注射成型的模具
(一)制件的结构
塑料的注射制件,其结构须满足使用的要求,还要符合模具的设计和制造以及成型工艺的要求,否则是不能成型的。这里将从模具和成型工艺方面论述设计制品结构应注意的问题。
1.壁厚
制件壁太厚既浪费原料,又使成型周期延长和易引起某些质量上的缺陷。制件壁太薄不能保证制件必要的强度和刚性,不符合使用的要求。从成型角度来说,制品必须具有一定的厚度。热塑性塑料制件的壁厚通常在1~5mm之间,在特殊情况下可达10~50mm。聚氯乙烯制件的壁厚多取1.5~6mm。同一制件的各部分壁厚要尽可能均匀,避免厚薄相差悬殊。
2.斜度
熔融塑料在注射模具内冷却时,会因收缩而紧扣在凸模或成型芯上。此外,制件与凹模的内表面也会贴得很紧。为便于脱模,制件的内外表面均应取合理的脱模斜度。倾斜角α通常取30′~1°30′,成型芯较长或型腔较深时可取偏小值,反之可取偏大值(图5-1-12),倾斜角a1>α2。
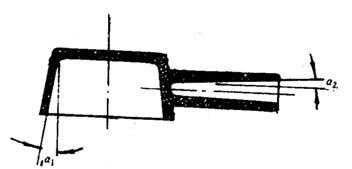
图5-1-12 制件倾斜角示图
3.加强筋
加强筋是为增加制件的强度或刚性而在制件上特设的突起筋条(图5-1-13)。加强筋的形式虽多,但设计原则是相同的。设计时加强筋的高度h通常取(1~3)s(图5-1-14),筋的脱模倾斜角α取2°~5°,加强筋底部宽b取(0.5~1)s。加强筋与制件壁连接处的过渡圆弧半径r取 。
。
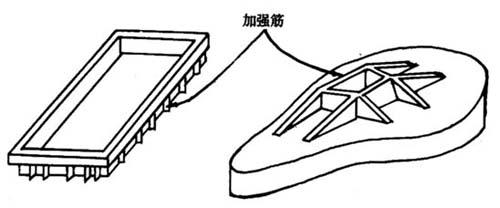
图5-1-13 加强筋
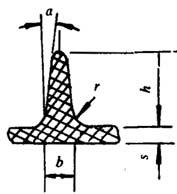
图5-1-14 加强筋设计尺寸示图
4.圆角
制件的内外表面转角处都应用圆角过渡,见图5-1-15b,若用锐角或直角过渡(图5-1-15a),则制品在锐角处因应力集中易产生开裂。

图5-1-15 圆角的设计
a-不正确 b-正确
5.孔
制件上有时要制各种形状的孔,如通孔、盲孔、螺纹孔等。孔要尽量开在不影响制件力学强度的部位。
①通孔 通孔是穿透制件壁的孔。通孔较易制造。制通孔的成型杆采用两端固定比较好,其两端可由模具的两个部分支撑(图5-1-16a)。在注射成型中受料流的高压冲击时,这种结构不易变形。此外还可做成对头型杆(图5-1-16b)。即由两根杆对接而成,两根杆的两端各自分别固定,对接处留下一定的间隙,可取0.05~0.08mm。由于两根杆不可能完全同心,因此应将其中的一根杆做得稍粗一点,成型杆部分的高度与杆径之比 可参照盲孔。
可参照盲孔。
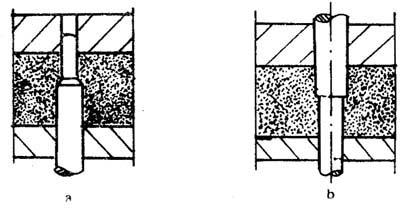
图5-1-16 通孔的成型
a-两端固定的成型杆 b-对头成型杆
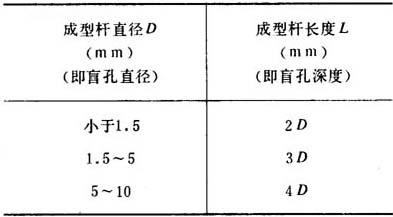
②盲孔 盲孔是由一端固定的成型杆制成的(图5-1-17)。注射成型时,成型杆要承受高压,故容易弯曲或折断。为此,根据经验,成型杆的长度与直径应成表5-1-3所列的关系。
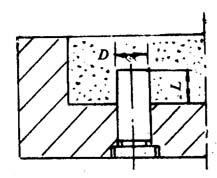
图5-1-17 盲孔的成型
表5-1-3 盲孔的直径与深度
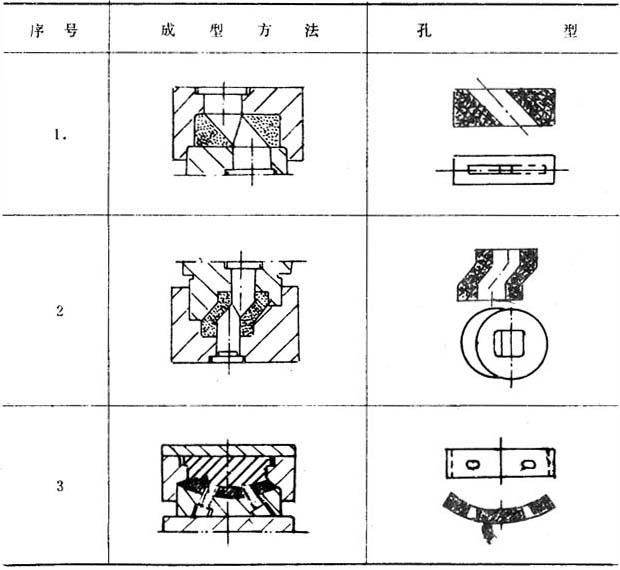
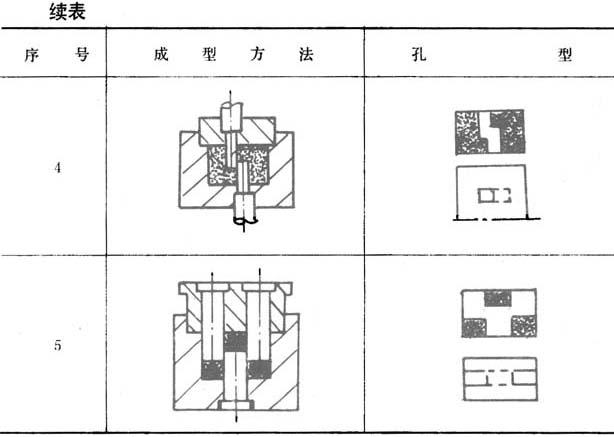
③异型孔 制件上所需制出特殊形状的孔,其孔型和成型方法见表5-1-4。
表5-1-4 塑料制件的异型孔举例
