模具主要零件的计算
1.径向尺寸的计算
(1)整形模和成型模
整形可分为正整形和负整形。所谓正整形即留有整形余量的整形;负整形是不留整形余量,靠压件变形产生挤压作用的整形。表6.2-11列出了不同整形方法的阴模孔径和芯棒外径的计算公式。
表6.2-11 不同整形方法的阴模孔径和芯棒外径的计算公式
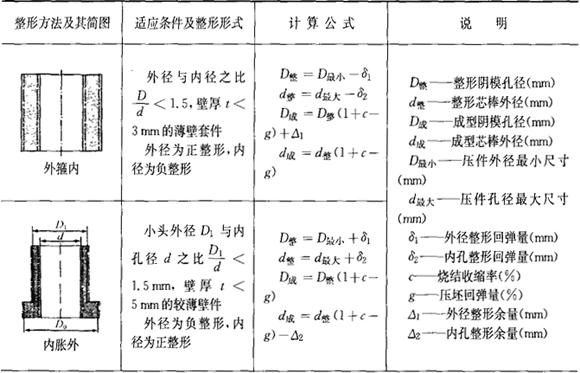
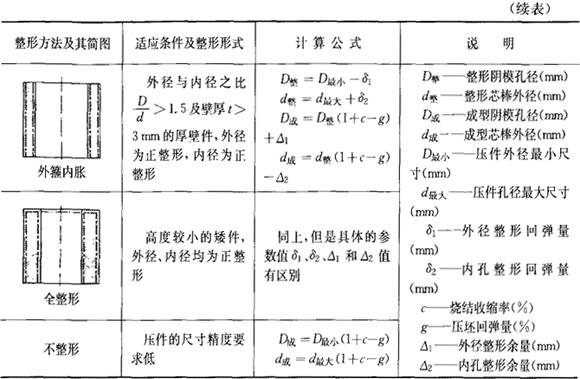
注:1.当压件为非旋转体时,凸面和平面均按外径D公式计算,凹面则按内径d公式计算。
2.表中的c、g、δ1、δ2、△1和△2值分别见表6.2-12~表6.2-17。
表6.2-12 铁、铜基压坯的烧结收缩率c
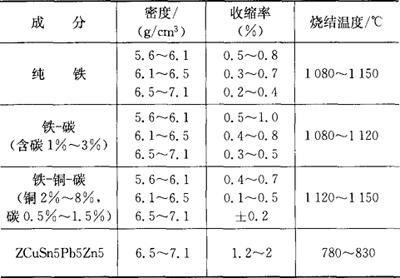
表6.2-13 铁、铜基压坯的径向回弹率g
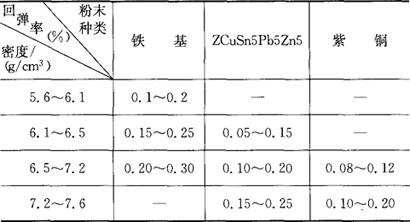
表6.2-14 外箍内时的整形余量和回弹量 (mm)
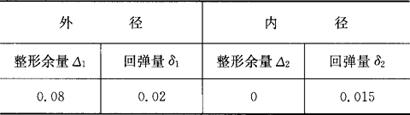
表6.2-15 内胀外时的整形余量和回弹量 (mm)
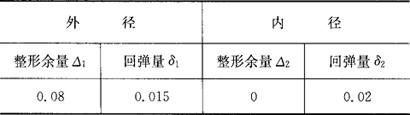
表6.2-16 外箍内胀时的整形余量和回弹量 (mm)
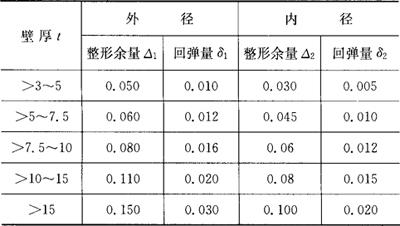
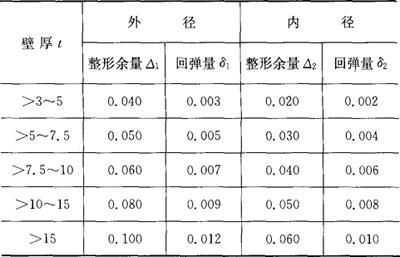
表6,2-17 全整形时的整形余量和回弹量 (mm)
(2)模冲
不论对成型模或整形模,模冲的外径D冲和模冲内径d冲的计算公式均为
D冲=D阴平均-e平均
d冲=d芯平均+e平均
式中 D阴平均——阴模孔径的平均尺寸(mm);
d芯平均——芯棒外径的平均尺寸(mm);
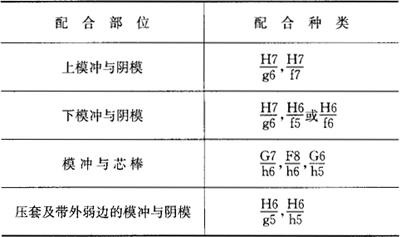
e平均——配合间隙的平均值(mm)。成型模模冲的配合可选用表6.2-18所推荐的种类,整形模模冲的配合间隙应比成型模的大。
表6.2-18 成型模模冲配合种类
2.轴向尺寸的计算
(1)装粉高度的计算(图6.2-1)
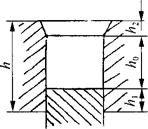
图6.2-1 阴模高度计算
