美国埋弧焊用低合金钢焊丝和焊剂标准
美国国家标准ANSI/AWS A5.23/A5.23M-1997《埋弧焊用低合金钢焊丝和焊剂标准》规定了埋弧焊用低合金钢焊丝和焊剂的分类要求。
焊剂-焊丝组合可以用美国惯用单位(A5.23)或国际单位制(A5.23M)分类,并必须满足每一体系类别的所有要求。
在AWS A5.23/A5.23M中焊丝分为实心焊丝和组合焊丝两种,由于我国基本上不使用组合焊丝,故在本节中对组合焊丝不加阐述。实心焊丝的化学成分见表2.5-8,用特定焊剂和特定类别焊丝组合所得焊缝金属的化学成分见表2.5-9。焊缝金属的力学性能见表2.5-10和表2.5-11。推荐的热处理条件见表2.5-12的规定。
表2.5-8 实心焊丝的化学成分要求
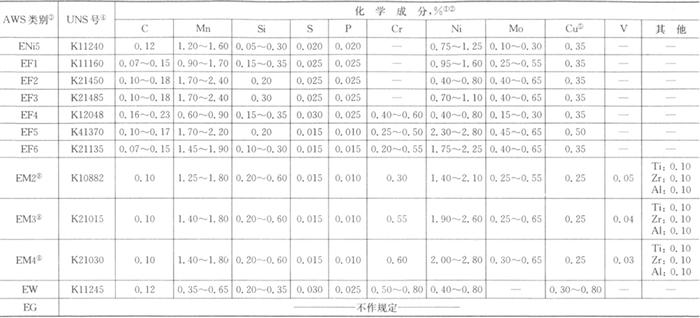
注:①焊丝应对在本表中示出数值的规定元素进行分析。如果在分析过程中显示出有其他元素存在,应确定那些元素的数量,以保证它们的总含量(除铁外)不超过0.50%。
②单个数值为最大值。
③加上字母“N”作为后缀是一个供选用的附加代号,它表明对磷、钒和铜的含量的限制如下:P≤0.012%,V≤0.05%,Cu≤0.08%;解释和预期用途见A2.1。
④SAE/ASTM金属和合金的统一编号体系。
⑤含铜量的极限制包括焊丝上应用的任何镀层。
⑥EL12和EM12K类别与ANSI/AWS A5.17/A5.17M《埋弧焊用碳钢焊丝和焊剂标准》中那些同样类别完全等同。它们在本标准中被包括进来是因为它们有时和某一合金化焊剂一起熔敷表2.5-9中分类的某些焊缝金属。
⑦加上字母“R”作为后缀是一个供选用的附加代号,它表明对硫、磷、铜、砷、锡、锑含量的限制如下:S≤0.010%,P≤0.010%,Cu≤0.15%,As≤0.005%,Sn≤0.005%,Sb≤0.005%。
⑧带前缀“EM”类别的成分范围是预定符合军用标准中类似焊丝的范围。
表2.5-9 焊缝金属的化学成分要求(焊剂-实心焊丝和焊剂-组合焊丝组合)
