概述
聚氯乙烯的热成型,可以分为模压成型和差压成型两大类,由这两种类型,派生出多种成型方法。
模压成型,包括单阳模成型,单阴模成型,对模成型和复合模压成型等。
差压成型,包括气压成型,真空成型和复合差压成型。
(一)模压成型
1.单阳模法
对于直径大于1m的圆筒体的制件,一般用弧形板拼接,弧形板常采用单阳模成型(图9-2-1)。
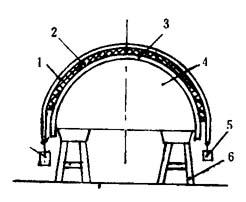
图9-2-1 圆筒体单阳模制作方法
1-帆布 2-成型的筒体 3-麂皮或绒布 1-木制空心模 5-重锤 6-支架
对于旋转体的制作,常常采用由阳模、拉伸环、压边圈等组成的成型模(图9-2-2)。拉伸环的棱角,应有较大的圆弧半径(不小于10~12mm)和很低的粗糙度,阳模和拉伸环之间的间隙,比材料厚度大15~20%,阳模进入拉伸环的深度,一般比图纸要求的深度大1~1.5mm,在制件冷却到40~50℃后,阳模方可退出。
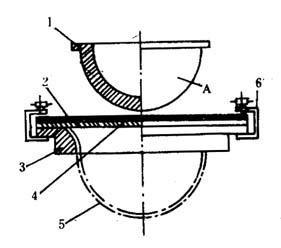
图9-2-2 旋转体单阳模制作方法(Ⅰ)
1-阳模 2-压边圈 3-拉伸环 4--坯料 5-制件 6-夹具
厚度和直径都较小的制件,可借夹具手工压制,对厚度和直径都较大的制件,需用压机。
根据制件的具体情况,还可采用图9-2-3的成型方法。
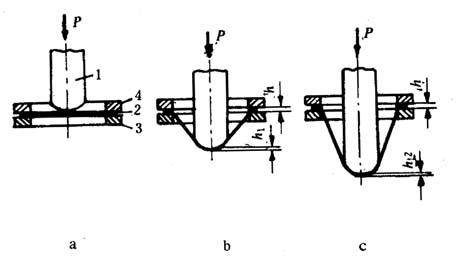
图9-2-3 旋转体单阳模制作方法(Ⅱ)
a、b、c——拉伸的各个阶段
1-阳模 2-坯料 3-拉伸环 4-压边圈 h2<h1<<h
2.单阴模法
对于直径大于1m的圆筒体,还可以采用单阴模成型法(图9-2-4)。
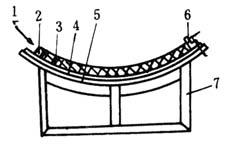
图9-2-4 圆筒体单阴模制作方法
1-施力方向 2-可活动的铁条 3-制件 4-帆布衬 5钢阴模(厚度4~10mm) 6-角钢(固定于阴模上) 7-角钢支架
3.对模成型
对模成型的模具,由阳模、阴模、夹具和其它附件共同组成。将片材夹持于两模之间,用可移动的加热器加热片材,达到所要求的温度,移去加热器,并用压机将两模合拢,冷却,脱模后,即可取得制件(图9-2-5)。片材与模具间的空气,由设置在模具上的气孔向外排出。