④螺纹孔 详见螺纹一节。
⑤固定孔 固定孔是固定塑料制件的通孔。锥形的埋头螺钉对制件锥形孔有侧向压力,容易引起塑料制件边缘变形甚至崩裂,故不宜采用(图5-1-18a),而宜采用图5-1-18b的形式。螺钉孔与制件的边缘应保持一定距离。
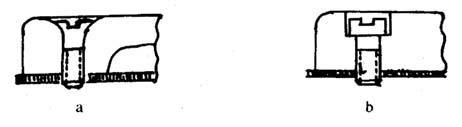
图5-1-18 固定孔的成型
a-不正确 b-正确
⑥侧孔 制件上有侧孔时,模具常需采用复杂的抽芯机构,在制件顶出之前,抽芯机构必须将侧孔内的芯杆先行抽出。这种模具的结构比较复杂,制造成本较高,因此在产品设计时要尽量避免侧孔。
带孔的制件往往在孔的某一方向上会出现熔接痕。制件在熔接痕处的强度较无熔接痕处低,因此制件容易从熔接痕处开始破坏。为此,在设计制件时,开孔附近的壁厚有时需特意加大。
6.螺纹
制件上可以制外螺纹,也可制内螺纹。聚氯乙烯及其它热塑性塑料上的螺纹宜用粗螺纹而不宜用细螺纹。这是由于塑料比金属软,强度较低,在螺旋拧进时常易使细螺纹损坏。
制件上的外螺纹宜作成图5-1-19a的形式。在螺纹根部约0.5mm和螺纹头部约0.2mm的部分无螺纹,以防止第一扣螺纹碰伤或脱扣。
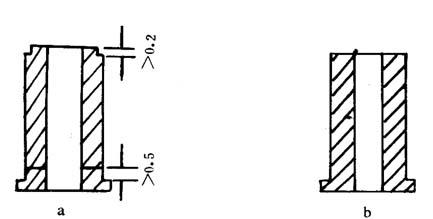
图5-1-19 外螺纹
a-正确 b-不正确
内螺纹宜设计成图5-1-20b的形式。在进口处留出约0.5mm深的无螺纹部分,以防第一扣螺纹碰伤损坏。成型内螺纹的成型杆上的螺纹要十分光洁和精确,否则在旋出时制件上的螺纹易损坏。
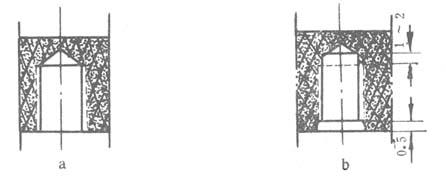
图5-1-20 内螺纹
a-不合理 b-合理
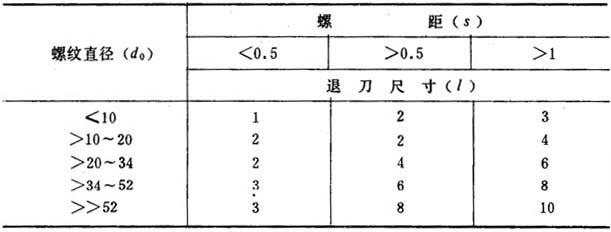
为了保证制件螺纹的强度,螺纹的进刀和退刀尺寸可参照图5-1-21和表5-1-5。
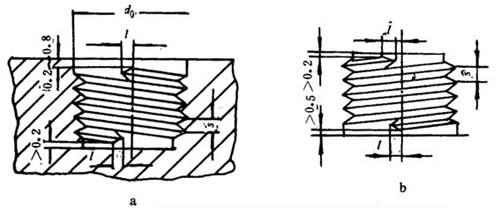
图5-1-21 螺纹的进刀和退刀尺寸
a-阴螺纹 b-阳螺纹
表5-1-5 型腔上螺纹成型部分的退刀尺寸(mm)
7.标志
制件上有时需作出文字或图案标志(图5-1-22),标志有阳文和阴文两种,如制件上为阳文,则所用型腔内就应该是阴文,反则反之。在模具上制作阴文比阳文方便,可以用雕刻法作出。在模具上作阳文虽也能用雕刻法,但颇费事,而且不能保证表面光洁,一般多用电火花,电铸或冷挤压成型。也可用嵌入单字的办法。基于以上的理由,制件上的标志大多采用阳文(即模具上刻阴文)。

图5-1-22 塑料标志
a-阳文 b-阴文
8.陷槽
带有陷槽的制件常在成型中造成脱模困难。陷槽有内外之分,外陷槽是位于制件外表面的陷槽(图5-1-23),注射成型中须用对分模(哈夫模)制造。内陷槽如图5-1-24,这种陷槽使模具的型芯不能脱去,所以一般不能注射成型这类带内陷槽的制件(特殊结构的模具例外),因此设计制件时要避免陷槽。
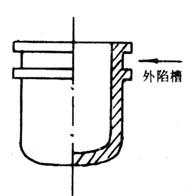
图5-1-23 外陷槽
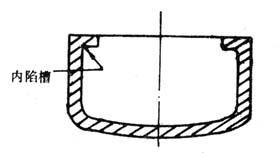
图5-1-24 内陷槽
9.嵌件
根据应用的要求,制件中有时需要镶嵌各种不同形状的金属嵌件。为保证制件内的金属嵌件在受外力时不致脱出,嵌件表面应加工成沟槽或制成其它特殊形状。
图5-1-25是几种金属嵌件的示例
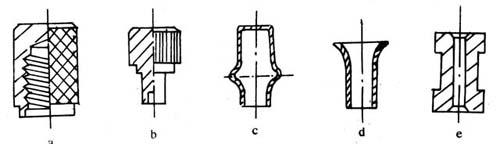
