配方及工艺条件
(一)配方
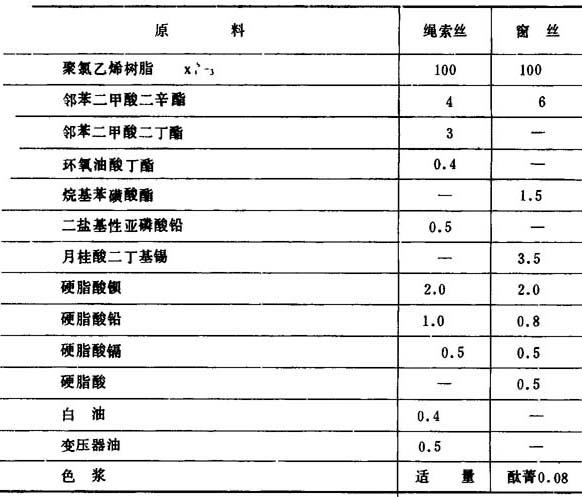
生产单丝所用聚氯乙烯树脂的聚合度以1000~1100为宜,聚合度低的树脂加工虽容易,但单丝的强度和耐热性差,反之则加工困难。增塑剂用量多有利于加工,但影响单丝强度和收缩性能,一般用量在5份左右较宜。生产小于100d的单丝时,在配方中可以加入3份环氧增塑剂,以改善其加工性能。稳定剂系统最好使用液体复合型稳定剂,以防止因固体热稳定剂的颗粒较大而在牵伸时增加断头。有关助剂的选用,可参见第二章。现将绳索和窗纱所用单丝的配方举例如下。
表4-5-4 配方举例
(二)工艺条件
1.挤出温度
挤出温度随挤出成型机的规格、螺杆转速及配方不同而异,下列例子仅供参考。
表4-5-5 挤出温度举例

2.冷却
为防止喷丝板挤出的熔融物料互相粘结及热氧降解,应引入冷却水浴予以迅速冷却,然后进行定向牵伸。水面与喷丝板距离以小于50mm为宜,冷却水温度应控制在30~50℃。如温度高,单丝就不能迅速冷却定型,会在冷却水槽内受导辊的压力而变形,且会发生相互粘结,造成牵伸断头。如冷却水温度过低,则单丝由于急剧冷却而收缩不均匀,常呈椭圆形,冷却水温度愈低单丝的椭圆度愈大。单丝冷却时沿纤维表面就会形成皮层,冷却水温度过低,皮层就过厚致使下一步热牵伸困难,断头率增加。
由喷丝孔至第一对牵伸辊的牵伸倍数应控制在2.5左右,如牵伸过大会造成喷丝板处断头,同时单丝部分前期取向,不利于下一步牵伸工艺。
3.牵伸
(1)牵伸温度
聚氯乙烯单丝的牵伸温度,用热水浴牵伸时一般控制在95~98℃,如用其它加工方法,则牵伸温度可适当提高。总之温度过低影响牵伸倍率,同时断头率增加。聚氯乙烯单丝细度为300d,牵伸倍数为4.5时,牵伸温度与单丝强度的关系参见图4-5-9所示。
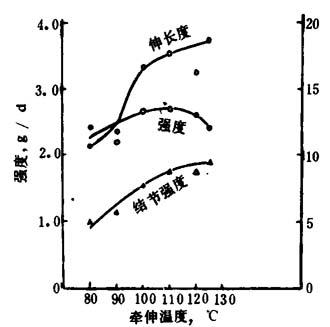
图4-5-9 牵伸温度与单丝强度及伸长率关系
(2)牵伸倍数
聚氯乙烯单丝的牵伸倍数一般控制在3~5倍,适当提高牵伸倍数,单丝的拉伸强度虽然增加,但其结节强度降低。这种单丝只适用于绳索而不适用于织网,因此牵伸倍数应根据单丝的用途而定。牵伸倍数超过一定数值后,拉伸强度和结节强度均会下降,见图4-5-10所示。
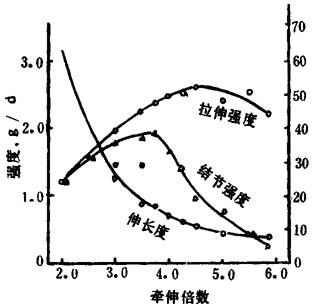
图4-5-10 PVC单丝牵伸倍数与结节、牵伸强度关系
4.热定型
经取向的单丝,其内应力较大,故收缩率较高,在卷取时常会损坏卷取筒,再则在使用时也会受热收缩而影响使用价值,故宜进行热定型处理。热处理水温应比牵伸温度高2~3℃,而牵引速度则应比第二对牵伸辊减少2~5%。热处理后的单丝不仅收缩率减小,且收缩温度比未经处理的单丝约高10℃,在70℃左右才开始收缩。
5.卷取
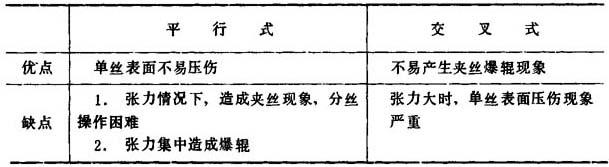
卷取的线速度应等于第三个牵伸辊的线速度,通用力矩电机使单丝在卷取过程中保持恒定张力。为使单丝平整均匀地卷取在筒子上,应有排丝,排丝形式有平行式和交叉式两种,由导丝杠的转速和导轨的形式决定。
表4-5-6 两种排丝方式比较
- anagram是什么意思
- anahata nada是什么意思
- anahata sabda是什么意思
- anaheim是什么意思
- anahras是什么意思
- anaikantika是什么意思
- ana ka是什么意思
- anaka是什么意思
- anakadundubhi是什么意思
- anakas是什么意思
- anala是什么意思
- analamba是什么意思
- ana latung是什么意思
- anala ⅰ是什么意思
- anala ⅱ是什么意思
- analects是什么意思
- analepsia是什么意思
- analgesics是什么意思
- analog=analogue是什么意思
- analog circuit是什么意思
- analog computer是什么意思
- analog-to-digital conversion是什么意思
- analphabet是什么意思
- analysand是什么意思
- analyse是什么意思
- analytical chemistry是什么意思
- analytic(或coordinate)geometry是什么意思
- anam是什么意思
- anamabhavada是什么意思
- anamayakosa是什么意思
- anambhatta是什么意思
- anamitra ⅰ是什么意思
- anamitra ⅱ是什么意思
- anamitra ⅲ是什么意思
- anamitra ⅳ是什么意思
- anamnesis是什么意思
- anamorphic是什么意思
- anamorphosis是什么意思
- anan是什么意思
- anana是什么意思
- anan akan是什么意思
- anan and mother india是什么意思
- ananata是什么意思
- ananda是什么意思
- anandabazar patrika是什么意思
- ananda brahma是什么意思
- ananda (caksusa)是什么意思
- ananda coomaraswamy是什么意思
- anandam是什么意思
- anandamath是什么意思
- anandamaya是什么意思
- anandamayakosa是什么意思
- anandamayi是什么意思
- anandapur是什么意思
- anandapura是什么意思
- anandarupam amritam是什么意思
- anandarupamamritam yadvibhati是什么意思
- anandasundarika是什么意思
- ananda tandava是什么意思
- anandavardhana是什么意思