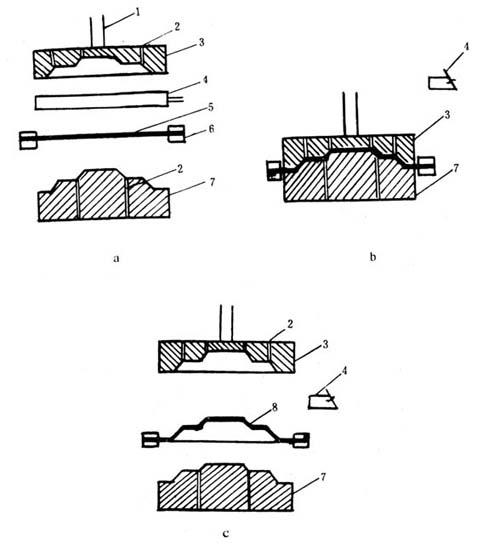
图9-2-5 对模成型示意图
a-加热阶段 b-压制阶段 c-脱膜阶段
1-压机柱塞 2-气孔 3-阴模 4-加热器 5-片材 6-夹具 7-阳模 8-制件
用对模成型的制件,具有以下特点:①复制性和准确性都好;②制品在结构上可较复杂,可制成具有刻花或刻字的表面;③厚度分布,在很大程度上依赖于制件的造型。
4.复合模压成型
对某些制件中,可以采用复合模压成型的方法(图9-2-6)。
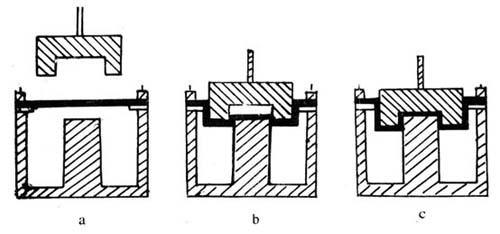
图9-2-6 复合模压成型示意图
(二)差压成型
1.真空成型
(1)单阳模法单阳模法的工作情况如图9-2-7。
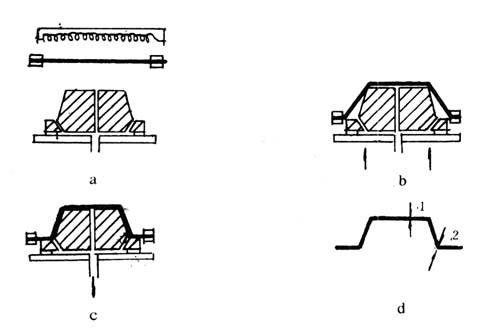
图9-2-7 单阳模真空成型示意图
a-加热 b-模具上升 c-抽真空 d-制件
1-厚壁区 2-薄壁区
(2)单阴模法
单阴模法模具深度和宽度之比与制件厚度的关系如图9-2-8和图9-2-9。
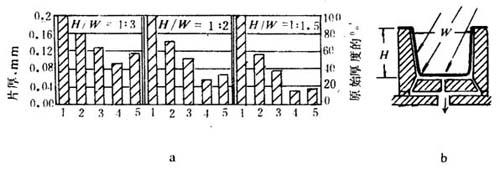
图9-2-8 拉伸比与制件厚度的关系
H-模高 W-模宽 1-原始片厚 2-顶部厚度 3-中间厚度 4-底角厚度 5-底厚
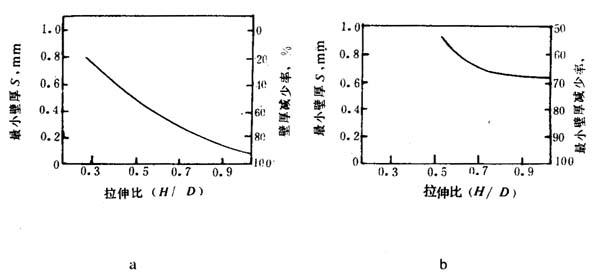
图9-2-9 拉伸比与制件最小壁厚的关系
a板厚1mm b板厚2mm
单阴模真空成型的工作情况如图9-2-10。
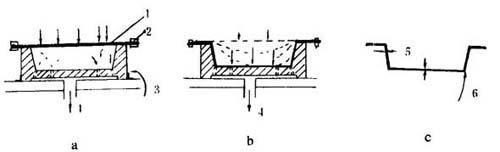
图9-2-10 单阴模真空成型示意图
1-坏料 2-夹具 3-密封 4-真空 5-厚壁区 6-薄壁区
(3)无模具的真空成型
不用模具的真空成型,也称自由成型(图9-2-11)。
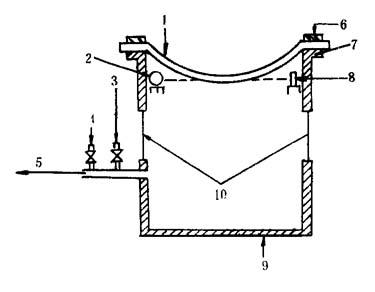
图9-2-11 无模具真空成型示意图
1-坯料 2-光源 3-光电管控制的阀门 4-真空解除阀 5-真空接嘴 6-夹具 7-拉伸环 8-光电管 9-真空室 10-观察窗
