脉冲钨极氩弧焊(简称CP-TIG)
1.CP-TIG焊特点
由基本电流维持电弧稳定燃烧,用可控的脉冲电流加热熔化焊件。每来一个脉冲形成一个点状熔池,脉冲停歇时间熔池凝固形成一个焊点,通过焊速和脉冲间隙的调节,得到相互搭接的焊点,便可获得连续气密性焊缝。其特点如下:
(1)便于控制线能量和熔池的大小,易于实现全位置焊接和单面焊双面成形,对于薄板焊接尤为适宜,我国已用CP-TIG方法实现了0.05mm厚的不锈钢波纹管的焊接。
(2)适于热敏感材料的焊接:因为熔池冷凝快,高温停留时间短,可以减少热敏感材料焊接时的热裂倾向。
(3)每个焊点加热时间短,冷却迅速,适合于厚度差别和导热性能差别大的焊件的焊接。
2.CP-TIG焊的规范参数选择
(1)CP-TIG焊分直流、交流两种,其电流波形如图5-7所示。其基本参数有Ip(ip)——脉冲幅值,Ib(ib)——基值电流,tp——脉冲电流持续时间(脉冲宽度),tb——脉冲间隙时间(基值电流持续时间), ——脉幅比,
——脉幅比, ——脉宽比,
——脉宽比, ——脉冲频率。T=tp+tb——脉冲周期。交流时Ip、Ib指有效值。
——脉冲频率。T=tp+tb——脉冲周期。交流时Ip、Ib指有效值。
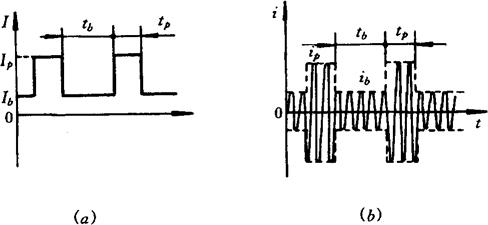
图5-7 CP-TIG焊电流波形图
(a)直流脉冲波形 (b)交流脉冲波形
(2)Ip与tp的选择:对于一种材料有一个最佳的Ip值,因此应在图5-8的横坐标上选择一个最佳Ip数值,Ip不受厚度影响。但不同厚度的工件每个焊点需要不同的脉冲能量(Iptp),所以应在图5-8纵坐标上找到合适脉冲时间tp。
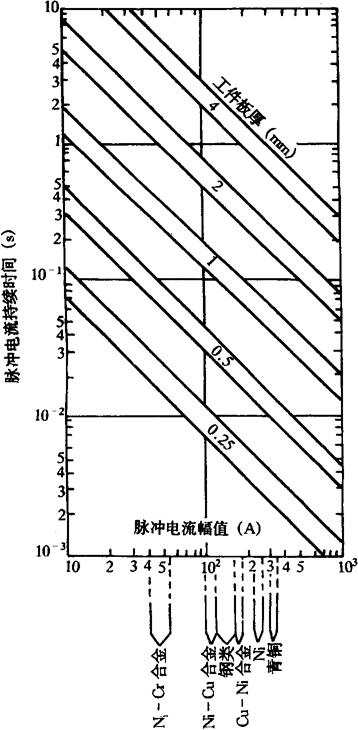
图5-8 不同材料不同厚度的脉冲电流参数
(3)基值电流Ib及脉冲间隙tb的选择:Ib与tb数值受到Ip、tp的制约。tb=(1~3)tp,Ib与Ip的关系应符合图5-9的要求,只有选择的Ib值落在虚线的左下方,才能够获得良好的焊缝成形。常用的范围:Ib=Ip(20~30)%。Ibtb的匹配应保证电弧稳定和在tb时间内熔池能够凝固。
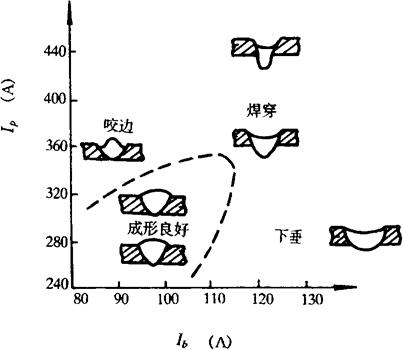
图5-9 Ip、Ib的组合对焊缝成形的影响
Ip——脉冲电流 Ib——基值电流
(4)脉冲频率fm的选择:为获得连续气密性焊缝,焊点间必须有足够的重叠量,为此必须保持焊速和脉冲频率之间有一定的关系。不同焊速需要的脉冲频率见表5-15。
表5-15 CP-TIG焊常用脉冲频率与焊速的关系

