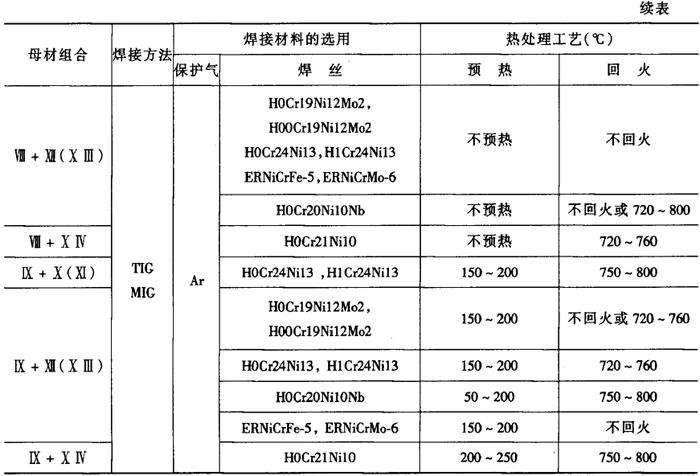
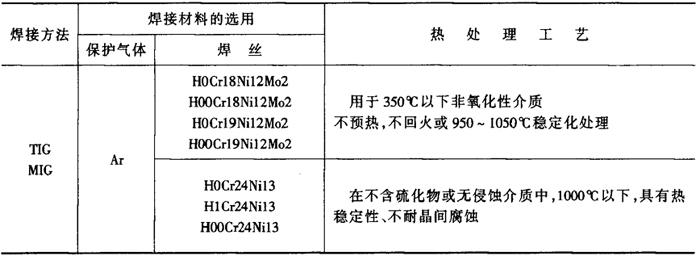
异种铬镍钢焊接时焊接材料、预热及热处理工艺见表2-6-26。气体保护焊的焊接材料见表2-6-27。
表2-6-26 异种铬镍钢焊接的焊接材料、预热及热处理工艺[2]
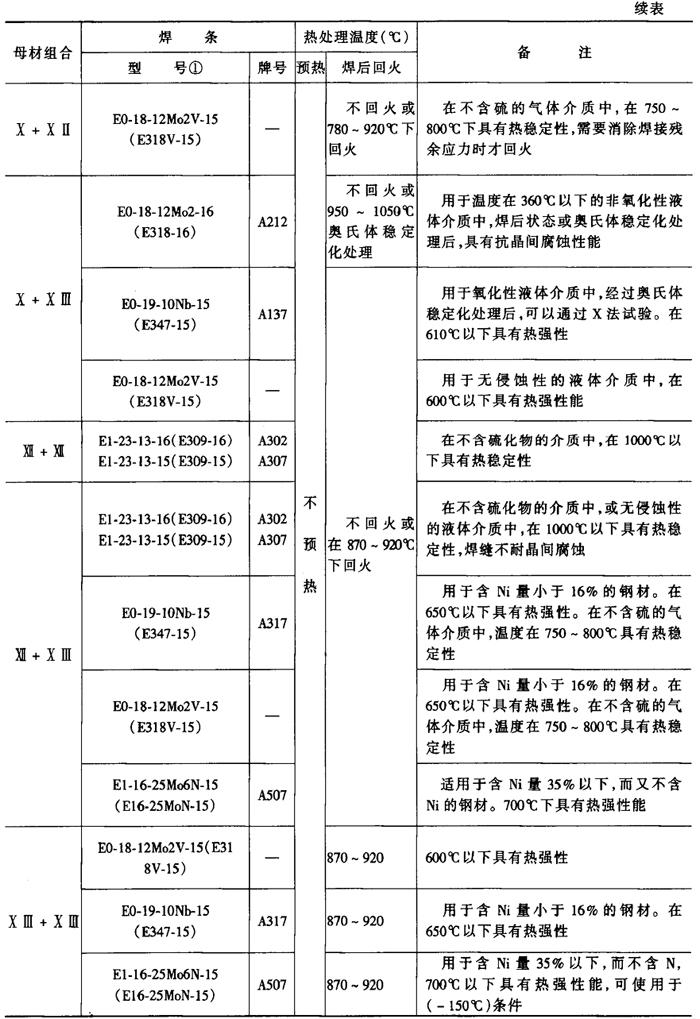
注:①括号内为GB/T983-1995型号。
表2-6-27 异种铬镍钢气体保护焊的焊接材料[4]
- Antimony trifluoride是什么意思
- Antimony triiodide是什么意思
- Antimony trioxide是什么意思
- Antimony trisulfide是什么意思
- Antimycin A1是什么意思
- Antimycoticum A是什么意思
- Antioxidant KSM,KSM-EM-33%,TSP,DS,DS/F,NKF是什么意思
- Antioxidant KSM,KSM-EM-33%,TSP,DS,DS/F,NKF是什么意思
- Antioxidant Q-328是什么意思
- Antioxidant Q-328是什么意思
- Antipyrine是什么意思
- Antistat68是什么意思
- Antistat 68是什么意思
- AOD炉与VOD炉主要工艺参数比较是什么意思
- AOD炉的精炼工艺是什么意思
- Apeu virus是什么意思
- Aphodius tasmaniae entomopoxvirus(Goodwin & Filshie)是什么意思
- Aphthovirus是什么意思
- Apiezon J是什么意思
- Apiezon L是什么意思
- Apiezon M是什么意思
- Apiezon N是什么意思
- Apis iridescent virus是什么意思
- API-300(RFA-300)型烟草自动分析仪是什么意思
- Apoatropine hydrochloride是什么意思
- Apoi virus是什么意思
- Apomorphine hydrochloride是什么意思
- Aporia erataegi nuclear polyhedrosis virus是什么意思
- Apple chlorotic leaf spot virus(Cadman & Cropley)是什么意思
- Apple mesaic virus(Bradford & Joley)是什么意思
- Apple stem grooving virus(Lister et al.)是什么意思
- Aprotinin from borine lung是什么意思
- APU-Ⅰ 聚氨酯复鞣填充树脂是什么意思
- AP脱脂剂是什么意思
- Arabiis mosaic virus(Smith & Markham)是什么意思
- Arabinogalactan from larch wood是什么意思
- Arabinose paper是什么意思
- Arachidic acid是什么意思
- Arachidonic acid是什么意思
- Aransas Bay virus是什么意思
- Araujia mosaic virus是什么意思
- Arbovirus是什么意思
- Arbutin是什么意思
- ArcView GIS基础知识是什么意思
- Arecoline hydrobromide是什么意思
- Arenaviridae是什么意思
- Arenavirus是什么意思
- Arginase from bovine liver是什么意思
- Aride virus是什么意思
- Arkansas bee virus(Bailey & Woods)是什么意思
- ARL造纸法烟草薄片设备是什么意思
- Armeen SD是什么意思
- Armostat310,410是什么意思
- Armostat 310,410是什么意思
- Armostat375,450,475,575是什么意思
- Armostat 375,450,475,575是什么意思
- Aroclor 1232是什么意思
- Arracacha virus A(Jones & Kenten)是什么意思
- Arracacha virus B(Kinten & Jones)是什么意思
- Arsenazo K是什么意思