片材的拉伸速度,应尽可能快,以防坯料冷却。也可在适当部位安装加热器,借以补偿散出的热量。
按照真空室开口的不同形状,可以制得各种形状的制件。
在成型过程中,随着拉伸程度的增大,最大变形区(即坯料中心)的厚度不断改变,情况如图9-2-12。由图可见,半球最深处的厚度,只有坯料厚度的13。在选择坯料厚度时,应该考虑这个问题。
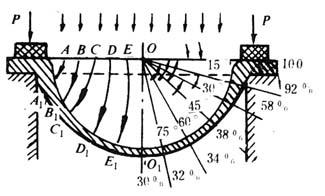
图9-2-12 自由真空成型时壁厚变薄情况
2.气压成型
气压成型既可以用单模(阳模或阴模)也可无模。
(1)单阳模法
单阳模的气压成型装置如图9-213。将已预热的坯料快速压紧后,由(9)压入空气,将坯料预成型,并使成型深度超过阳模(6)的高度,再用柱塞(8)从预成型过的坯料下面升起阳模,预成型的坯料,便紧包在阳模上,成为最后形状。用这种方法,可以减少壁厚的不均匀度。
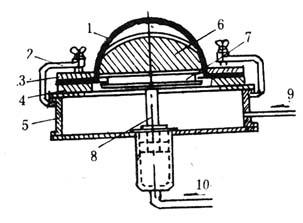
图9-2-13 单阳模气压成型示意图
1坯料 2-快速夹紧件 3-拉伸环 4-支承环 5-气室 6-阳模 7-升降台 8-柱塞 9,10-空气进口
(2)单阴模法
模具及工作情况,如图9-2-14。
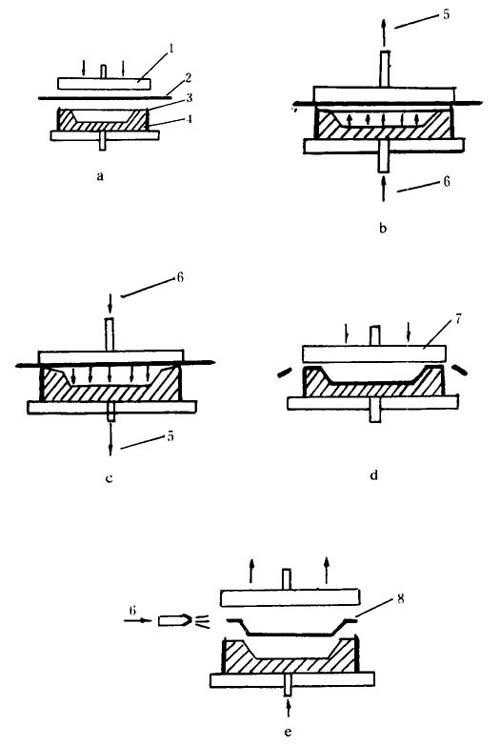
图9-2-14 单阴模的气压成型示意图
1-加热板 2-坯料 3型刃 4-阴模 5-排气 6-压缩空气 7-加压切边 8-制件
(3)无模具的气压成型
成型装置如图9-2-15。该法的特点,是制件表面光泽十分好,且能不带任何瑕疵。
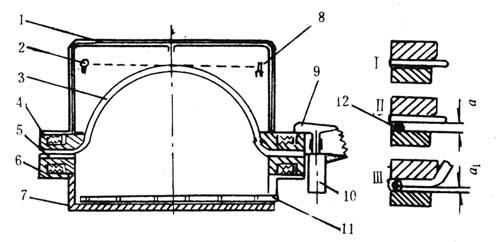
图9-2-15 无模具气压成型示意图
1-绝热罩 2-光源 3-制件 4-拉伸坏 5-橡皮垫圈 6-支承环 7-金属支座 8-光电管 9-压紧件 10-气缸(调节压紧用) 11-进气接嘴(应受光电管控制) 12-密封圈
在成型过程中,坯料放置要迅速,以免材料冷却,一般在1~1.5min内完成。在生产大型制件中,为了装放坯料机械化,可将装置呈倾斜状态安装。
3.复合差压成型