图5-1-25 金属嵌件示图
a-盲孔内螺纹嵌件 b-铆钉式嵌件 c-空心套型嵌件 d-羊眼嵌件 e-通孔嵌件
金属嵌件设计的基本原则如下:
①金属嵌件嵌入部分的沟槽等转角处均应倒角(图5-1-26),以减少制件在转角处的应力集中,从而提高制件强度。
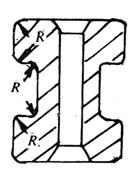
图5-1-26 金属嵌件的设计
②为保证准确的定位和防止溢料,模内临时安设嵌件的部位应采用三级精度动配合(图5-1-27)。
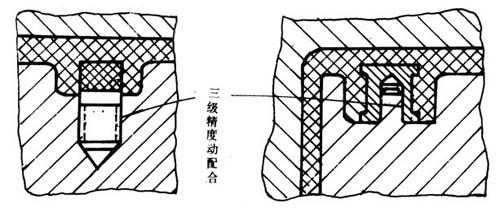
图5-1-27 嵌件的配合
③贯串塑料层的嵌件,其高度应较相应的型腔高度略低,以免嵌件和型腔表面受损。聚氯乙烯制品的嵌件高度h较型腔深度H低约0.05mm为宜(图5-1-28)。
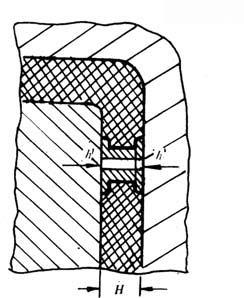
图5-1-28 嵌件的安装
h:嵌件高度; H:型腔深度; h=H-0.05mm(对聚氯乙烯)
④具有外螺纹的嵌件,嵌插在模具中的部位应作成图51-29a所示的方式,以防注射时塑料进入螺纹部分。
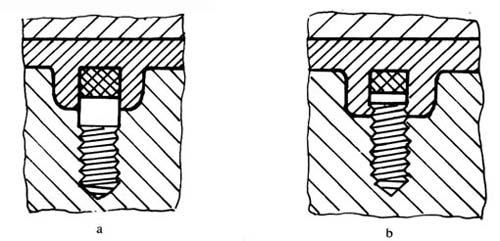
图5-1-29 嵌件在模具中的嵌插
a-正确 b-不正确
⑤嵌件的高度应小于其直径的两倍(图5-1-30)。
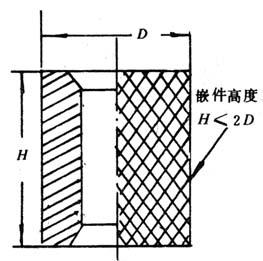
图5-1-30 嵌件的高度
⑥嵌件受扭转或拉伸等外力作用时,以表面带有菱形流纹的嵌件的固定力最强,同时还可减少嵌件周围塑料层破裂的可能性。
金属嵌件周围的塑料层厚度不能太小,否则容易造成损坏,确定塑料层的最小厚度一般都是根据经验估计的,如钢制嵌件直径D为1.5~1.3mm,则软聚氯乙烯层的最小厚度约取0.75D;嵌件直径D为16~25mm时,则塑料层最小厚度约0.5D。
(二)模具结构
注射模具结构是由注射成型机的形式和制件的复杂程度等因素决定的,但不管其复杂程度如何,大多均可分为动模及定模两大部分。注射时动模与定模闭合,构成型腔和浇注系统,开模时,动、定模分离,必须能使制件脱出。注射模具的各部件及其作用,大致如下:
①型腔 型腔是直接成型塑料制件的部分,通常由阳模(构成制件内部形状)、阴模(构成制件外部形状)、型芯或成型杆、镶块等构成。模具的型腔由动模、定模及有关部分联合构成。
②浇注系统 熔融塑料自注射成型机喷嘴出口到进入型腔所经的流道称为浇注系统,详见本节三、(七)。
③导向部分 为确保动模与定模平稳合模的导向部件。
④分型抽芯机构 带有外侧凹槽或侧孔的制件,在被顶出以前必须先进行分型以拔出侧向凸模或先抽出侧型芯,然后才能脱出制件。
⑤顶出装置 在开模过程中,将制件从模具中顶出的装置。
⑥冷却或加热系统 为了满足注射工艺对模具温度的要求,模具应设有冷却或加热系统,详见本节三、(九)。
⑦排气系统 为了在注射过程中能使进入模具的熔料将型腔内原有的空气排除,在分型面处应开设排气槽,详见本节三、(八)。
(三)模具强度计算
由于注塑模在成型过程中必须承受高压料的流动和静压力,在这些力的作用下,模具型腔周边以及底板往往会产生弹性形变,从而引起制件外形及其尺寸的变化。若模具刚度或强度不足以承受这些力而出现永久形变时,则模具即告损坏。其次,模具的弹性形变量过大时,还易引起制件溢边和脱模困难。所以注射成型模具的型腔周边和底板的最大形变量应有严格的规定(1),在设计模具时应进行刚度和强度的计算。
