模具材料
涉及本节的常用模具材料的成分和性能,在本书里均有详细的介绍,
凸模和凹模
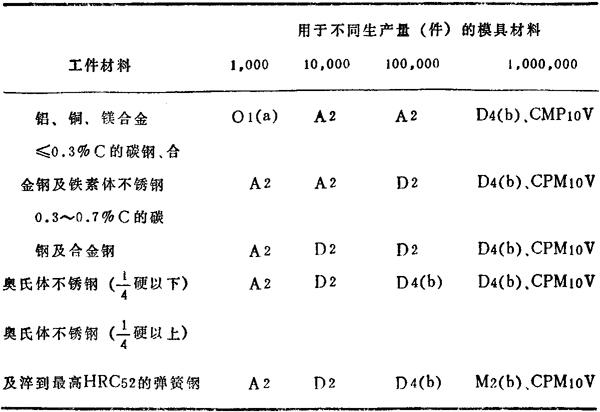
表37为从1.3mm厚的几种不同工件材料上冲制尺寸和复杂程度不同的零件,在不同生产量时凸模和凹模所用的材料。图32为典型零件的示意图。表38为用于同样厚度的几种不同材料和不同批量时,工件整修用的凹模和凸模材料。
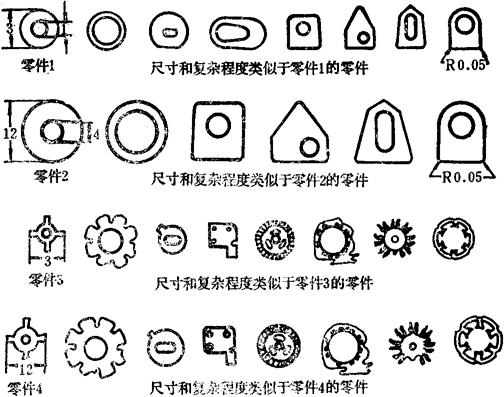
图32 用普通的落料冲孔工艺生产的各种下同复杂程度的典型零件
图中尺寸值为英寸。换成毫米时,需乘以25。零件1和2比较简单,要求用类似于图31的模具。零件3和4比较复杂,要用复合模或级进模
表37 1.3mm薄板落料用的典型的凸模和凹模材料
零件示意图,见图32
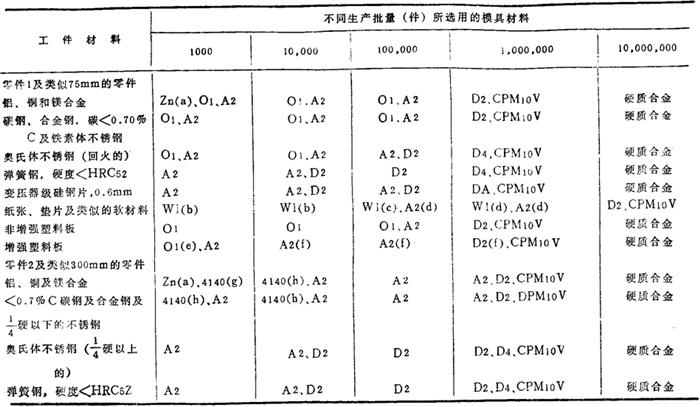
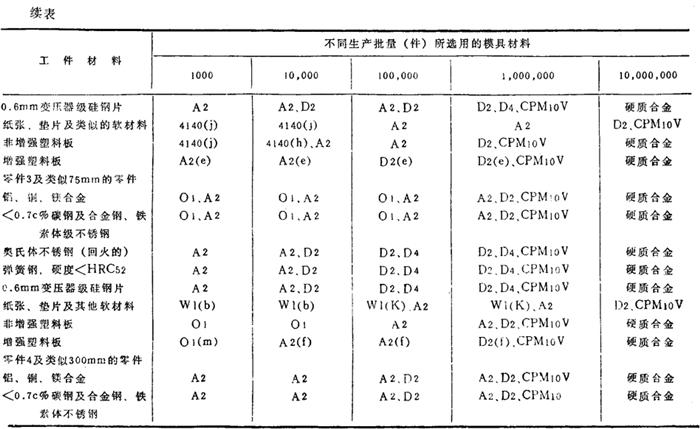
注:硬质合金除推荐作一千万件的批量生产的模具材料外,批量在一百万~一千万件之间时也选用。
(a)Zn是指锌合金板凹模和淬硬工具钢凸模。
(b)用于冲制数量至10,000件时,W1凹模和凸模可不硬化,在必要时用锤敲击凸模以补偿磨损。
(c)用于生产1万~1百万件时,W1凸模可以是软的,所以它可用敲击来补偿磨损,或把它淬硬并磨到要求的尺寸。
(d)所列二种材料可交替应用,如用复合模生产1万~1百万件的批量时,优先选用A2工具钢。
(e)即使只冲制1,000件,凸模必须氰化至0.1~0.2mm的深度后再使用。
(f)凸模和凹模需在540~565℃下气体氮化12小时。
(g)软的。
(h)工作刃口用火焰淬火。
(j)可以是软的或火焰淬火。
(k)冲1万~1百万件时,凸模用W1,可以是软的,以便用敲击法补偿磨损,凹模用淬火的O1钢。
(m)即使是冲1000件,凸模最好进行氰化处理。
(n)冲1万~1百万件时,应用W1淬硬的凹模和W1不淬硬的凸模;以便用敲击法补偿磨损。
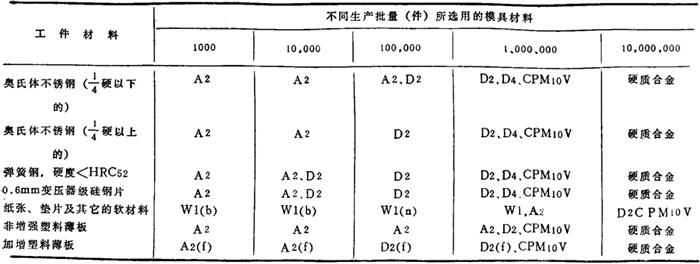
表38 用于1.3mm薄板工件整修典型的凸模和凹模材料
注:(a)O2用于须经扩孔加工的模具。
(b)易损或截面复杂时,用D2取代D4或M2。对该生产量也可用硬质合金作整修凸模。