气压成型和真空成型的共同缺点,是制件壁厚不均匀,H/D(或H/W)越大,制件结构越复杂,这种情况就越显着。为了改善这种情况,往往先将坯料拉伸,再抽真空成型。
例如:先用阳模拉伸,或先用阳模推气,再回吸成型,或先吸胀,后阳模(柱塞)助推,再回吸成型。
图9216是滑动复合差压成型。工艺过程是:在坯料达到温度后,在活动夹具4与阴模6壁部接触和稍许拉伸后(a),通过开关7向阳模6内输入加热的压缩空气,进行预热并拉伸(b),接着,将阳模2下移,通过开关1向阳模输入压缩空气,其压强应稍微超过阴模内的压强,在阳模和坯料之间形成气垫(c,d),然后,开关1,7自动关闭,通过开关9和真空接嘴8抽真空成型(e),最后,用通过开关7的压缩空气,顶出制件。
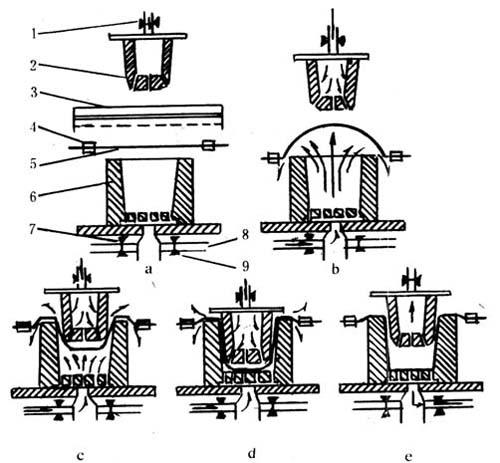
图9-2-16 滑动复合差压成型
1,7,9-开关 2-阳模 3-加热器 4-夹具 5-坯料 6-阴模 8-真空泵接嘴
(三)其它热成型
1.卷筒
直径大于1m的筒体,一般由数块板拼接而成。直径小于1m的筒体,有两种制法,一种是用内模,另一种用外模。
内模法如图9-2-17和9-2-18。
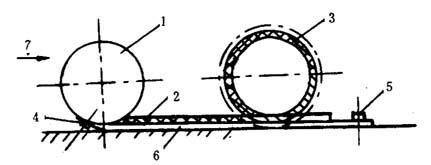
图9-2-17 内模法
1-木制空心辊筒 2-已加热的板材 3-制件 4.5-分别钉在辊筒和工作台上的钉子 6-帆布 7-推动方向
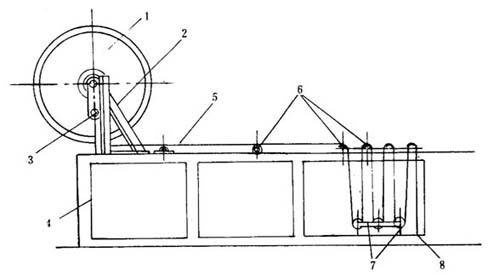
图9-2-18 卷筒机
1-辊筒2-支架 3-手柄 4-框架 5-帆布 6,7-导布辊 8-帆布固定于框架的位置卷筒机的工作情况。帆布的一端在8处固定于框架上,另一端固定于木制辊筒模具1上,当辊筒转动时,置于帆布上的已加热的板材,即随帆布紧包于辊筒上,冷却成型。
外模法如图9-2-19。将已加热的坯料卷成筒状以后,插入外模,冷后脱模。模内表面的粗糙度,要求在 以上。
以上。
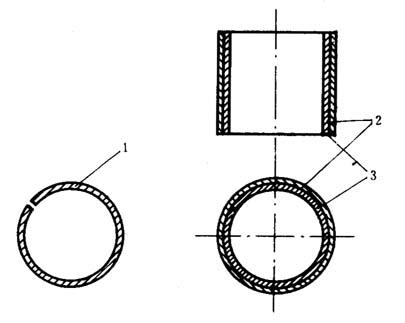
图9-2-19
1-坯料 2-铁制外模 3-成型筒体
2.扩口