应当指出,当频率提高到几千至上万赫时,电弧特性将产生新的变化:电弧的磁缩力增强、电弧刚性增大,熔池受超声振动的影响使其流动性增加、物理化学冶金过程得到改善,有利于焊缝质量的提高,适于快速焊接。我国利用高频脉冲氦弧焊,焊接重要结构的铝合金产品获得良好效果。
(5)RA,RW的选择:幅值比RA和脉宽比RW增大时,电流的脉冲特性显着增加,这有利于降低热裂纹倾向。但RA,RW过大会产生焊缝咬边现象。
3.CP-TIG焊常用参考规范
表5-16 不锈钢薄板CP-TIG焊工艺参数
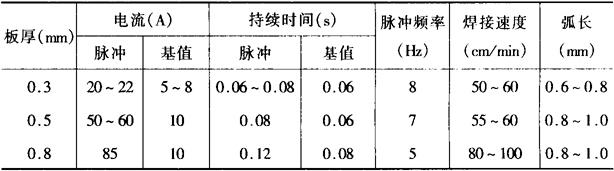
注:电流极性为直流正接。
表5-17 不同材料管子全位置CP-TIG焊工艺参数
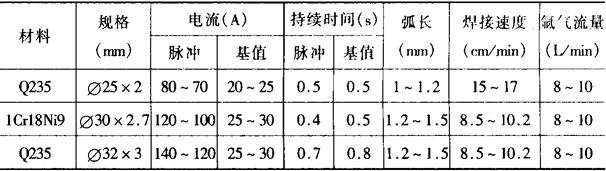
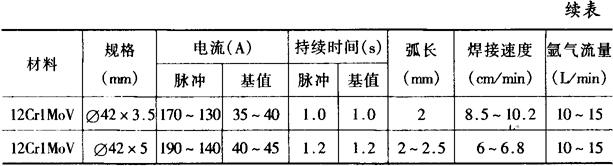
注:1.电流极性为直流正接。
2.为形成焊缝余高,焊前端部适当镦粗或适当填丝,或用手弧焊盖面。
表5-18 钛及钛合金自动CP-TIG焊规范参数
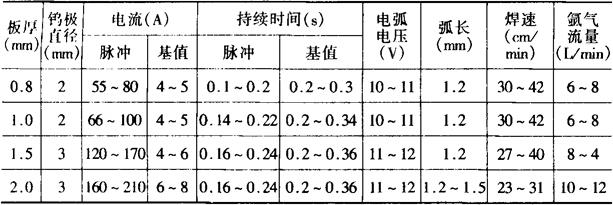
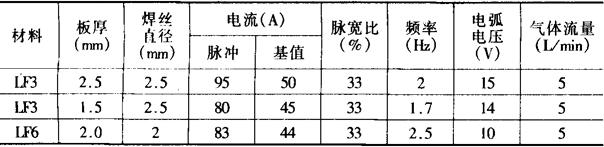
表5-19 LF3,LF6铝合金CP-TIG焊工艺规范(交流)
- 𧗌是什么意思
- 𧗏是什么意思
- 𧗒是什么意思
- 𧗖是什么意思
- 𧗩是什么意思
- 𧗲是什么意思
- 𧗳是什么意思
- 𧗴是什么意思
- 𧗴道是什么意思
- 𧗵是什么意思
- 𧗸是什么意思
- 𧗹是什么意思
- 𧘂是什么意思
- 𧘈是什么意思
- 𧘈䘨是什么意思
- 𧘍是什么意思
- 𧘏是什么意思
- 𧘐是什么意思
- 𧘐肩是什么意思
- 𧘐衫是什么意思
- 𧘑是什么意思
- 𧘑繵是什么意思
- 𧘓是什么意思
- 𧘜是什么意思
- 𧘞是什么意思
- 𧘞朋是什么意思
- 𧘞袚是什么意思
- 𧘟是什么意思
- 𧘢是什么意思
- 𧘧是什么意思
- 𧘨是什么意思
- 𧘮是什么意思
- 𧘸是什么意思
- 𧘸子是什么意思
- 𧘹是什么意思
- 𧘽是什么意思
- 𧘽咱是什么意思
- 𧘿是什么意思
- 𧘿衳是什么意思
- 𧙀是什么意思
- 𧙁是什么意思
- 𧙃是什么意思
- 𧙄是什么意思
- 𧙆是什么意思
- 𧙉是什么意思
- 𧙏是什么意思
- 𧙔是什么意思
- 𧙝是什么意思
- 𧙞是什么意思
- 𧙟是什么意思
- 𧙡是什么意思
- 𧙣是什么意思
- 𧙥是什么意思
- 𧙭是什么意思
- 𧚀是什么意思
- 𧚁是什么意思
- 𧚂是什么意思
- 𧚄是什么意思
- 𧚅是什么意思
- 𧚅子是什么意思