凹模侧壁和底板厚度的计算公式列于表5-1-6。从表5-1-6所列公式可见,型腔壁厚可按强度和刚度分别进行计算。在具体条件下,壁厚既应满足强度的要求,也应满足刚度的要求,这是毫无疑义的。所以设计时应先以一种公式计算,而后再用另一种公式进行验证,最后当以数值较高者为准。经验证明,对于大型模具的计算宜用刚度计算公式,小型模具宜用强度计算公式,大小分界依赖于:型腔的形状、材料的许用应力、型腔允许的形变量以及熔融塑料的最大压力等,不能固定在一点上。还应指出,如按某一公式计算数值很大时,则说明采用的结构不合理,应重新设计模具结构。
表5-1-6 凹模侧壁及底板厚度计算公式
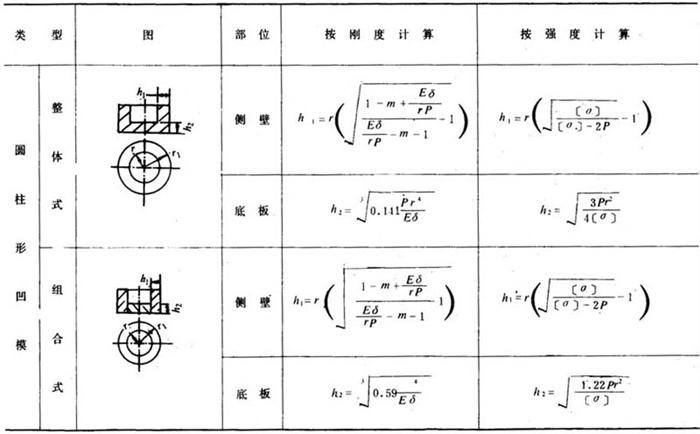
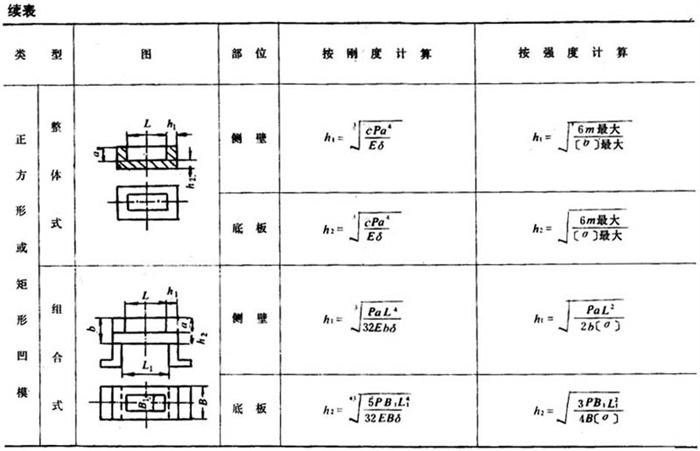
表5-1-6中公式中:
h1——侧壁厚度(cm) E——弹性模量(kgf/cm2)
P——型腔压力(kgf/cm2) (钢=2.1×106)
r——型腔内半径(cm) 〔σ〕——许用应力(kgf/cm22)
m——泊松比(钢为0.25) (45#钢1600)
δ——允许形变量(mm) L——型腔侧壁长度(cm)
L1——底板受压长度(cm) B——底板总宽度(cm)
a——型腔深度(cm) b——型腔总高度(cm)
B1一纸板受压宽度(cm) c——常数,取决于L/a
h2——底板厚度(cm)
凹模侧壁及底板的厚度,也可按表5-1-8所列经验数据选取。
表5-1-7 常数c值
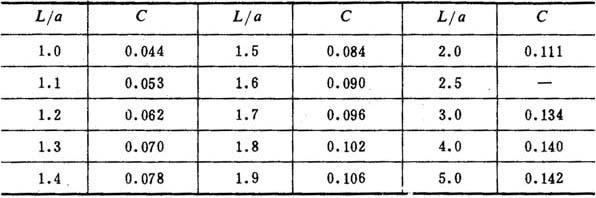
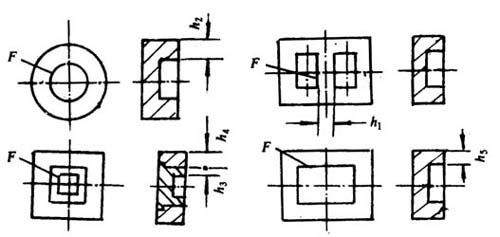
表5-1-8 凹模壁厚尺寸(经验数据)
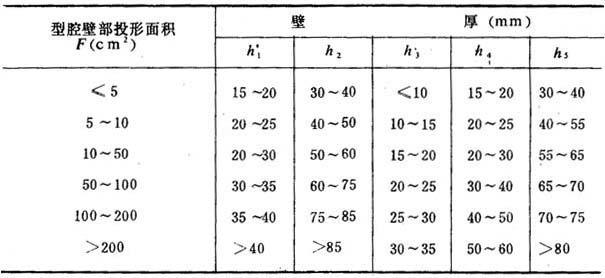
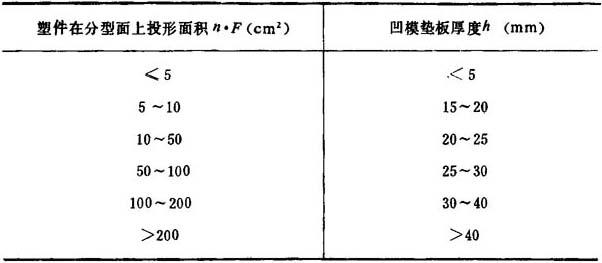
表5-1-9 凹模垫板尺寸(经验数据)
(四)收缩
塑料在注射成型后发生收缩是塑料的固有特性之一。收缩量通常以室温下模具和制件直线尺寸之差与制件直线尺寸的比值表示,单位为mm/mm。这一数值用百分率表示即注塑收缩率:
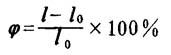
式中 Φ——注塑收缩率(%)
l——室温下模具的直线尺寸(mm)
l0——室温下制件的直线尺寸(mm)
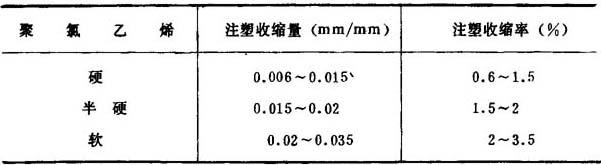
聚氯乙烯塑料随加入增塑剂和其它添加剂的种类及数量的不同,其收缩率也相应发生变化,见表5-1-10。
表5-1-10 聚氯乙烯的收缩率
由于收缩的影响,要得到预定尺寸的聚氯乙烯制件,在设计模具时必须考虑收缩余量。采用的型腔尺寸可用下列公式计算:

式中 ι——模具直线尺寸(mm)
J——塑料的注塑收缩量(mm/mm)
ι0——制件直线尺寸(mm)
Φ——塑料的注塑收缩率(%)
设计模具通常采用线收缩率,若要用体积收缩量可用下式换算:
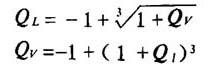
式中 QL——每单位长度的长度变化
Qv——每单位体积的体积变化
(五)制件的公差
影响制件公差的因素很多,归纳起来有以下几项:
①模具精度的影响。这与模具的设计、模具的类型和模具的制造精度有关。
②塑料收缩波动的影响。这与原料的特性、模具的设计、成型工艺条件的波动有关。
