碳钢焊接
10.2.1.1 碳钢的种类、成分和性能
碳钢是以铁为基体、碳为主要合金元素的铁碳合金,其中还含有少量有益元素锰和硅,以及少量杂质元素硫和磷.
碳钢按分类方法不同有以下名称:
(1)按含碳量分:
低碳钢:ω(C)≤0.30%;
中碳钢:ω(C)=0.30%~0.60%;
高碳钢:ω(C)>0.60%.
(2)按冶炼方法分:
平炉钢;
转炉钢:又分为氧气转炉钢和碱性空气转炉钢;
电炉钢.
(3)按冶金过程中脱氧程度的不同分:
沸腾钢:在不完全脱氧情况下获得的钢,含氧量较高,硫、磷等杂质分布不均匀,焊接时产生热裂纹的倾向较大;
半镇静钢:介于沸腾钢与镇静钢之间;
镇静钢:含氧量较低,杂质分布均匀.
(4)按用途分:
结构钢:用来制造各种金属构件和机器零件;
工具钢:用来制造各种工具(量具、刃具、模具).
(5)按质量分,即根据钢中有害杂质硫和磷的含量分:
普通碳素钢 ω(S)≤0.050%,ω(P)≤0.045%;
优质碳素钢 ω(S)≤0.035%,ω(P)≤0.035%;
高级优质碳素钢 ω(S)≤0.030%,ω(P)≤0.035%.
常用碳钢的化学成分和力学性能见表10-1~表10-4.
表10-1 普通碳素结构钢化学成分(GB700—88)
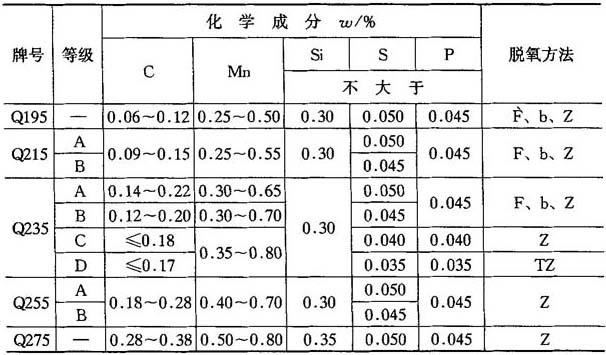
注:1.沸腾钢ω(Si)不大于0.07%,半镇静钢ω(Si)不大于0.17%,镇静钢ω(S1)下限为0.12%.
2.Q235A和B级沸腾钢ω(Mn)上限为0.60%
3.D级钢应有足够的形成细晶粒组织的元素.
表10-2 碳素结构钢的力学性能(GB700—88)
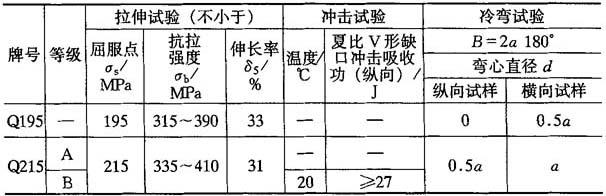
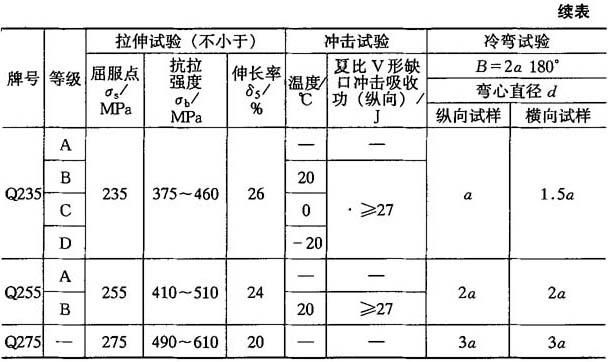
注:1.屈服点和伸长率要求数值,皆对钢材厚度不大于16mm而言,厚度增加时,这些数值要求降低,见GB700—88.
2.Q195的屈服强度值仅供参考,不作交货条件.
3.冷弯试验中,B为试样宽度,a为钢材厚度,要求的弯心直径值系指钢材厚度为不大于60mm时,厚度增加,则弯心直径也增加,见GB700—88.