管材承口的扩大,采用热胀法。模芯用金属车制,外圆有锥度,直径比管径大0.2~0.4mm,固定在支座上(图9-2-20)。先将模芯预热至约100℃,将管材一端浸入约140℃的甘油浴,变软后,取出,立即插上模芯,同时,不断旋转至冷。检查规格。
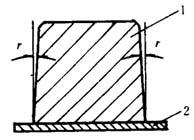
图9-2-20 扩口模
1-模芯 2-支座
- 并联式人机系统是什么意思
- 并联电路是什么意思
- 并肩是什么意思
- 并蒂式结构是什么意思
- 并蒂芙蓉是什么意思
- 并蛙之见是什么意思
- 并行不悖是什么意思
- 并行不悖是什么意思
- 并行原则是什么意思
- 并行处理是什么意思
- 并行处理计算机结构是什么意思
- 并行处理语言OCCAM及其应用是什么意思
- 并行工程是什么意思
- 并行心律是什么意思
- 并行心律是什么意思
- 并行心律性室性心动过速是什么意思
- 并行心律性室性心动过速伴文氏型传出阻滞是什么意思
- 并行心律性心动过速是什么意思
- 并行心律性早搏是什么意思
- 并行算法是什么意思
- 并行计算与偏微分方程数值解是什么意思
- 并行计算方法是什么意思
- 并行计算机系统是什么意思
- 并行计算结构力学是什么意思
- 并行课程是什么意思
- 并补两天丸是什么意思
- 并计征税是什么意思
- 并购决策是什么意思
- 并门是什么意思
- 并集是什么意思
- 并集是什么意思
- 并驾齐驱是什么意思
- 并驾齐驱是什么意思
- 并驾齐驱是什么意思
- 幸是什么意思
- 幸是什么意思
- 幸是什么意思
- 幸是什么意思
- 幸亏 幸好 幸而 幸喜是什么意思
- 幸佑星是什么意思
- 幸元林是什么意思
- 幸华铁是什么意思
- 幸华铁是什么意思
- 幸因腐草出,敢近太阳飞。未足临书卷,时能点客衣。随风隔幔小,带雨傍林微。十月清霜重,飘零何处归。是什么意思
- 幸存是什么意思
- 幸存录是什么意思
- 幸存的人是什么意思
- 幸存的人是什么意思
- 幸存的人是什么意思
- 幸存者是什么意思
- 幸居贤是什么意思
- 幸德秋水是什么意思
- 幸德秋水是什么意思
- 幸德秋水是什么意思
- 幸昭华是什么意思
- 幸灾乐祸是什么意思
- 幸灾乐祸是什么意思
- 幸灾乐祸是什么意思
- 幸灾乐祸是什么意思
- 幸灾乐祸是什么意思