装粉高度与装粉体积V0(cm3)有关,而装粉体积取决于压坯体积Vk(cm3)和压缩比ε,即( )
)
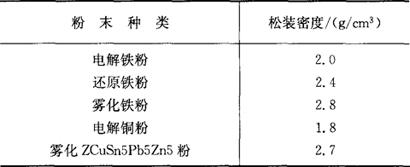
其中ε是压坯密度 与粉末松装密度
与粉末松装密度 之比。粉末的松装密度
之比。粉末的松装密度 见表6.2-19。
见表6.2-19。
表6.2-19 部分铁、铜基粉末的松装密度ρ0
对于无台阶的柱体压坯,其装粉高度的计算公式为:
h0=εhk
式中 h0——装粉高度(mm);
hk——压坯高度(mm)。
对于非柱体的其他形状如球体、锥体,可先求出其装粉体积V0,再根据相应公式求出装粉高度。
(2)模具高度的计算
①阴模高度,阴模高度由三个高度组成(图6.2-1),即
h=h0+h1+h2
式中 h——阴模高度(mm);
h0——装粉高度(mm);
h1——下模冲定位高度(mm),取10~50mm;
h2——手动模装粉高度(mm),取5~10mm;如采用自动模,则h2=0。
②芯棒长度,芯棒长度不应超过阴模上端面或略低一点,以便于自动送粉。手动模时,芯棒长度可与阴模高度相等。
③模冲高度,确定模冲高度时,应根据具体的压模结构形式,综合考虑模冲的安装定位、装粉高度的调节余地、压坯的高度以及脱模移动的距离等需要,保证有足够的压缩行程、脱模行程和适宜的定位高度。
3.阴模和模套的强度及刚度计算
(1)强度计算
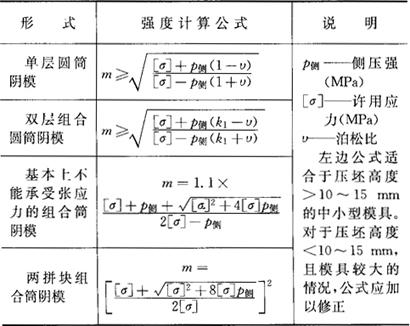
设计阴模和模套的尺寸时,应根据它所受的侧压强p侧进行验算,保证阴模受到的最大应力不大于模具材料的许用应力。建立强度条件,其计算公式见表6.2-20。
表6.2-20 阴模和模套强度计算公式
(2)刚性计算
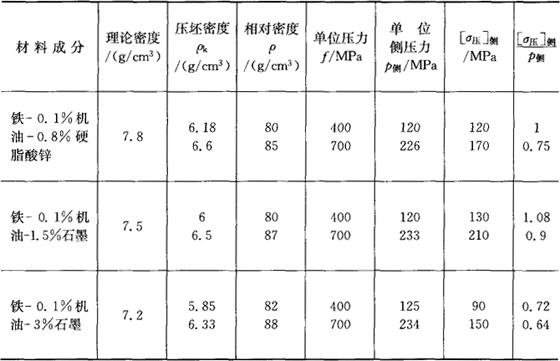
设计阴模和模套尺寸时,还应根据压坯受到阴模弹性变形恢复时,收缩引起的剩余侧压强,不得大于压坯允许的侧向(垂直于压制方向)抗压应力,建立刚性条件。即
p侧剩=jp侧≤[σ压]侧

式中 p侧剩——剩余侧压强(MPa);
 侧——侧压强(MPa);
侧——侧压强(MPa);
[σ压]侧——压坯的侧向许用抗压强度(MPa),铁基压坯侧向许用抗压强度见表6.2-21。
表6.2-21 铁基压坯侧向许用抗压强度[σ压]侧

式中  ;
;
R——阴模外半径(mm);