表10-3 优质碳素结构钢化学成分(GB699—88)
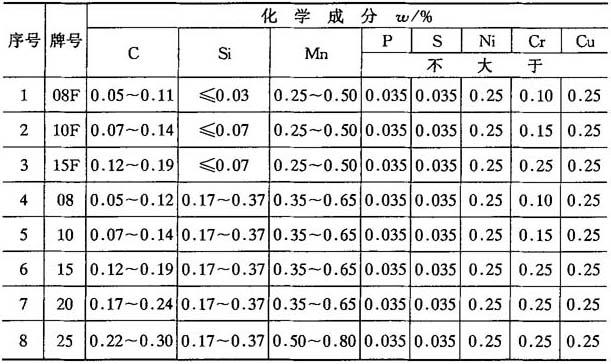
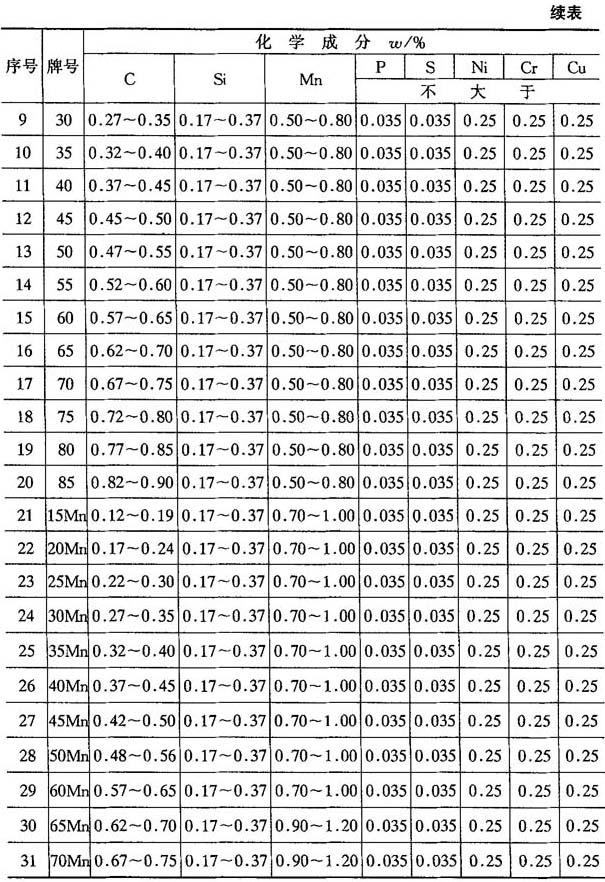
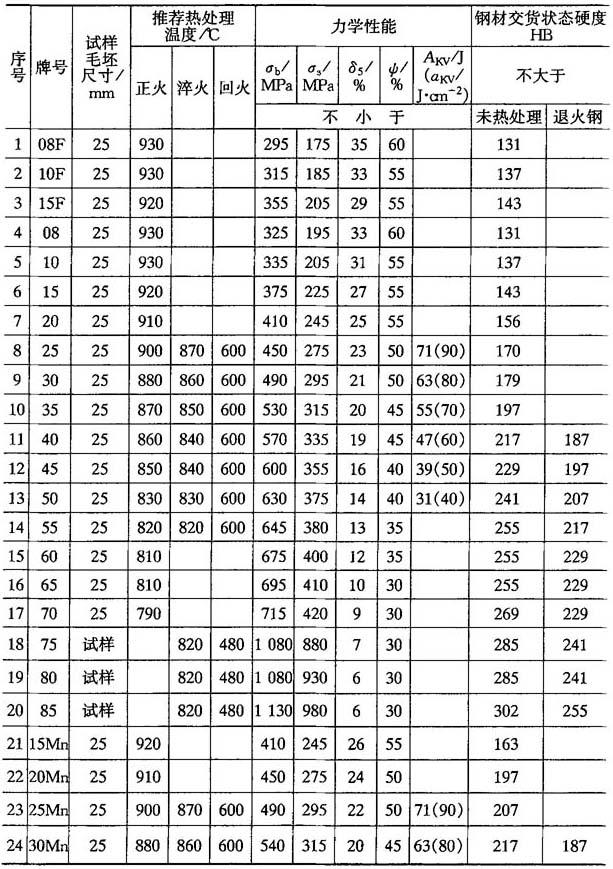
表10-4 优质碳素结构钢力学性能(GB699—88)
10.2.1.2 低碳钢焊接
1.低碳钢的焊接特点
低碳钢的焊接特点为:
(1)低碳钢含碳量低.锰、硅含量少,通常情况下不会因焊接而引起严重硬化组织或淬火组织.一般不需采取特殊的工艺措施即可得到优质的焊接接头.低碳钢是最容易焊接的钢种,许多焊接方法都适用于低碳钢焊接,并能获得良好的焊接接头.