③制件在贮存过程尺寸的变化。这与物质结构内部趋向平衡有关。
(六)模具部件尺寸的标定
标定模具部件尺寸的意义是对塑料制件尺寸发生误差的估算,这种估算主要有下列三种:
①对制件内外表面尺寸误差的估算。
②对制件高度误差的估算。
③对制件中的孔,中心距或突起部位中心距误差的估算。
估算方法通常按平均收缩率,现分述如下。
1.型腔内径尺寸计算

式中 D——型腔内径公称尺寸
D0——制件外径公称尺寸
Φ/100——塑料的平均收缩率(下同)
⊿——制件公差(下同)
δ2——成型部件的制造公差(可取制件公差的1/4,下同)
2.型芯外径尺寸计算

式中 d——型芯外径公称尺寸
d0——制件内径公称尺寸
3.型腔深度尺寸计算

式中 H——型腔深度公称尺寸
H0——制件高度公称尺寸
4.型芯高度尺寸计算

式中 h——型芯高度公称尺寸
h0——制件上孔(或凹入部)深度公称尺寸
5.孔(或突出部)中心距尺寸计算

式中 L′——模具上孔(或突起部)中心距公称尺寸
 ——制件上突起部(或孔或凹入部)中心距公称尺寸
——制件上突起部(或孔或凹入部)中心距公称尺寸
6.螺纹成型芯尺寸计算
①外径尺寸

式中 d′外——成型芯上螺纹外径
d外——制件螺纹孔外径
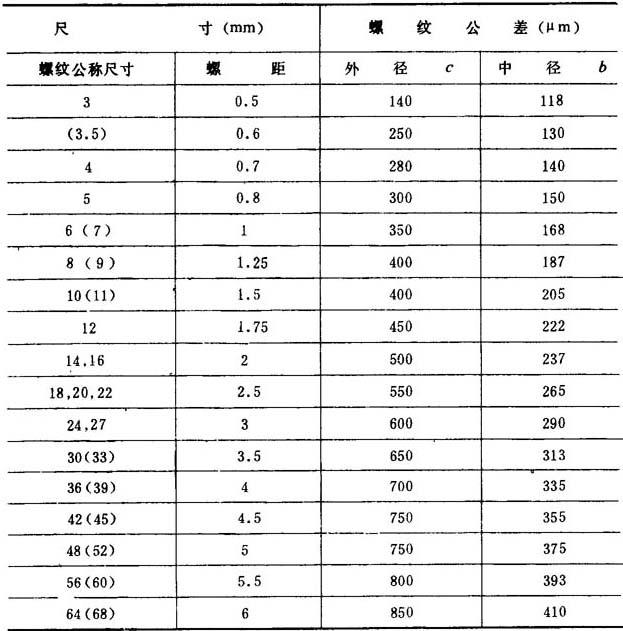
h——制件螺纹中径公差(见表5-1-11,下同)
表5-1-11 公制螺纹公差
②中径尺寸

式中 d′中——成型芯螺纹中径
d中——制件螺纹孔中径
③内径尺寸

式中 d′内——成型芯螺纹内径
d内——制件螺纹孔内径
7.模具上螺纹孔尺寸计算
①外径尺寸

式中 D′外——模具螺纹孔螺纹外径
D外——制件螺纹外径
c——制件螺纹外径公差
②中径尺寸

式中 D′中——模具螺纹孔螺纹中径
D中——制件螺纹中径
③内径尺寸

式中 D′内——模具螺纹孔螺纹内径
D内——制件螺纹内径
8.螺纹螺距尺寸计算
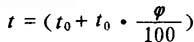
式中 t——模具螺纹孔或螺纹成型芯的螺距
t0——制件螺纹螺距
(七)注射成型模具的浇注系统
注射成型模具中的浇注系统包括主流道、分流道、浇口和冷料井,见图5-1-31。它的作用是使注射至模具的熔融塑料能按工艺要求充满型腔和向型腔内的熔料传递注射压力。
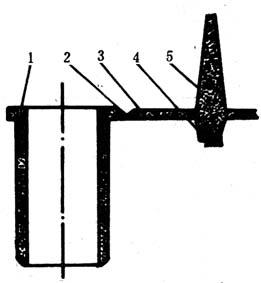
图5-1-31 注射成型模具浇注系统
1-制品 2-浇口 3-分流道 4-冷却井 5-主流道
1.主流道
图5-1-32是一个主流道衬套。主流道为圆锥形,锥度大时有利于主流道冷料(俗称料把)由衬套内脱出,但锥度增大相应使主流道的底部直径增大,耗料量增加。主流道进口直径在5~15mm之间,视制品的大小厚薄而定。但应尽量求小,以免冷却费时,影响生产率和增加回炉料。主流道的圆锥角取3°~5°。
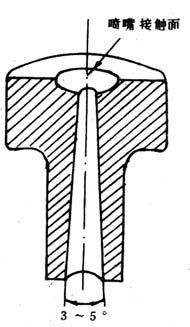
图5-1-32 主流道衬套
2.分流道
分流道的截面有圆形、半圆形、半椭圆形和梯形多种形式(图5-1-33)。
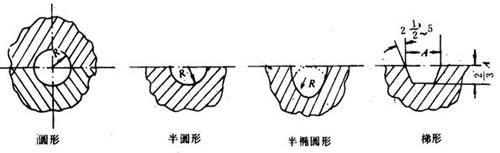
图5-1-33 分流道断面形状
在任何情况下,以圆形分流道为最好,因为截面积相等时圆形分流道的冷却表面最小,对料流的阻力也最小,因而有利于熔融塑料充满型腔和防止成型过程流道内的熔料过早冷凝。圆形流道的缺点是必须开在两个半模上,而且必须相互吻合,故对机械加工要求较高。
