等离子弧焊的类型
1.小孔型等离子弧焊
又称穿孔型、锁孔型、穿透型等离子弧焊。它是利用等离子弧能量密度大、挺直度好、离子流冲力大的特点,将工件完全熔透,并将工件穿一小孔,离子流从背面小孔穿出。熔化金属在电弧吹力、液体金属重力、表面张力互相作用下保持平衡。当小孔随焊接速度向前移动时,在电弧的后方锁闭,形成完全焊透的焊缝。焊缝的形成过程如图6-8所示。小孔型等离子弧焊适用的厚度范围见表6-1。能否实现一次穿透工件,实现小孔型焊接,这与离子弧能量密度有关。随着工件厚度增加,所需能量密度增大,离子弧能量密度是有限的,所以这种方法适用的板厚受到限制。
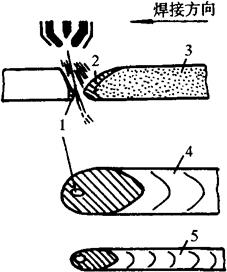
图6-8 小孔等离子弧焊焊缝成形过程
1-小孔 2-熔池 3-焊缝 4-焊缝正面 5-焊缝反面
表6-1 小孔等离子弧焊一次穿透的厚度

注:不加衬垫,单面焊双面成形。
2.熔透型等离子弧焊
也称熔入型、熔融型等离子弧焊。是离子气流量较小,弧柱压缩程度较弱的一种等离子弧焊。在焊接过程中,只熔化工件,不产生小孔效应。焊缝成形过程与钨极氩弧焊相类似,随着焊枪向前移动,熔池金属凝固形成焊缝。它适用于单面焊双面成形和厚板多层焊。
3.微束等离子弧焊
又称针状等离子弧焊,是指30A以下的熔透型等离子弧焊。为了提高等离子弧的稳定性,采用小孔径压缩喷嘴( 0.6~1.2mm),联合型等离子弧。采用相应措施后,焊接电流小于1A仍能获得稳定的焊接电弧和焊接过程。微束等离子弧特别适合于薄板和细丝的焊接。焊接不锈钢时,最小厚度可以小到0.025mm。熔点和沸点低的金属和合金,如铅、锌等不适于等离子弧焊。
0.6~1.2mm),联合型等离子弧。采用相应措施后,焊接电流小于1A仍能获得稳定的焊接电弧和焊接过程。微束等离子弧特别适合于薄板和细丝的焊接。焊接不锈钢时,最小厚度可以小到0.025mm。熔点和沸点低的金属和合金,如铅、锌等不适于等离子弧焊。
4.熔化极等离子弧焊
是等离子弧与熔化极电弧焊相组合的一种焊接方法。与等离子弧焊比较,其优点是:焊丝受等离子弧预热,熔化功率大,焊接速度高。熔化功率和工件上的输入热量可以单独调节。熔化极直流电源,采用直流反接时有去除氧化膜的阴极破碎作用,所以这种方法适用于焊铝、镁及其合金。
熔化极等离子弧焊有两种基本形式。图6-9为水冷喷嘴式。水冷喷嘴在强烈的直接水冷条件下,可以承担较大的等离子弧电流。在焊枪体中间送入一熔化极,熔化极与工件间接一直流电源。熔化极电弧在等离子弧中间燃烧。等离子弧起到预热熔化焊丝的作用,因此熔敷率很高,适用于堆焊。图6-10为钨极式熔化极等离子弧焊。在钨极与工件之间接有直流电源和高频引弧器,等离子弧在钨极与工件之间燃烧。熔化极与工件之间接直流电源,熔化极电弧在等离子弧中燃烧。在焊接导热性强的金属材料时,还可以在工件和喷嘴之间加一降压特性直流电源加热工件。