(2)低碳钢的焊接应保证接头与母材强度相等.
(3)当母材含碳量偏高或母材、焊接材料成分不合格时,焊接中有可能产生热裂纹,在工艺上应调整焊缝成形系数,或采用碱性低氢型焊条,以防止热裂纹的产生.
(4)低碳钢焊接不需要预热,只有在气候严寒、构件刚性大时才需要考虑预热,例如焊接母材板厚大于30mm、焊接温度低于-10℃时,需要将母材温度预热到100~150℃.
2.焊接材料的选用
①焊条
焊接低碳钢时大多使用E43××系列的焊条,因为低碳钢结构通常使用GB700—88的Q235牌号钢材(相当于旧国际GB700—79的A3或C3钢)制造,这类钢材的抗拉强度平均值为417.5MPa,而E43××系列焊条熔敷金属的抗拉强度不小于420MPa,在力学性能上正好与之匹配.表10-5为几种低碳钢焊接选用焊条举例.
表10-5 几种低碳钢焊接选用焊条举例
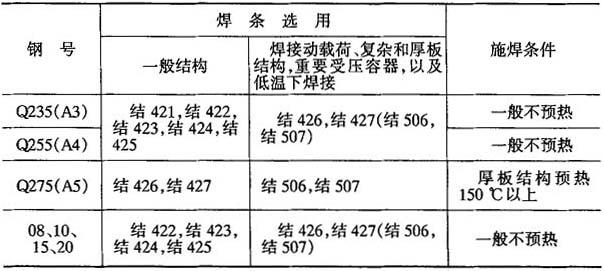
注:表中括弧内表示可以代用.
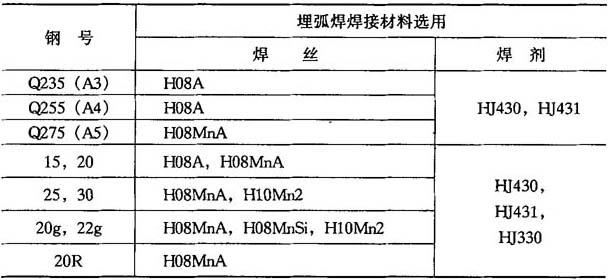
②埋弧焊焊丝和焊剂
低碳钢埋弧焊一般选用实芯焊丝H08A或H08E,它们与高锰高硅低氟熔炼焊剂HJ430、HJ431、HJ433或HJ434配合,应用广泛.焊接时,焊剂中的MnO和SiO2在高温下与铁反应,Mn与Si得以还原,过渡入焊接熔池.熔池冷却时,Mn和Si又成为脱氧剂,使焊缝脱氧,同时又可有足够数量余留下来,成为合金剂,保证焊缝力学性能.如果选用H08A或H08E焊丝而不是高锰高硅焊剂配合,则焊接时就不可能有足够数量的Mn和Si过渡入熔池.所以,如果焊剂为无锰、低锰或中锰型,则焊丝应选用H08MnA或其他合金钢焊丝.几种低碳钢埋弧焊常用焊接材料的选择举例见表10-6.
表10-6 几种低碳钢埋弧焊常用焊接材料选择举例
10.2.1.3 中碳钢焊接
1.中碳钢的焊接特点
中碳钢的焊接特点为:
(1)中碳钢碳的质量分数为0.30%~0.60%,当碳的质量分数接近0.30%而含锰量不高时,焊接性良好.随着含碳量的增加,焊接性逐渐变差.
(2)热影响区容易产生低塑性的淬硬组织,钢中含碳量越高,板厚越大,淬硬倾向也越大.
(3)焊接时,相当数量母材会熔化进入焊缝,使其含碳量增高,容易产生焊缝热裂纹.特别是硫的含量控制不严时,热裂纹更易显示出来.这种热裂纹在弧坑处更为敏感.此外,由于含碳量增高,气孔敏感性也增大.
2.焊接材料的选用
选用碱性低氢型焊条.由于这类焊条抗冷裂纹和抗热裂纹的能力较强,焊接中碳钢时应尽可能选用碱性低氢型焊条,如结507、结607.
