攻丝与套丝
1.攻丝
用丝锥(螺丝攻)在孔壁上切削出内螺纹称为攻丝。
(1)攻丝工具
①丝锥及其结构:丝锥是由合金工具钢或高速钢制成,并经热处理淬硬。丝锥由工作部分和柄部组成(图6-9)。a.切削部分,丝锥的前端呈圆锥形,有锋利的切削刃,起主切削作用。b.校准部分,此部分的螺纹牙形是完整的,用以修光和校准已切出的螺纹,并且是丝锥的备磨部分,其后角α=0°。c.柄部一般为方榫,用来传递扭矩。
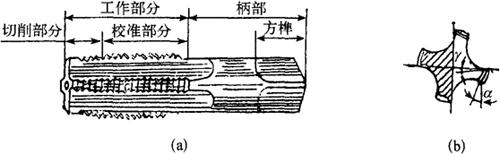
图6-9 丝锥
(a)外形;(b)切削部分和校准部分的角度
②丝锥的种类:丝锥有手用丝锥和机用丝锥两种,每种又分粗牙和细牙两类,以满足加工不同的内螺纹。
③绞手:攻丝绞手是用来夹持丝锥的工具,绞手有普通绞手和丁字绞手两类,各类绞手又可分为固定式和活动式两种(图6-10)。
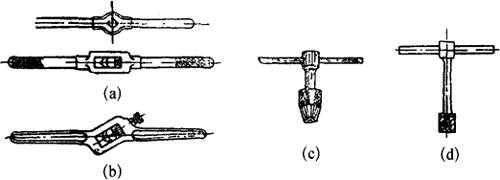
图6-10 绞手
(a)固定绞手;(b)活动绞手;(c)活络丁字绞手;(d)固定丁字绞手
(2)攻丝方法
①攻丝前底孔直径的确定:攻丝时丝锥除起切削作用之外,还对金属材料产生挤压(图6-11),使材料扩张,材料的塑性愈好,扩张量愈大。在钻螺纹底孔时,可通过查表法或用经验公式计算来确定底孔直径。
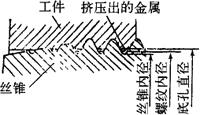
图6-11 攻丝前底孔直径的确定
对于钢和塑性较大的材料:D=d-t
对于铸铁或脆性材料:D=d-(1.05~1.1)t
式中 D——底孔直径(mm);
d——螺纹外径(mm);
t——螺距(mm)。
攻盲孔螺纹时,由于丝锥切削部分不能切出完整的螺纹牙形,所以钻孔深度要大于所需的螺孔深度,一般取:钻孔深度=所需螺纹深度+0.7d(d为螺纹外径)。
②攻丝步骤和方法:攻丝的基本步骤如图6-12。a.选用相应的钻头钻底孔,并对孔口倒角。b.工件的装夹位置必须正确,应使螺孔中心线置于水平或垂直位置使丝锥中心线与底孔中心线重合,然后对丝锥稍加压力并顺时针转动绞手。c.攻丝时,当切削刃切进后就不必再加压力,两手用均衡平稳的旋转力进行攻丝。d.攻锥时,必须以头锥、二锥、三锥顺序攻削。e.攻丝时要经常润滑,以减小切削阻力,减少螺纹表面粗糙度。
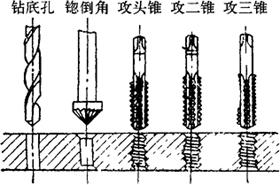
图6-12 攻丝的基本步骤
2.套丝
用板牙在圆杆、管子外径上切削出外螺纹称为套丝。
(1)套丝工具
①圆板牙:圆板牙是加工外螺纹的刀具,它是由碳素工具钢或高速钢制成,并经热处理淬硬。其构造如图6-13,是由切削部分、定径部分和排屑孔组成。圆板牙除了普通套丝用的一种外,还有管螺纹板牙,圆柱管螺纹板牙与普通圆板牙构造相仿,而圆锥管螺纹板牙是单面制成切削锥,只能单面使用。
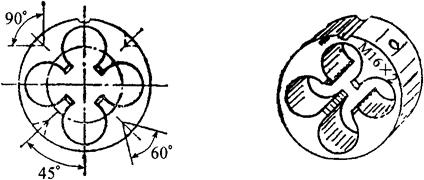
图6-13 圆板牙
②板牙绞手架:圆板牙绞手架用以安装板牙,并带动板牙旋转进行套丝的工具(图6-14)。
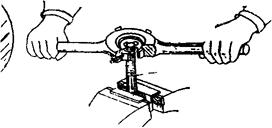
图6-14 圆板牙绞手
(2)套丝方法
①套丝前圆杆直径的确定:套丝和攻丝一样,由于材料也要受挤压,切削阻力增大,如圆杆直径选择不当,不仅板牙容易坏,还要影响螺纹的质量。因此,圆杆直径应用下列经验公式来确定。圆杆直径公式为:
D=d-0.13p
式中 d——螺纹外径(mm);
p——螺距(mm)。
②套丝要点:a.为了使板牙容易对准工件和切入材料,圆杆端部要倒成15°~20°的锥角。b.将圆杆夹在软钳口内,要夹正紧固。c.套丝时应保持板牙的端面和圆杆轴线垂直,然后适当加压力,按顺时针方向扳动绞手,当切入1~2牙后就不需要加压旋转,同攻丝一样要经常反转,使切屑断碎并及时排屑。d.套丝中要加切削液,以提高螺纹表面质量和延长板牙寿命。
- 𦳊科蜋是什么意思
- 𦳋是什么意思
- 𦳏是什么意思
- 𦳐是什么意思
- 𦳑是什么意思
- 𦳓是什么意思
- 𦳔是什么意思
- 𦳗是什么意思
- 𦳚是什么意思
- 𦳛是什么意思
- 𦳜是什么意思
- 𦳝根是什么意思
- 𦳞是什么意思
- 𦳟是什么意思
- 𦳢是什么意思
- 𦳣是什么意思
- 𦳥是什么意思
- 𦳦是什么意思
- 𦳧是什么意思
- 𦳫是什么意思
- 𦳭是什么意思
- 𦳾是什么意思
- 𦳿是什么意思
- 𦴀是什么意思
- 𦴈是什么意思
- 𦴈婆是什么意思
- 𦴊是什么意思
- 𦴌是什么意思
- 𦴎是什么意思
- 𦴚是什么意思
- 𦵏是什么意思
- 𦵣是什么意思
- 𦵦是什么意思
- 𦵧是什么意思
- 𦵩是什么意思
- 𦵫是什么意思
- 𦵯是什么意思
- 𦵴是什么意思
- 𦵸是什么意思
- 𦵼是什么意思
- 𦵽是什么意思
- 𦵿是什么意思
- 𦶀是什么意思
- 𦶂是什么意思
- 𦶆是什么意思
- 𦶇是什么意思
- 𦶈是什么意思
- 𦶍是什么意思
- 𦶏是什么意思
- 𦶐是什么意思
- 𦶑是什么意思
- 𦶑茸是什么意思
- 𦶓是什么意思
- 𦶕是什么意思
- 𦶙是什么意思
- 𦶚是什么意思
- 𦶟是什么意思
- 𦶟膋是什么意思
- 𦷙是什么意思
- 𦷛是什么意思