焊接材料的储存、保管及管理
1.焊接材料的储存 进厂的焊接材料必须按国家标准或设计规定标准的要求进行复验,只有检验合格的焊接材料才能办理入库手续。
焊接材料的存放条件应能使焊接材料保持其原有的性能。为此,焊接材料必须存放在干燥通风良好的室内仓库中,仓库内不允许放置有害气体和腐蚀性介质。室内应保持整洁并保持一定的温度和湿度(室温宜10~25℃,相对湿度小于50%)。材料制造商负责确定所需的最低温度和最高相对湿度。
焊接材料应存放在架子上,架子离地面距离不小于300mm,离墙壁距离不小于300mm,并与顶保持一定距离,以达到上下、左右空气畅通,架子应放置干燥剂,严防焊接材料受潮。搬运过程要轻放,防止包装物损坏。
每包经过验收试验的焊接材料在入库时必须作适当的标志。包装要表明其中是一包(或是几包焊条包在一起的大包)、一卷、一盘或一捆焊丝。
焊接材料堆放时应按种类、牌号、批次、规格、入库时间分类堆放。每垛应明确标注,避免混乱。应遵循先入库的焊接材料先使用的原则。
特种焊接材料的存放与保管要求应严于一般焊接材料。特种焊接材料应堆放在专用仓库或指定区域,受潮或包装损坏的焊接材料未经处理不许入库。
对于受潮、药皮变色、焊芯有锈迹的焊条须经烘干后进行质量评定。若各项性能指标满足要求时方可入库,否则不准入库。
对入库后进行验收试验的材料,试验后必须作上标志。
如果使用同一地点存放验收合格的材料和待作验收试验的材料或其他材料时,在这些材料之间必须进行实体分隔。存放点要有足够的地方以便将这些焊接材料分隔开。
在存放期间,材料必须完好地保持在它的原包装中。任何变质或性能降低的材料应报废。
2.存放管理 对验收过的焊接材料的存放管理必须提供每“批”或每炉材料的下述内容:
名称、尺寸、经过验收试验的材料入库数量、验收试验日期、有效期、材料配组的批号(例如焊丝一焊剂组)、出库日期、出库数量、出库文件编号或材料报废标记。
3.出库 焊接材料出库时,必须交给仓库管理人员或者其他代理人一份至少包括下列内容的清单:
名称、尺寸、数量、批号、对某给定设备或焊缝所指定的焊接材料。
4.烘干和使用
(1)焊条的烘干和使用
应提醒使用者注意,必须根据使用条件、储存方法和使用种类规定出库的材料的最大数量,以使材料性能不受损坏。
供货商应提供烘干和保管的要求(温度和保温时间)。
使用者应把焊条和焊剂放在烘箱内进行烘干。焊条从包装中取出后应放在烘箱中烘干。
每个烘箱上应附加一个牌子,标明装入烘箱内焊接材料的牌号、批号和烘干条件。
每个烘箱每次只能装入一种牌号的焊接材料。但在下列条件下,可在同一烘箱中装入几种不同牌号的焊接材料:
·烘干条件完全相同;
·不同牌号焊材之间实行实体分隔(这种情况下分开某一空间不能视为实体分隔)。
烘干后,焊条和焊剂在使用前一直存放在加热容器或加热柜中。在使用期间,如焊条或焊剂在常温下已搁置4h以上,即必须重新进行烘干。重新烘干的次数根据不同的牌号加以的规定。
每个焊工应备有一个手提式焊条保温筒。
对于已经拆包取出但尚未使用的焊条和焊剂,只有按照上述的规定、按照规定标志和重新包装的方法和程序实施后才能放回库内。
焊条领用后,再烘干时都必须仔细核对牌号,分清规格,作好记录。应仔细核对焊条端头或药皮上的标记,防止用错。不同牌号的焊条或焊剂不能在同一炉中烘干。从炉中取出的焊条应放入焊条保温筒内带到施工现场,做到随用随取。
焊接材料在烘箱中不能成捆堆放,应铺成层状,焊剂不能铺得太厚,药皮焊条不超过三层,以避免在烘干时受热不均,潮气不易排出。