如果选用碳钢焊条或低合金钢焊条,而焊缝与母材并不要求等强度时,可以选用强度等级稍低的低氢焊条.通常,焊条强度等级可以比母材强度等级低一档,例如,母材为490MPa级,则焊条可用结426或结427,以代替结506和结507.
根据具体条件,也可采用钛铁矿型或钛钙型焊条,但一定要有严格的工艺措施配合,如严格控制预热温度和尽量减少母材熔深(减少焊缝含碳量),才能获得满意结果.这种焊条一般用于不重要结构件的焊接.
特殊情况下,亦可采用铬镍不锈钢焊条焊接.这时工件不需预热,而焊缝奥氏体金属塑性良好,可以减少焊接接头应力,避免热影响区冷裂纹产生.用于中碳钢焊接的铬镍不锈钢焊条牌号有奥102、奥107、奥302、奥307、奥402、奥407等.采用此种焊条时,应采用小电流、多层焊.
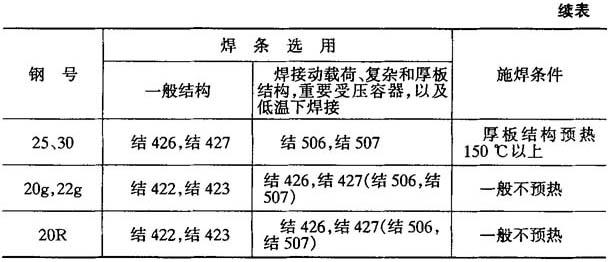
中碳钢焊接用焊条举例如表10-7所示.
3.中碳钢焊接工艺要点
中碳钢焊接工艺要点为:
(1)中碳钢焊接需要预热和层间温度,以降低焊缝和热影响区冷却速度,从而防止产生马氏体.预热温度取决于碳当量、母材厚度、结构刚性、焊条类型和工艺方法.焊后最好立即进行消除应力热处理,特别是大厚度工件、大刚性结构件和严厉条件下(例如动载荷或冲击载荷)工作的工件更是如此.常用的预热和消除应力高温回火温度如表10-8所示.
表10-7 中碳钢焊接用焊条举例
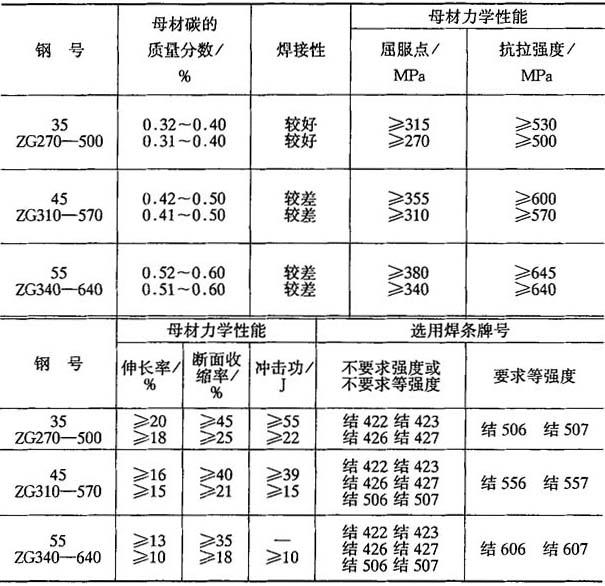
表10-8 中碳钢焊接预热和消除应力高温回火温度
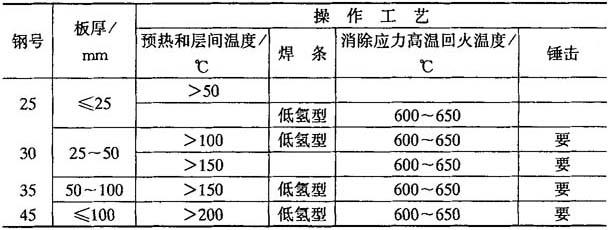
注:局部预热的加热范围为焊口两侧150~200mm左右
(2)焊接时工件坡口最好开成U形或V形,以尽量减小母材的熔合比,减少热裂纹和气孔的产生.
(3)焊接第一层焊缝时易出现裂纹,应采用小直径焊条,用小电流慢速施焊.
(4)焊接过程中,可采用锤击焊缝的方法减小焊接残余应力.
(5)焊接时最好采用直流反接,以减少焊件的受热量,降低裂纹倾向,减少金属的飞溅和焊缝金属中的气孔.