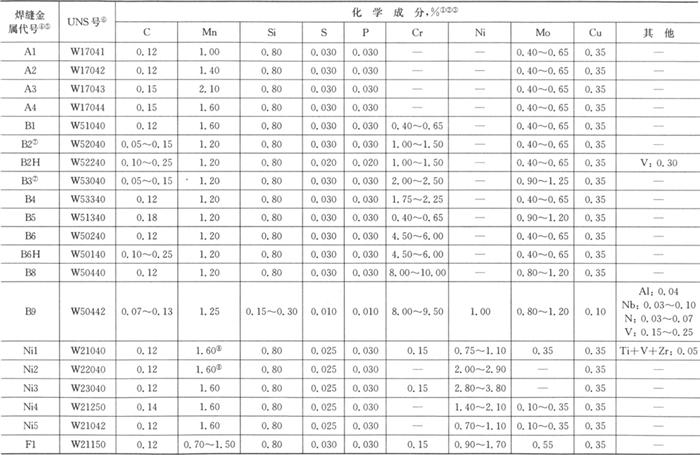
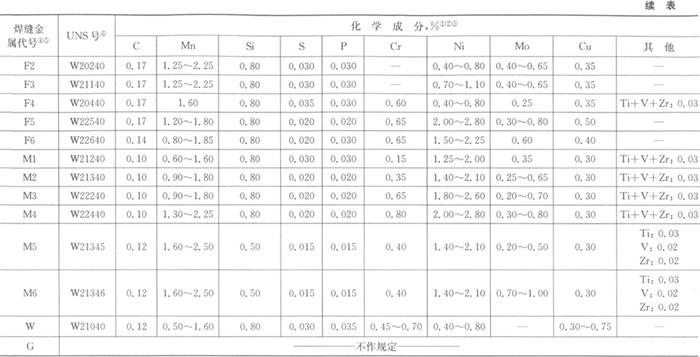
注:①焊缝金属应对在本表中示出数值的规定元素进行分析。如果在分析过程中显示出有其他元素存在,应确定那些元素的数量,以保证它们的总含量(除铁外)不超过0.50%。
②单个数值为最大值。
③可以从坡口焊缝中的焊缝金属的相应部位(或在它上面的任何部位)或拉断的拉伸试样的减缩截面中的焊缝试块取化学分析试样,当有争议时,焊缝试块应是仲裁方法。
④组合焊丝的代号是在相应的焊缝金属类别的前面放置“EC”。
⑤加上字母“N”作为后缀是一个供选用的附加代号,它表明对磷、钒和铜的含量的限制如下:P≤0.012%,V≤0.05%,Cu≤0.08%。
⑥SAE/ASTM金属和合金的统一编号体系。
⑦加上字母“R”作为后缀是一个供选用的附加代号,它表明对硫、磷、铜、砷、锡、锑含量的限制如下:S≤0.010%,P≤0.010%,Cu≤0.15%,As≤0.005%,Sn≤0.005%,Sb≤0.005%,这些降低了的残余元素极限必须满足分步冷却用途“×”因素的要求。
⑧Ni1和Ni2类别中的锰,当含碳量被限制在最大0.10%时,焊缝金属可最大含1.8%Mn。
表2.5-10 拉伸试验要求
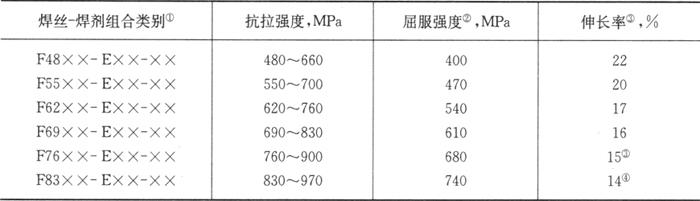
注:①当所分类的焊剂是压碎的焊渣或压碎的焊渣与未用过(原始)的焊剂混合物时,在字母“F”后的字母“S”是类别代号的一部分。当所分类的焊丝是组合焊丝时,在字母“E”后的字母“C”是类别代号的一部分。本表中类别号各个位置上用的字母“×”分别代表热处理状态、焊缝金属韧性、焊丝类别号和焊缝金属的化学成分。类别代号的完整解释见131页。
②最低要求。屈服强度为在0.2%残余变形时的强度,标距长度为51mm。
③对于F76××-E××-××,F76××-EC××-××,F83××-E××-××和F83××-EC××-××焊缝金属,在它们抗拉强度范围上扬25%时,伸长率可降低1%。