冲制较1.3mm稍厚或稍薄的薄板零件的凸模和凹模材料也可按表37和表38选择。对于更厚一些板料,凸模和凹模的材料应选比实际生产量大一档所推荐的材料(即表中实际生产数量靠右的一行)。相反地,对更薄的材料,则可选用比实际生产量小一档的模具材料(即表中实际生产数量靠左的一行)。
用于若干种不同工件材料的冲孔类凸模(1)1的典型材料如表39所示。凸模直径相对于板厚的比例,在冲铝、黄铜和钢时,无导向的凸模为2.5∶1;有导向的凸模时为1∶1。在冲弹簧钢和不锈钢时;无导向的凸模为3∶1~1.5∶1;对精密导向凸模为1∶1~0.5∶1。冲孔类凸模的典型硬度如图33所示。
表39 冲孔类凸模的典型材料
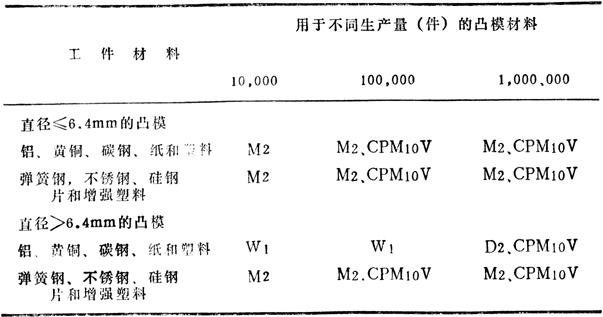
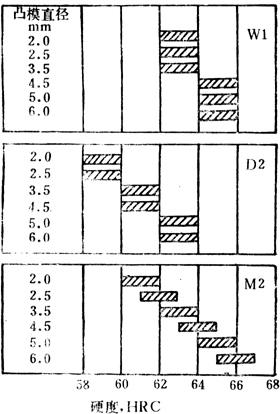
图33 工具钢冲孔类凸模的典型硬度
注:不论何种材料,孔是受大的冲击载荷,或用于厚材料冲孔时,需回火到HRC56~60的硬度
表40为三种类型(凸模固定板、导板或卸料板和凹模固定板或凹模)冲孔类衬套(2)1的典型材料。这些推荐,对精密衬套——例如,外径可磨至 及内外径同心度在0.005mm的公差之内——是特别有用的。W1衬套的硬度应为HRC62~64,D2为HRC61~63。
及内外径同心度在0.005mm的公差之内——是特别有用的。W1衬套的硬度应为HRC62~64,D2为HRC61~63。
表40 冲孔类衬套的典型材料
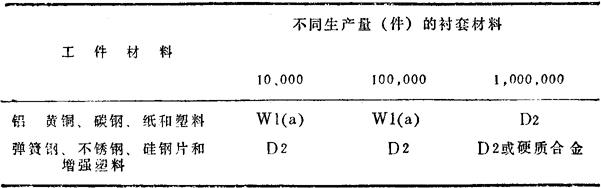
注:(a)当衬套的形状在热处理后不能磨削时,为减少变形,推荐用油淬钢或空冷硬化钢。
模板
模板和夹持镶块的模具零件,通常是用灰铸铁、合金钢或工具钢制造。在冲压厚板和硬的材料时,可用50号灰铸铁,或热处理到HRC30~40的4140钢。在大批量生产厚的或硬的材料的冲压件时,如果镶块是被压入模板的,则模板采用4340钢和H11钢;如镶块是螺栓紧固的,则基本上都用4340钢。在冲压薄或软板时,可用25号或30号灰铸铁或软钢模板。
次要的模具零件 硬质合金模的模座和凸模固定板,采用高强度铸铁或低碳钢板制成。固定硬质合金拼块的箍圈,常用淬火到HRC55~60的O1工具钢制造。硬质合金模的垫板可用淬硬到HRC48~52的O1钢制造。卸料板通常用低碳或中碳(1020或1035)钢板制成;在中批量生产时,淬硬的卸料板用4140火焰淬火W1钢、常规淬火或W1钢氰化及油淬的W1钢制成;硬质合金模或大批量生产用的D2、D4或CPM10V模具的淬硬卸料板用O1或A2制成,硬度为HRC50~54。