(6)焊条使用前要烘干,坡口及其附近的油锈要清除干净.
10.2.1.4 高碳钢焊接
1.高碳钢的焊接性
高碳钢碳的质量分数大于0.6%.高碳钢除了高碳结构钢外,还包括高碳碳素钢铸件和碳素工具钢等.它们的含碳量比中碳钢的含碳量更高,更容易产生硬脆的高碳马氏体,所以淬硬倾向和裂纹敏感倾向更大,从而焊接性更差.高碳钢不用于制造焊接结构,多用于制造高硬度或耐磨部件或零件,它们的焊接也大多数为焊补修理.为了获得高硬度或耐磨性,高碳钢零件一般都经过热处理,焊接前经过退火,可以减少裂纹倾向,焊后再进行热处理,以达到高硬度和高耐磨性的要求.
2.焊接材料的选择
焊接材料通常不用高碳钢,通常根据钢的含碳量、工件设计和使用条件等,选用合适的填充金属.焊缝性能与母材性能完全相同比较困难.高碳钢的抗拉强度大多在675MPa以上.选用的焊接材料根据产品设计要求而定,要求强度高时,一般选用结707或结607.要求强度不高时,可选用结506或结507等焊条,或者分别选用与以上强度等级相当的低合金钢焊条或填充金属.所选用的焊接材料都应当是低氢的.
高碳钢焊接材料也可采用铬镍奥氏钢焊条,这时工件不需要预热.用于高碳钢焊接的铬镍不锈钢焊条牌号有奥102、奥107、奥302、奥307、奥402、奥407等.
3.高碳钢焊接工艺要点
高碳钢应先进行退火,才能进行焊接.当采用结构钢焊条焊接时,焊前工件必须预热,一般预热温度为250~350℃以上.焊接过程中还需要保持与预热温度一样的层间温度.焊后工件应立即送入炉中在650℃保温,进行消除应力热处理.
- 改变原来说的内容或语气是什么意思
- 改变原样,面目一新是什么意思
- 改变古法 复归新生是什么意思
- 改变命令是什么意思
- 改变命运的八个人生理念是什么意思
- 改变国籍是什么意思
- 改变地温性质是什么意思
- 改变宠信,失宠是什么意思
- 改变对方与调整自己是什么意思
- 改变居住地是什么意思
- 改变形势是什么意思
- 改变往常态度是什么意思
- 改变心志是什么意思
- 改变心情,消遣烦闷是什么意思
- 改变心意是什么意思
- 改变态度是什么意思
- 改变态度,不再坚持过去的成见和主张是什么意思
- 改变思想是什么意思
- 改变性别症是什么意思
- 改变想法是什么意思
- 改变想法,另作打算是什么意思
- 改变意志是什么意思
- 改变感情或志趣是什么意思
- 改变成份是什么意思
- 改变成相反的方向是什么意思
- 改变操守、气节是什么意思
- 改变改玉是什么意思
- 改变政治、经济等制度是什么意思
- 改变政治主张是什么意思
- 改变政治立场是什么意思
- 改变方式手法是什么意思
- 改变方法制度是什么意思
- 改变方针、办法等是什么意思
- 改变日期或期限是什么意思
- 改变旧作风是什么意思
- 改变旧制和常规是什么意思
- 改变旧制,打乱常规是什么意思
- 改变旧态而归顺是什么意思
- 改变旧的观念是什么意思
- 改变旧的风俗习惯是什么意思
- 改变旧的,提倡新的是什么意思
- 改变服装或面貌,使人不能认出是什么意思
- 改变服装,隐瞒真实身份是什么意思
- 改变李鸿章一生的那顿早饭是什么意思
- 改变林分结构,提高松林对松毛虫灾自控能力的研究是什么意思
- 改变法是什么意思
- 改变环境的作战手段是什么意思
- 改变现状是什么意思
- 改变番号是什么意思
- 改变的程度是什么意思
- 改变社会风尚是什么意思
- 改变神色是什么意思
- 改变第二次世界大战进程的库尔斯克会战是什么意思
- 改变策略或做法是什么意思
- 改变繁文缛节是什么意思
- 改变经营状况,使之由坏变好是什么意思
- 改变职业是什么意思
- 改变脸色是什么意思
- 改变航向是什么意思
- 改变航程条款是什么意思