焊条在烘干时,禁止将焊条突然放进高温炉内,或从高温炉中突然取出冷却,防止焊条因聚热或聚冷而产生药皮开裂脱皮现象。
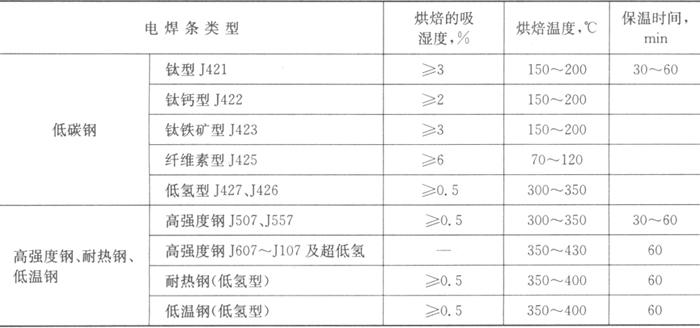
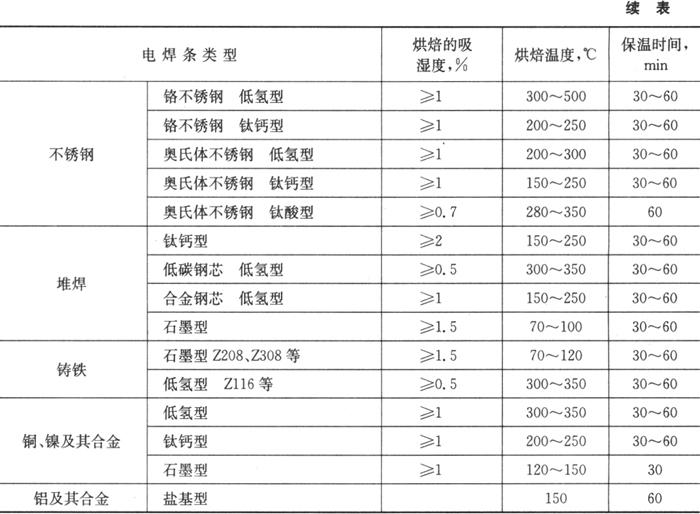
对于在高湿度环境中施焊或焊接高强度钢用焊条要严格管理,再烘干后的使用时间要严格控制。高强度钢构件用焊条的推荐标准见表11-2。各类焊条烘焙规范见表11-3。
表11-2 高强度钢构件用焊条的推荐标准
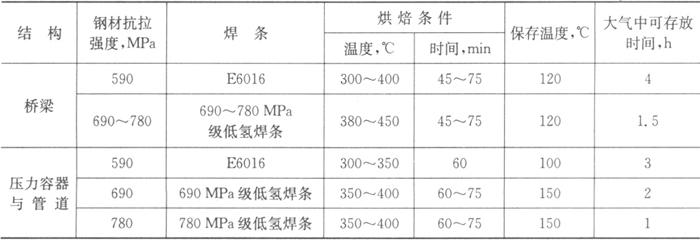
表11-3 各类焊条烘焙规范
(2)焊剂的再循环使用 建议焊剂不循环使用,特别是含有金属元素铬的焊剂;但当焊剂再循环使用时,必须满足下列要求:
a.再循环焊剂的使用必须与新的同批号焊剂混合,其比例不能超过最后混合物的50%;
b.在混合前,应采用适当的方法,清除掉循环使用焊剂中的熔渣和粉尘;
c.制造商必须表明混合焊剂的颗粒度大小并在标准规定的范围内。
5.焊接期间对焊接材料的标识 所有焊接材料在整个使用过程中都应能随时识别,为此,必须遵守下列要求:
(1)药皮焊条 每根焊条应打上标记。
(2)盘装焊丝 每盘焊丝都应有一个至少能指明焊丝牌号、直径和批号的明显标签。没有标签的盘装焊丝应报废。
(3)棒状焊丝 采用下述方式在每根焊丝上标明牌号:
用字头打上特定号码;
在焊丝的一个端头上涂上特定的颜色。
在选用第二种方法时,在每个作业班的附近应放置一块与规定颜色相对应的焊丝牌号指示板,并要求焊工必须从未着色的一端开始焊接。
(4)卷装焊丝和焊带 在卷装焊丝和焊带的一端应有一个至少标明牌号和批号的标签,并且该标签在整个焊接期间始终固定在其端部。
(5)焊剂 焊剂至少应有牌号和批号的适当标志系统,并能随时对焊剂容器做全面的焊剂标志。
- 巴罗,罗伯特·J是什么意思
- 巴美生是什么意思
- 巴美西林是什么意思
- 巴而术阿而忒的斤是什么意思
- 巴而术阿而忒的斤是什么意思
- 巴而术阿而忒的斤是什么意思
- 巴而术阿而忒的斤是什么意思
- 巴而术阿而忒的斤是什么意思
- 巴而术阿而忒的斤是什么意思
- 巴耶夫是什么意思
- 巴耶娃是什么意思
- 巴耶斯是什么意思
- 巴耶稣是什么意思
- 巴肯是什么意思
- 巴肯是什么意思
- 巴肯是什么意思
- 巴肯寺是什么意思
- 巴肯,约是什么意思
- 巴肯,约翰,特威兹穆尔,男爵第一是什么意思
- 巴腊提埃是什么意思
- 巴膏是什么意思
- 巴膏是什么意思
- 巴膏是什么意思
- 巴膏是什么意思
- 巴膏是什么意思
- 巴舍夫是什么意思
- 巴舍拉尔是什么意思
- 巴舍拉尔是什么意思
- 巴船出峡图题跋是什么意思
- 巴色·西沙诺是什么意思
- 巴芦卡尼是什么意思
- 巴芬岛是什么意思
- 巴芬湾是什么意思
- 巴芳寺是什么意思
- 巴苏是什么意思
- 巴苏是什么意思
- 巴苏尔托是什么意思
- 巴若夫是什么意思
- 巴若夫是什么意思
- 巴若夫是什么意思
- 巴英额是什么意思
- 巴英额是什么意思
- 巴茅果是什么意思
- 巴茅果是什么意思
- 巴茅果是什么意思
- 巴荣是什么意思
- 巴莫是什么意思
- 巴莱是什么意思
- 巴莱士是什么意思
- 巴莱拉是什么意思
- 巴莱拉是什么意思
- 巴莱斯特利尼是什么意思
- 巴菊枸杞丸是什么意思
- 巴菊枸杞丸是什么意思
- 巴菲尔德是什么意思
- 巴萨尼是什么意思
- 巴萨尼是什么意思
- 巴萨德雷是什么意思
- 巴萨纳维奇乌斯是什么意思
- 巴蒂斯塔是什么意思