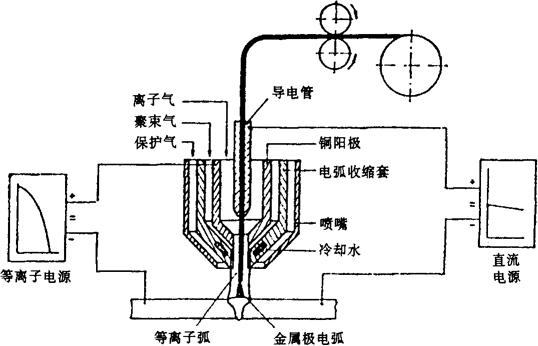
图6-9 水冷喷嘴式熔化极等离子弧焊
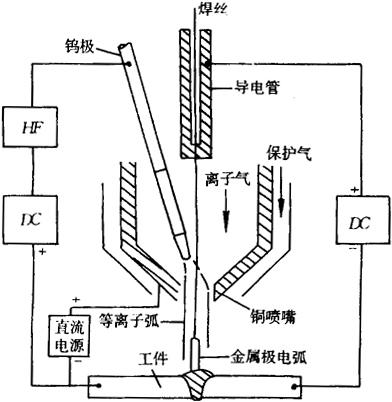
图6-10 钨极式熔化极等离子弧焊
5.热丝等离子弧焊
为提高熔敷速度,用一单独的平特性交流电源加热填充焊丝,交流电源可以减弱磁偏吹,对稳定电弧有利。为提高生产率可以采用双丝和多丝输送。图6-11是双丝热丝等离子弧焊的示意图,这种方法适用于堆焊。
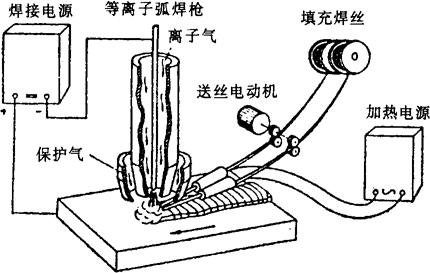
图6-11 热丝等离子弧焊示意图
6.脉冲等离子弧焊
将焊接电流调制成基值电流和脉冲电流。基值电流起维弧和预热工件的作用,脉冲电流起熔化工件作用。因此拓宽了焊接工艺参数的调节范围,也拓宽了等离子弧焊接适用范围。
- 张君秋是什么意思
- 张嘴是什么意思
- 张国焘是什么意思
- 张国荣是什么意思
- 张声是什么意思
- 张大是什么意思
- 张大千是什么意思
- 张天是什么意思
- 张天翼是什么意思
- 张太雷是什么意思
- 张孝祥是什么意思
- 张学友是什么意思
- 张学良是什么意思
- 张宗昌是什么意思
- 张家口市是什么意思
- 张家界是什么意思
- 张家界市是什么意思
- 张家长李家短是什么意思
- 张容是什么意思
- 张寒晖是什么意思
- 张寿臣是什么意思
- 张居正是什么意思
- 张展是什么意思
- 张岱是什么意思
- 张岱年是什么意思
- 张布是什么意思
- 张庚是什么意思
- 张开是什么意思
- 张弓是什么意思
- 张弛是什么意思
- 张弦是什么意思
- 张德培是什么意思
- 张德成是什么意思
- 张心是什么意思
- 张志是什么意思
- 张志和是什么意思
- 张志新是什么意思
- 张思德是什么意思
- 张惠言是什么意思
- 张惶是什么意思
- 张扬是什么意思
- 张拓是什么意思
- 张择端是什么意思
- 张挂是什么意思
- 张掖市是什么意思
- 张旭是什么意思
- 张春桥是什么意思
- 张智是什么意思
- 张曼玉是什么意思
- 张望是什么意思
- 张本是什么意思
- 张杨是什么意思
- 张果是什么意思
- 张柳是什么意思
- 张榜是什么意思
- 张治中是什么意思
- 张洁是什么意思
- 张海迪是什么意思
- 张满是什么意思
- 张澜是什么意思