半圆形分流道可开在一个半模上,机械加工比较方便,但与同样截面积的圆形分流道相比冷却表面约大15%,料流阻力较大,故这种分流道较易早凝,熔料充模不及圆形分流道顺畅。
半椭圆形分流道的截面比较接近于圆形分流道,其比散热面积较小,料流的阻力也较小,对于硬聚氯乙烯等高粘度塑料,这种流道有利于熔料的流动、充模和有效地防止早凝。半椭圆形分流道可开在一个半模上。
梯形分流道截面形状同样有利于熔料的流动,加工也方便。通常梯形的深度约为宽度的2/3。
3.浇口
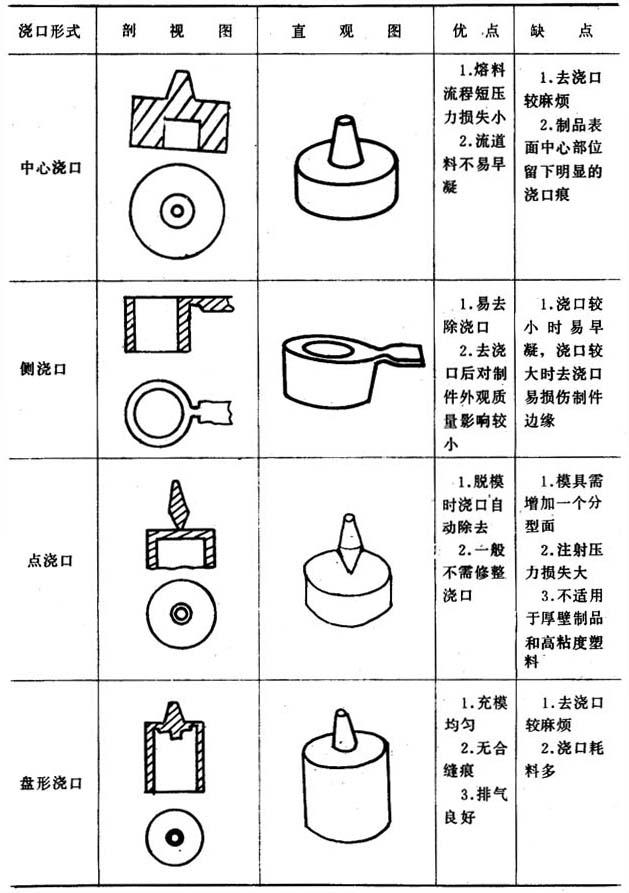
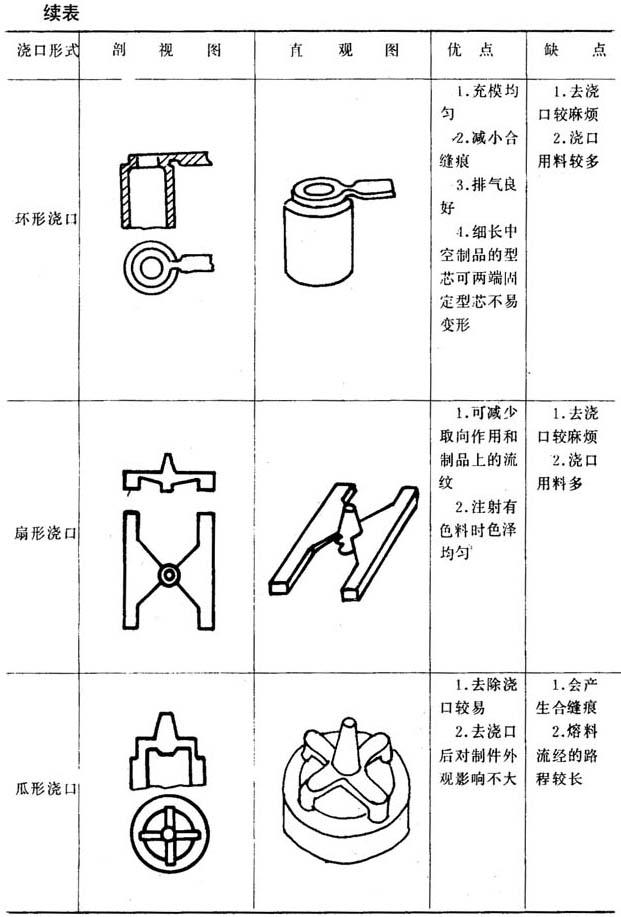
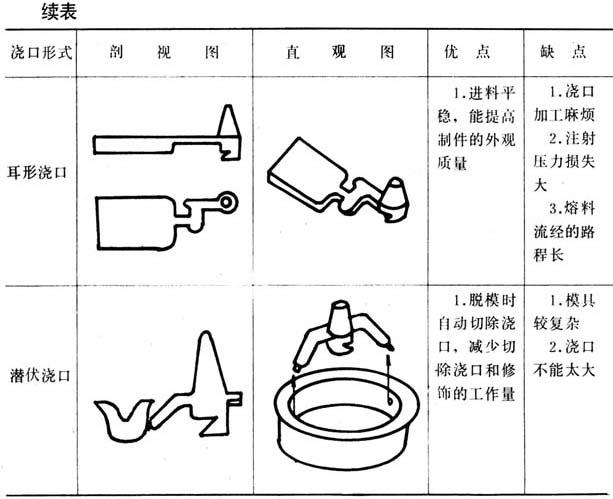
浇口是分流道(或主流道)末端与制件连接的部分。浇口应设计在不影响制件外观质量和易于清除流道冷料的部位。同时还应注意,浇口必须设在制品厚壁的部位,这将有利于熔料充满型腔和消除制件的内部缩孔或表面瘪凹。通常浇口的宽度约为流道宽度的75~100%(扇形浇口等例外),深度约为制品厚度的40~60%,而长度则至少应与深度相等。为能满足各种制品结构上和注塑工艺上的要求,浇口可以有很多的形式。各种形式的浇口以及其优缺点见表5-1-12。
表5-1-12 各种形式的浇口及其优点
4.冷却井
冷却井是设在主流道大端的一个凹坑,处于动模上,其底部是顶出杆。设置冷料井的作用是在每次注射前,原在喷嘴头部的少许冷料能在充模过程中首先进入冷料井,从而避免冷料进入型腔影响制件的强度和外观。
为了启模时能够将主流道冷料从定模上脱出,通常均将冷料井和在该处特设的顶杆作成特殊的结构。这种结构通常有如下几种形式(图5-1-34)。
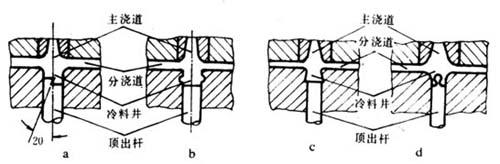
图5-1-34 冷料井和拔出主流道冷料的结构
a-Z型 b-倒陷环型 c-推板式 d-圆珠型
在多腔模中,为增进制品的质量,通常也有在分流道末端设冷料井的(见图5-1-35)。
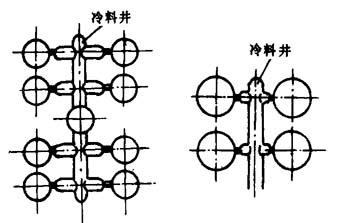
图5-1-35 分流道末端的冷料井
(八)注射成型模具的排气槽
注射成型模具内需要排除的气体主要是留存在模内进料系统及型腔中的空气,其次是熔料在加工温度下挥发出的少量水汽和其它挥发性物质。这些气体必须排除,不然就会影响熔料顺利充满型腔;再者,气体受压缩所产生的热量还可能将制件表面烧焦。
排气的方法是在型腔中料流的终点开设排气槽。此槽最好位于模具的分型面上,如果不可能,则应在需要开设排气槽处添加顶杆,以便利用顶杆与其插孔之间的间隙将气排出。
就成型聚氯乙烯的模具来说,是在凹模型面确定的部位开出深约0.05~0.07mm的槽口作为排气槽,槽口的宽度视制件的大小而定,一般约为2~3mm,如排气槽是顶杆与其插孔的间隙,则间隙的尺寸也约为0.05~0.07mm。排气槽必须光洁平整,以利气体的排出。分型面的排气槽切忌开向朝着操作者的一侧,以防万一漏料发生意外事故。此外,在某些情况下,也可利用凸模结构的有利部位开设排气槽。
(九)注射模具的冷却系统
冷却模具的方法是在凹模和凸模上钻孔或开设槽道,以便用冷却水、冷空气或其它冷却介质进行强制冷却。
凹模或凸模上开设的孔或槽都应力求与型腔形状配合,以保证制件冷却均匀。