对大多数中批量或大批量生产用的模具,定制的淬硬导柱和定位销用W1和W2钢制造。而对低成本小批量生产的模具,则用4140钢。市场上的导柱常用SAE1117钢制成,然后渗碳、淬火并加工至0.4μm均方根值的粗糙的表面光洁度。
- 有根儿有梢儿是什么意思
- 有根可以执,有蕧可以馨。是什么意思
- 有根基是什么意思
- 有根底是什么意思
- 有根才开花,有蔓才结瓜是什么意思
- 有根据是什么意思
- 有根据有来源是什么意思
- 有根有叶是什么意思
- 有根有底是什么意思
- 有根有底有根有梢是什么意思
- 有根有据是什么意思
- 有根有攀是什么意思
- 有根有梢是什么意思
- 有根有梢儿是什么意思
- 有根有苗是什么意思
- 有根有蔓是什么意思
- 有根有铺是什么意思
- 有根的多栽,有嘴的少养是什么意思
- 有根舌是什么意思
- 有根苔是什么意思
- 有根茎叶分化的植物是什么意思
- 有格是什么意思
- 有桃有李是什么意思
- 有框框是什么意思
- 有框镜是什么意思
- 有案可查是什么意思
- 有案可查的事是什么意思
- 有案可稽是什么意思
- 有档锚链是什么意思
- 有梁子是什么意思
- 有梁板是什么意思
- 有梅无雪不精神,有雪无诗俗了人。日暮诗成天又雪,与梅并作十分春。是什么意思
- 有梦常嫌去远 无书可恨来迟是什么意思
- 有梦很好,但不能只说梦话是什么意思
- 有棍子打得蛇,有赃证打得贼是什么意思
- 有棱丝瓜是什么意思
- 有棱儿有角儿是什么意思
- 有棱有角是什么意思
- 有棱条陶器是什么意思
- 有棱角是什么意思
- 有棱角状的眼是什么意思
- 有楂儿是什么意思
- 有楼的厝是什么意思
- 有楼的战船是什么意思
- 有楼顶的厝是什么意思
- 有榜有眼是什么意思
- 有槽道是什么意思
- 有樗不才是什么意思
- 有模分儿是什么意思
- 有模有样是什么意思
- 有模样是什么意思
- 有檐在先是什么意思
- 有次是什么意思
- 有次秩地堆是什么意思
- 有欢喜是什么意思
- 有欲则不刚,刚则不屈于欲。是什么意思
- 有欲则不刚,刚者不屈于欲是什么意思
- 有欲则不刚,刚者不屈于欲。是什么意思
- 有欲则无刚。是什么意思
- 有欲甚,则邪心胜是什么意思