表2.5-11 冲击试验要求①②
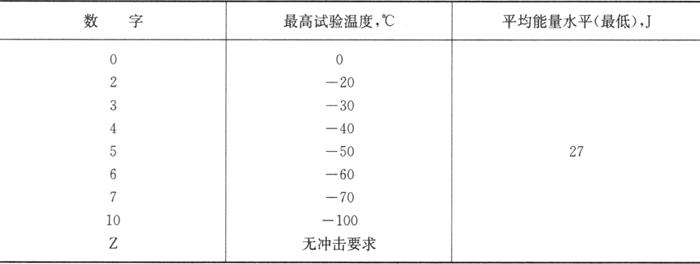
注:①根据焊缝金属冲击试验结果,制造厂应在类别号中插入表中的合适数字,如134页图中所示那样。
②满足给定温度下冲击要求的由特定焊剂-焊丝组合焊得的焊缝金属亦能满足本表中所有更高温度下的要求(即满足数字5的焊缝金属亦能满足数字4,3,2,0和Z的要求)。
③带“N”后缀的焊缝金属在室温亦应有至少102J夏比V型缺口能量水平。
表2.5-12 预热、层间和焊后热处理温度①
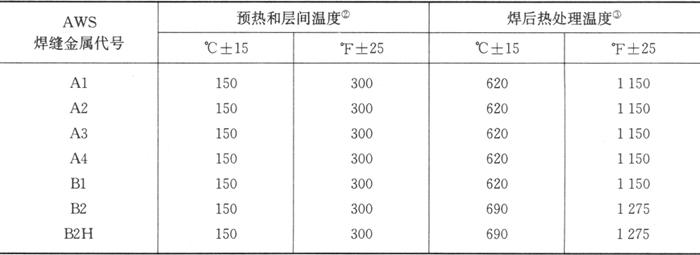
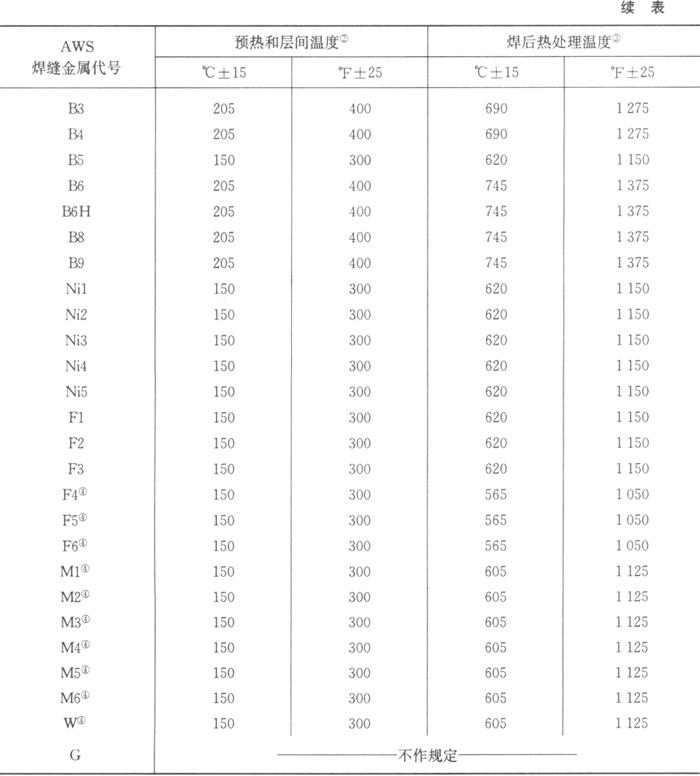
注:①这些温度是对于按本标准进行试验和分类的焊丝和焊剂所作出的规定,并不一定要被推荐用于生产。生产焊接中的这些特定要求应由用户决定。可与这里提出的相同,也可以不同。
②这里所列的预热和层间温度应用于试件,不管焊丝-焊剂组合是在焊态下或在焊后热处理状态下进行分类。它们是为了一致性的目的才要求的,并不一定是为制造任何特定的焊件所满意的温度。制造者应为自己确定那里所要求的温度。
③在焊后热处理状态下进行分类的焊丝-焊剂组合应在对每一组合所示的温度下进行保温1h的热处理。
④这些类别正常地用于焊态。
按A5.23/A5.23M标准分为一种类别的实心焊丝,不应再分为该标准中的任何其他类别。当焊丝与不同的焊剂使用时,可以分为一种以上的类别。对焊缝金属处于焊态或焊后热处理状态其中之一,或两者,并使用不同类别的焊丝,焊剂可被分类为任何数的类别。
按该标准分类的焊丝和焊剂通常用于埋弧焊,也可以用在其他焊接方法中。
具体表示方法如下:
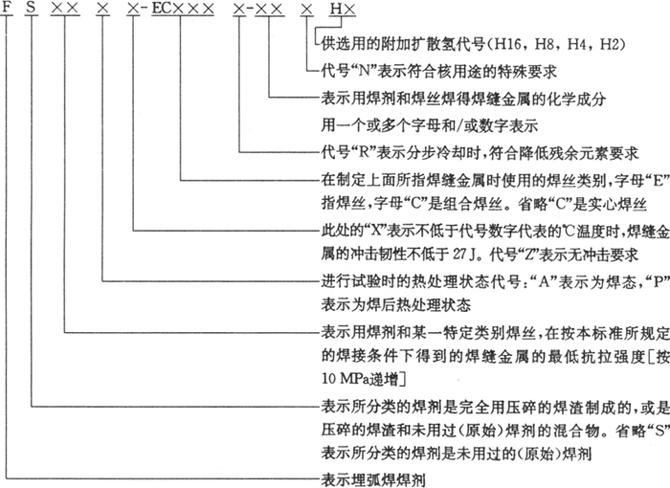
例如:
