渗铝
在一定温度下使铝渗入工件表面的工艺称为渗铝.工件渗铝层的表面生成致密、坚固、连续的氧化铝薄膜,使工件内部不继续氧化.渗铝能提高工件高温抗氧化性,空气、二氧化硫气体以及其他介质中的热温定性、耐蚀性和抗侵蚀性.
工业上普遍采用的渗铝方法有固体渗铝、液体渗铝、气体渗铝、热喷涂渗铝及料浆渗铝等.
15.6.10.1 固体渗铝
固体渗铝是将工件和粉末状渗铝剂一起装入密封的渗铝箱中,经过加热、保温和扩散退火等工序.
固体渗铝的技术规范及应用实例见表15-50.
15.6.10.2 液体渗铝
液体渗铝也称作热浸铝.液体渗铝标准见专标ZBJ36011—89.
15.6.10.3 气体渗铝
气体渗铝可在贯通式或改装的气体渗碳炉中进行.设备要求严格密封.渗铝温度及渗铝介质见表15-51.
表15-50 固体渗铝技术规范及应用实例
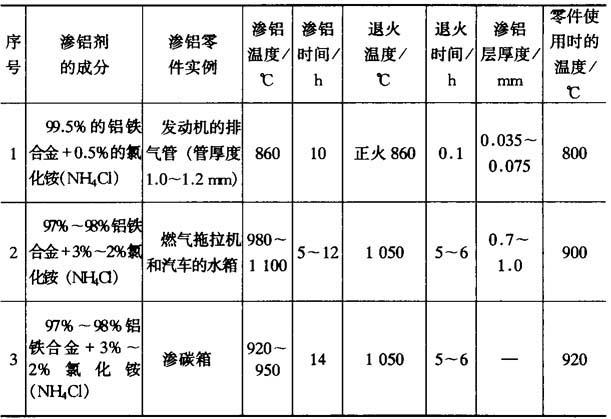
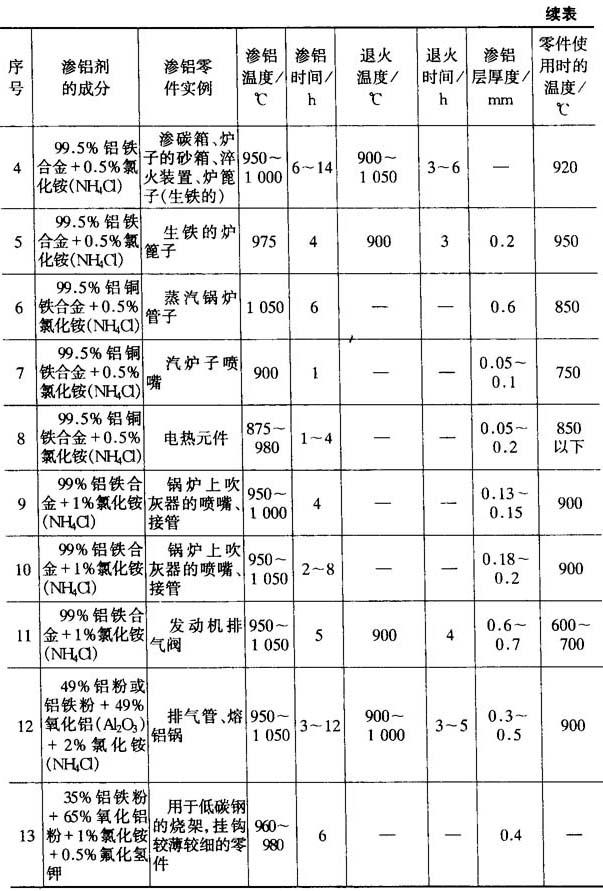
表15-51 常用气体渗铝介质及处理温度

15.6.10.4 热喷涂渗铝
热喷涂渗铝是用热喷涂法在工件表面涂上一层铝或铝合金,再用扩散退火的方法获得渗铝层.
喷涂层厚度太厚易脱落,太薄不足以抗氧化.推荐的涂层厚度见表15-52.
表15-52 热喷涂渗铝时涂层的推荐厚度

热喷涂后的工件表面须涂以保护层.保护层涂料配方见表15-53.把涂料与40℃的水玻璃搅拌成糊状,涂履在工件表面,涂层厚度0.2~0.7mm,再经过80~100℃、1~3.5h烘干.
表15-53 喷涂渗铝层的保护层成分 %

然后采用扩散退火以形成α固溶体和铝铁化合物.退火温度及时间为1100℃或1200℃、0.5h或950~970℃、3.5~4h.
15.6.10.5 料浆渗铝
料浆渗铝是将渗铝剂和黏结剂配制成料浆涂在工件表面,烘干后再按渗铝工艺进行扩散.料浆渗铝可分为熔烧型和扩散型两种.黏结剂和扩散型渗铝剂的配方分别见表15-54和表15-55.
表15-54 粘结剂的配方

表15-55 渗铝剂的配方

渗铝剂与黏结剂的配比为1∶1.镍基料浆配好后,要经8~15h球磨后才能用.铁锰铝合金的料浆要经50h的球磨后才能用.料浆渗铝热扩散工艺见图15-40.
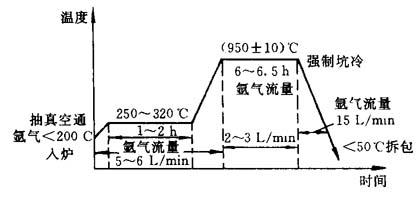
图15-40 料浆渗铝工艺
- 陳瑞友是什么意思
- 陳瑞泰是什么意思
- 陳瑾昆是什么意思
- 陳璜是什么意思
- 陳璧是什么意思
- 陳璧君是什么意思
- 陳瓛是什么意思
- 陳甘亨是什么意思
- 陳田鶴是什么意思
- 陳留是什么意思
- 陳瘦竹是什么意思
- 陳登是什么意思
- 陳登科是什么意思
- 陳發炎是什么意思
- 陳皋是什么意思
- 陳皮是什么意思
- 陳盛清是什么意思
- 陳盛甫是什么意思
- 陳直是什么意思
- 陳省身是什么意思
- 陳知白是什么意思
- 陳矩是什么意思
- 陳磊是什么意思
- 陳祀邦是什么意思
- 陳祖基是什么意思
- 陳祖壽是什么意思
- 陳祖康是什么意思
- 陳祖源是什么意思
- 陳祖烈是什么意思
- 陳祖蔭是什么意思
- 陳祖貽是什么意思
- 陳福是什么意思
- 陳福民是什么意思
- 陳福頤是什么意思
- 陳禮江是什么意思
- 陳秉鈞是什么意思
- 陳秋霖是什么意思
- 陳科美是什么意思
- 陳穎昆是什么意思
- 陳立是什么意思
- 陳立夫是什么意思
- 陳立治是什么意思
- 陳章是什么意思
- 陳章甫是什么意思
- 陳端柄是什么意思
- 陳策是什么意思
- 陳筱寶是什么意思
- 陳築山是什么意思
- 陳籙是什么意思
- 陳粟是什么意思
- 陳粟米是什么意思
- 陳紀瀅是什么意思
- 陳素是什么意思
- 陳素真是什么意思
- 陳素農是什么意思
- 陳紫楓是什么意思
- 陳紹寬是什么意思
- 陳紹平是什么意思
- 陳紹聞是什么意思
- 陳紹英是什么意思