制件冷却的传热过程可分为三个步骤:①塑件中心层的热量传到表面;②制件表面通过模壁在制模金属材料中将热量传到冷却孔周围;③冷却孔表面将热量传给在孔中流过的冷却介质。所以要提高冷却效果,首先对塑料制品的厚度应有一定的限度,过厚常因塑料传热系数很小,即使模温很低,要将制品充分冷却仍需很长时间,而且很难保证制品质量。其次冷却孔的布局要合理,根据经验,冷却孔之间的中心距应为冷却孔直径的3~5倍。若冷却孔距型腔表面太远,或冷却孔间距太大,模具表面的温度就不均匀,传热效果也较差。第三要设法使冷却介质在冷却孔中的流速提高和得到调节,这样就能相应地加快和控制冷却的速率,以满足工艺上的需要。
1.设计要点
冷却系统的设计要点如下:
①冷却孔距型腔壁距离适中,太远或太近均会影响传热效果和模具机械强度,通常为12~20mm,冷却孔直径一般不小于8mm,进出水管的直径不小于冷却孔直径。
②冷却孔不宜穿过镶块或其它接缝部位。
③凹模、凸模(或称成型模)应分别冷却,注意保持冷却平衡。
④进出水嘴接头尽可能设在模具的一侧,通常置于注射成型机的背面,冷却水嘴接头的孔径不能过小。
⑤水流通过的流道和水嘴接头必须密封防止漏水。
⑥冷却水的进出温差不宜过大,以免造成模温不均。
2.冷却装置
注射成型模具的冷却装置形成,大体可分为如下三类。
(1)沟道式冷却直接在模具上钻孔或铣槽(图5-1-36~图5-1-40)。
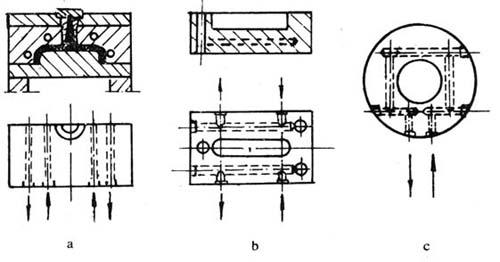
图5-1-36 凹模钻冷却水孔进行冷却
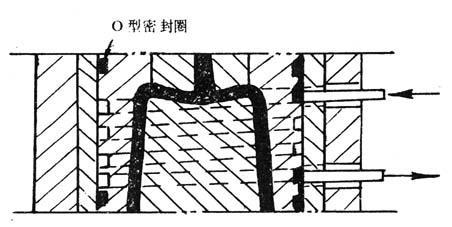
图5-1-37 凹模螺旋形冷却槽
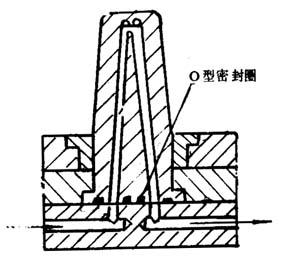
图5-1-38 型芯内钻孔进行冷却
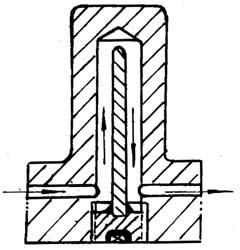
图5-1-39 型芯内加隔板的冷却通道
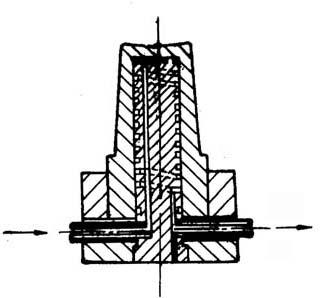
图5-1-40 型芯内的螺旋冷却槽
(2)管道式冷却 模具或模板上钻孔或铣槽,然后在孔或槽内嵌入铜管。
(3)导杆式冷却 对于不便用水直接冷却的细长成型芯可用导热性良好的金属杆插入型芯,而后再用水等介质冷却金属杆来达到冷却模具的目的(图5-1-41)。
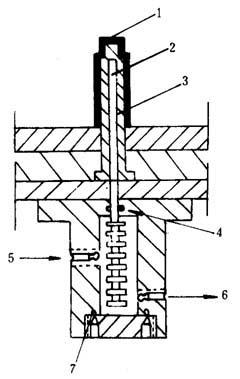
图5-1-41 导热杆式冷却
1-塑件 2-导热杆 3-型芯 4-O型密封环 5-进水 6-出水 7-销钉
凹模的冷却形式见图5-1-36、5-1-37。
凸模冷却形式见图5-1-38~5-1-41。
(4)多型腔模具
在设计多型腔模具时,首先遇到的是确定型腔数的问题。确定方法是先从注射量和锁模力两方面计算,而后以其中数目较小的为准。根据注射量确定的计算可用下式:
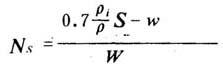
式中 Ns——按注射量确定的型腔数
pi——所采用聚氯乙烯塑料的密度(g/cm3)
p——聚苯乙烯的密度(1.06g/cm3)
S——注射机标定的注射量(g)
w——流道和浇口冷料以及废边的总重量(g)
W——每一型腔的塑件重量(g)
0.7——为额定注射量的利用系数
硬聚氯乙烯的pi=1.35~1.45,软聚氯乙烯的pi=1.16~1.35
根据锁模力确定型腔数的计算可用下式:
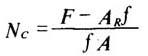
式中 Nc——按注射机锁模力确定的型腔数
F——额定锁模力(t)
AR——模具浇注系统的总投影面积(cm2)