F62P2-EB3-B3是焊剂-焊丝组合的一个完整代号。它表示一种焊剂在标准所要求条件下,用EB3焊丝焊接,所得焊缝金属在焊后热处理状态下,具有620~760MPa抗拉强度和-20℃下至少27J夏比V型缺口冲击吸收功。在第二位上没有“S”表示所分类的焊剂是原始焊剂。焊缝金属成分为B3。
- 输税是什么意思
- 输穴是什么意思
- 输竭是什么意思
- 输籍是什么意思
- 输籍定样是什么意思
- 输籍法是什么意思
- 输粟是什么意思
- 输粟补官是什么意思
- 输精是什么意思
- 输精管是什么意思
- 输精管与射精管是什么意思
- 输精管串珠状硬结是什么意思
- 输精管内注药绝育是什么意思
- 输精管动脉是什么意思
- 输精管吻合术是什么意思
- 输精管和射精管是什么意思
- 输精管夹是什么意思
- 输精管征是什么意思
- 输精管炎是什么意思
- 输精管电凝术是什么意思
- 输精管电凝绝育是什么意思
- 输精管畸形是什么意思
- 输精管粘堵术是什么意思
- 输精管精囊炎是什么意思
- 输精管精囊造影是什么意思
- 输精管结扎是什么意思
- 输精管结扎对免疫系统影响是什么意思
- 输精管结扎对睾丸附睾影响是什么意思
- 输精管结扎术是什么意思
- 输精管结扎术后再生育是什么意思
- 输精管结扎术后并发症是什么意思
- 输精管附睾吻合术是什么意思
- 输精道x线造影检查是什么意思
- 输精道阻塞不育是什么意思
- 输纳是什么意思
- 输纸辊是什么意思
- 输耍是什么意思
- 输耍不成人是什么意思
- 输肝写胆是什么意思
- 输肝剖胆是什么意思
- 输肝沥胆是什么意思
- 输肝胆是什么意思
- 输脉是什么意思
- 输脱是什么意思
- 输节竭诚是什么意思
- 输荣是什么意思
- 输落是什么意思
- 输蚀是什么意思
- 输血是什么意思
- 输血与血型是什么意思
- 输血事故是什么意思
- 输血及血液成分输血是什么意思
- 输血反应是什么意思
- 输血后紫癜是什么意思
- 输血后紫癜综合征是什么意思
- 输血后肝炎是什么意思
- 输血器是什么意思
- 输血性疟疾是什么意思
- 输血技术手册是什么意思
- 输血指南是什么意思