等离子弧焊工艺参数
(1)焊接工作方式 等离子弧焊有两种基本工作方式:熔入型焊接和小孔型焊接,熔入型焊接的成形原理与钨极氩弧焊相同,依靠传导热来熔化工件,电弧不穿透整个板厚,此时,离子气流量和电弧能量相对较校小孔型焊接的成形原理如图5-11所示,利用等离子弧的高能量密度和大的电弧力,将转移弧的参数调至合适数值,以致等离子流足够穿透工件金属,但又不使熔化金属从工件背面被吹离接头.这时,在工件背面形成一个小孔,随着焊枪沿焊接方向移动,小孔后部的熔化金属依靠其自身的表面张力弥合小孔而形成焊缝,如果工艺参数调得不合适,可能形成割缝或者不能全焊透,小孔焊接法对适应控制提供了方便条件,因为从接头背面小孔处可以观察到电唬小孔焊接工艺较复杂,起焊时,焊枪不动,直至形成小孔后才移动焊枪或工件;结束时,转移弧电流和离子气流量都要降低.
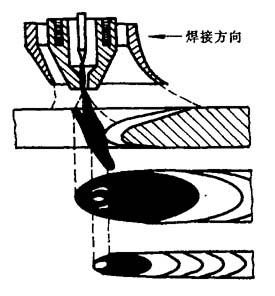
图5-11 小孔成形原理
(2)焊接电流 受喷嘴结构限制,在一定结构条件下,电流越校电弧越不稳定;离子气流量越大,电弧亦越不稳定,电流越大,越易进行小孔焊接;电流过大,会形成双唬破坏焊接过程.
(3)离子气流量 离子气流量过大,会使小孔焊接成为切割,电弧也不稳定;流量过校会不足以形成小孔,因此,一般来说,熔入型焊接流量较校小孔焊接流量较大,离子气中加入少量H2、He,有利于增强电弧穿透力.
(4)焊接速度 主要影响工件的热输入,从而影响熔池边缘和小孔成形状态.
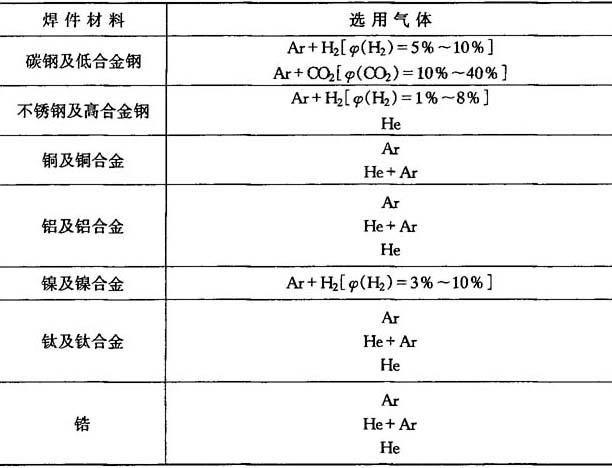
(5)保护气体选用 表5-3为常用金属选用的气体,分子气体或多原子气体能提高电弧的能量密度,有氧原子的气体对钨电极烧损大,但对某些金属的焊接性有好处.
表5-3 常用金属等离子弧焊气体选用
(6)接头设计 小孔型焊接,接头为Ⅰ型;厚板焊接时,接头设计与钨极氩弧焊类似.
图5-12为对接接头形式和装配要求,图5-13为端接接头形式和装配要求.
薄板对接和端接接头焊接时,不需填充金属,装配时,底部要求设置开凹槽的铜垫,凹槽可以改善熔池的流动性和润湿接头边缘,平对接接头所用凹槽尺寸,要比卷边对接所用的尺寸小.