r——阴模内孔半径(mm)。
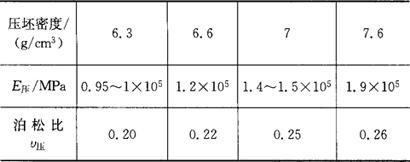
其中E阴、E压分别为阴模和压坯的刚度,v阴、v压分别为阴模和压坯的泊松比。表6.2-22为铁基压坯的E压和v压值。
表6.2-22 铁基压坯的E压和v压值
对于密度在6.6g/cm3左右的铁基压坯,当 时,可以不进行刚性验算,只进行强度验算;当
时,可以不进行刚性验算,只进行强度验算;当 时,则无论模壁增多厚,压坯均不能成型;当
时,则无论模壁增多厚,压坯均不能成型;当 时,则应同时进行强度和刚度验算,并取其中m大的值。
时,则应同时进行强度和刚度验算,并取其中m大的值。
- 蚊睫是什么意思
- 蚊睫之虫是什么意思
- 蚊睫安知鹏翼是什么意思
- 蚊睫宿是什么意思
- 蚊睫窝是什么意思
- 蚊瞓是什么意思
- 蚊符是什么意思
- 蚊符①是什么意思
- 蚊类调查是什么意思
- 蚊罩是什么意思
- 蚊翼是什么意思
- 蚊耨是什么意思
- 蚊聚是什么意思
- 蚊肶同牛肶是什么意思
- 蚊脚是什么意思
- 蚊脚书是什么意思
- 蚊脚体是什么意思
- 蚊萤是什么意思
- 蚊蒙是什么意思
- 蚊虫是什么意思
- 蚊虫咬麻石——太不量力是什么意思
- 蚊虫子是什么意思
- 蚊虫帐是什么意思
- 蚊虫知是什么意思
- 蚊虫结拜是什么意思
- 蚊虫药是什么意思
- 蚊虫走眼前飞过知道公母是什么意思
- 蚊虫遭扇打——只为嘴伤人是什么意思
- 蚊虫遭扇打——只怪你嘴伤人是什么意思
- 蚊虫遭扇打,全在嘴伤人是什么意思
- 蚊虫遭扇打,只为嘴伤人是什么意思
- 蚊虫防制是什么意思
- 蚊虻之劳是什么意思
- 蚊虻负山是什么意思
- 蚊虻走牛羊是什么意思
- 蚊虻过耳是什么意思
- 蚊蚁是什么意思
- 蚊蚊是什么意思
- 蚊蚊儿是什么意思
- 蚊蚋是什么意思
- 蚊蚋已生团扇急,衣裳未了剪刀忙。是什么意思
- 蚊蚋有毒,食人肌肉。是什么意思
- 蚊蚋睫是什么意思
- 蚊蚋负山是什么意思
- 蚊蚤是什么意思
- 蚊蛤蟆是什么意思
- 蚊蝇是什么意思
- 蚊蝇传播是什么意思
- 蚊蝇孳生地是什么意思
- 蚊螆是什么意思
- 蚊螢是什么意思
- 蚊蟭拍子是什么意思
- 蚊裯是什么意思
- 蚊角是什么意思
- 蚊负是什么意思
- 蚊负山是什么意思
- 蚊赋是什么意思
- 蚊车是什么意思
- 蚊里是什么意思
- 蚊钩是什么意思