A——每一型腔的投影面积(cm2)
f——单位投影面积的设计锁模力(t/cm2)
使用多型腔模时,要求熔料同时充满各型腔。如果熔料的流动一旦在某一型腔的中途停止,则要再开始流动往往是难于实现的,因为停顿不前的料及浇口处的料很快会冻结,从而严重地限制料的重新流动。为了使进入各型腔的料流动平衡,则应使各型腔的分流道和浇口完全相等,而且各型腔距主流道的距离也应相等。如果排列的型腔离主流道的距离不相等,则应使各分流道以及与它各自相连的浇口对料流的总阻力相等。如果各型腔大小不一,则在分流道相同的前提下可用浇口截面大小来平衡其流动。平衡的具体方法是:可先根据制造某一制品用的型腔确定其浇口的大小,其余型腔的浇口尺寸可按下式计算。
对于圆形浇口:
对于矩形浇口:
式中 d1——第一型腔的浇口直径(mm)
d2——第二型腔的浇口直径(mm)
t1——第一型腔的浇口深度(mm)
t2——第二型腔的浇口深度(mm)
w1——第一型腔的制件重量(g)
w2——第二型腔的制件重量(g)
- 1993年船舶优先权和抵押权国际公约是什么意思
- 1994年《教育法》颁布是什么意思
- 1994年全国教育工作会议召开是什么意思
- 1995年世界发展报告发表是什么意思
- 1996年世界粮食首脑会议食物权立法是什么意思
- 1999年:不战而胜是什么意思
- 19—20世纪中国文学思潮史·从新潮到奔流是什么意思
- 19—20世纪中国文学思潮史·悲壮的沉落是什么意思
- 19—20世纪中国文学思潮史·战火中的缪斯是什么意思
- 19世纪30年代英国殖民部发表关于西印度群岛教育的指示是什么意思
- 19世纪30-40年代欧洲三大工人运动是什么意思
- 19世纪40年代智利改革中等教育是什么意思
- 19世纪60年代俄国进行教育改革是什么意思
- 19世纪80年代哥斯达黎加的教育改革是什么意思
- 19世纪90年代的工业高涨是什么意思
- 19世纪中国教案——义和团学术讨论会是什么意思
- 19世纪俄国革命民主主义者的哲学是什么意思
- 19世纪农业经济立法是什么意思
- 19世纪功利主义教育学说的产生是什么意思
- 19世纪文学家的人学思想是什么意思
- 19.唑嘧磺草胺是什么意思
- 19.唑螨酯是什么意思
- 19.得益是什么意思
- 19.春雷霉素是什么意思
- 19.温州蜜柑青枯病是什么意思
- 19.白蚁类是什么意思
- 1af·fect是什么意思
- 1an·gle是什么意思
- 1art是什么意思
- 1ash是什么意思
- 1A/D转换器是什么意思
- 1ball是什么意思
- 1bang是什么意思
- 1bank是什么意思
- 1ban·dy是什么意思
- 1bat是什么意思
- 1beer是什么意思
- 1bil·let是什么意思
- 1blow是什么意思
- 1boil是什么意思
- 1bolt是什么意思
- 1boom是什么意思
- 1boot是什么意思
- 1bot·tle是什么意思
- 1bound是什么意思
- 1bow是什么意思
- 1box是什么意思
- 1breeze是什么意思
- 1bul·ly是什么意思
- 1bush是什么意思
- 1buzz是什么意思
- 1can是什么意思
- 1case是什么意思
- 1chase是什么意思
- 1chop是什么意思
- 1chuck是什么意思
- 1clutch是什么意思
- 1cock是什么意思
- 1com·bine是什么意思
- 1com·mune是什么意思