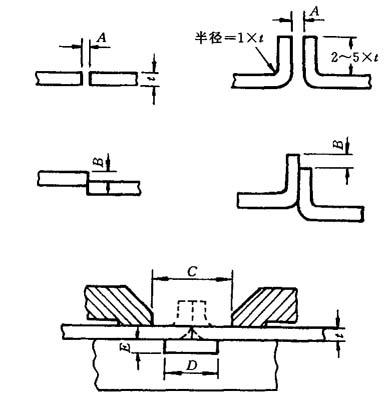
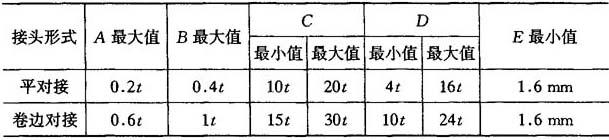
图5-12 对接接头装配要求
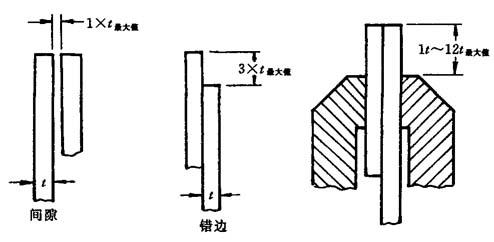
图5-13 端接接头装配要求
- 结构类·以纵为擒之手段的宋词赏析是什么意思
- 结构类·以萧散接雄杰的宋词赏析是什么意思
- 结构类·以衬笔作转笔的宋词赏析是什么意思
- 结构类·作两边绾合的宋词赏析是什么意思
- 结构类·侧笔的宋词赏析是什么意思
- 结构类·俊语浓色须杂以浅淡的宋词赏析是什么意思
- 结构类·倒戟而入的宋词赏析是什么意思
- 结构类·冶前后遍为一炉的宋词赏析是什么意思
- 结构类·凌空结撰的宋词赏析是什么意思
- 结构类·前半泛写后半专叙的宋词赏析是什么意思
- 结构类·前实后虚的宋词赏析是什么意思
- 结构类·前蓄势后归结的宋词赏析是什么意思
- 结构类·参差中寓整齐的宋词赏析是什么意思
- 结构类·合拢妙的宋词赏析是什么意思
- 结构类·善于拗转的宋词赏析是什么意思
- 结构类·善取逆势的宋词赏析是什么意思
- 结构类·回互宾主的宋词赏析是什么意思
- 结构类·回环宛转之笔的宋词赏析是什么意思
- 结构类·回环绝妙的宋词赏析是什么意思
- 结构类·堆垒法的宋词赏析是什么意思
- 结构类·大开大阖的宋词赏析是什么意思
- 结构类·妙于折进的宋词赏析是什么意思
- 结构类·层层脱换,笔笔往复的宋词赏析是什么意思
- 结构类·层次井井的宋词赏析是什么意思
- 结构类·层次曲折的宋词赏析是什么意思
- 结构类·层累曲折之章法的宋词赏析是什么意思
- 结构类·岭断云连的宋词赏析是什么意思
- 结构类·布置格局法的宋词赏析是什么意思
- 结构类·常山蛇势的宋词赏析是什么意思
- 结构类·往复盘旋的宋词赏析是什么意思
- 结构类·循题布置的宋词赏析是什么意思
- 结构类·思路矫变的宋词赏析是什么意思
- 结构类·承转自然的宋词赏析是什么意思
- 结构类·拗转作收的宋词赏析是什么意思
- 结构类·换头最工妙的宋词赏析是什么意思
- 结构类·换头遥接收转的宋词赏析是什么意思
- 结构类·排宕法的宋词赏析是什么意思
- 结构类·提空之笔的宋词赏析是什么意思
- 结构类·摇曳有致的宋词赏析是什么意思
- 结构类·旁衬笔的宋词赏析是什么意思
- 结构类·有理脉可寻的宋词赏析是什么意思
- 结构类·有虚有实的宋词赏析是什么意思
- 结构类·极有层次的宋词赏析是什么意思
- 结构类·极离合脱换之妙的宋词赏析是什么意思
- 结构类·构局精奇,金针密度的宋词赏析是什么意思
- 结构类·正副相足之开阖式的宋词赏析是什么意思
- 结构类·理脉细密的宋词赏析是什么意思
- 结构类·矫变之笔的宋词赏析是什么意思
- 结构类·短幅中藏无数曲折的宋词赏析是什么意思
- 结构类·离合变幻意脉细密的宋词赏析是什么意思
- 结构类·离合顺逆,随意指挥的宋词赏析是什么意思
- 结构类·秾挚中有雄杰意态的宋词赏析是什么意思
- 结构类·空际转身的宋词赏析是什么意思
- 结构类·章法入神的宋词赏析是什么意思
- 结构类·章法奇绝的宋词赏析是什么意思
- 结构类·笔势飞动的宋词赏析是什么意思
- 结构类·笔奇的宋词赏析是什么意思
- 结构类·笔如游龙的宋词赏析是什么意思
- 结构类·笔转如环的宋词赏析是什么意思
- 结构类·篇折气贯的宋词赏析是什么意思