挤出成型机的传动系统
传动系统的作用是在选定的工艺条件下(压力、转速、温度等),使螺杆以必需的扭矩均匀地旋转。
(一)传动系统的组成和形式
挤出成型机的传动系统一般都包括原动机、调速装置和减速器三个部分。其组成可以简单地归纳成下列形式:
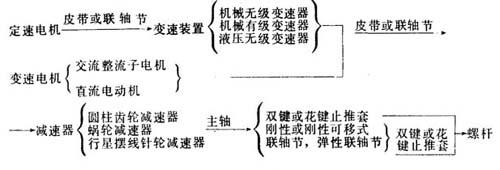
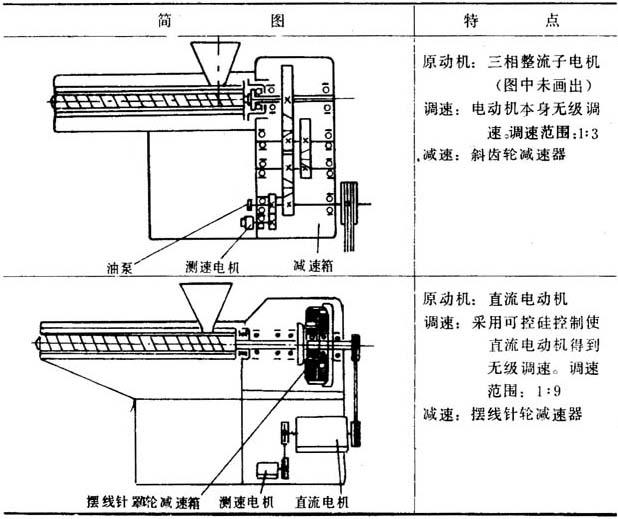
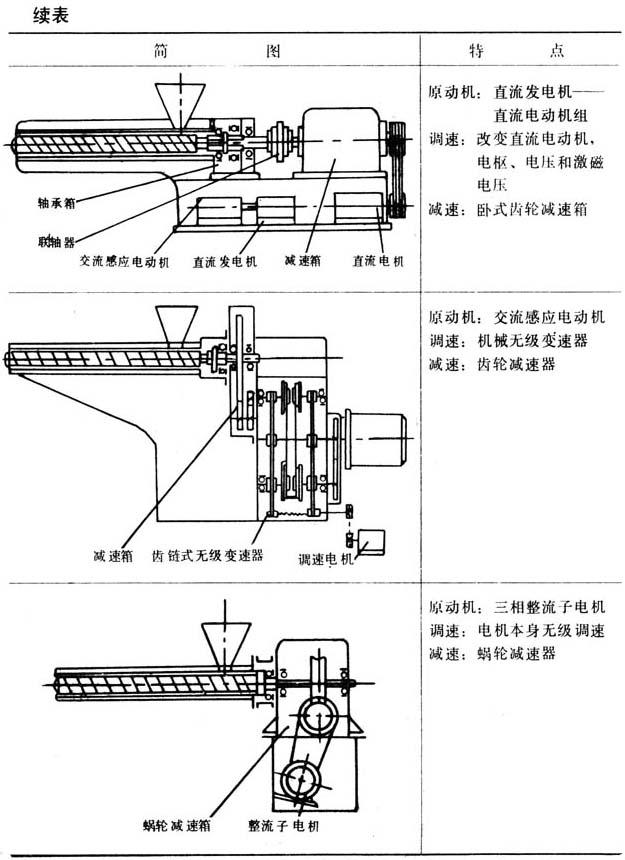
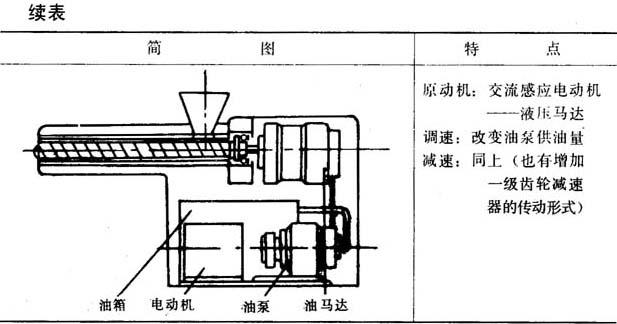
表4-1-14 各种传动形式简图和特点
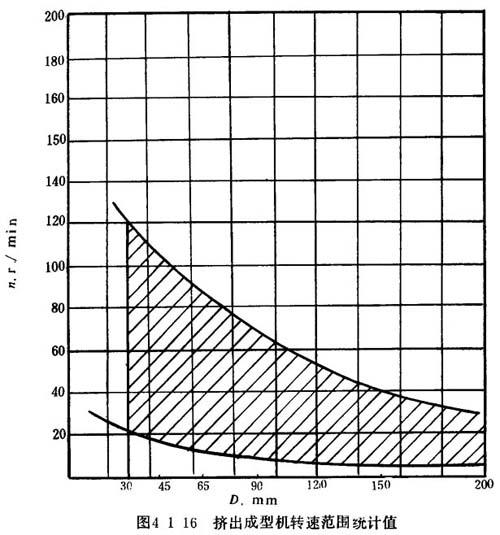
(二)螺杆的转速范围
螺杆转速是随所有加工的塑料和工艺条件而变。为使挤出成型机能符合各方面的要求,希望变速范围大和无级变速,但这样势必增多传动系统的功能,从而增加挤出成型机的制造成本。实际上,生产时也一定不会都要求采用这样完美的挤出成型机,所以目前挤出成型机的变速范围有大、有小,变速方式有分级的及无级的,以便根据需要选择。目前生产的挤出成型机有分级和无级变速两类,变速范围见图4-116。
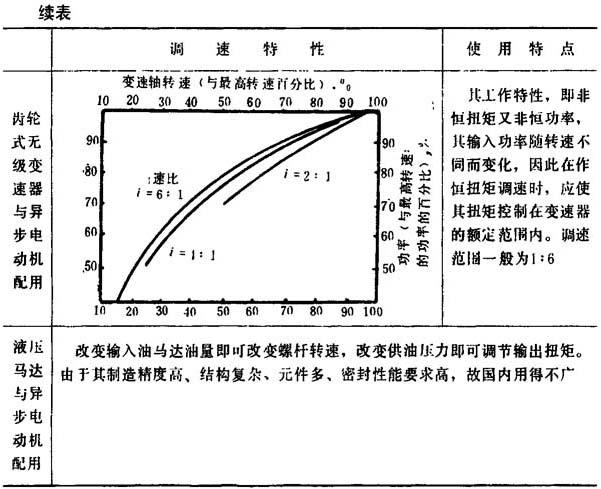
(三)挤出成型机的工作特性
挤出成型机工作特性基本上为恒扭矩,即近似地可以认为挤出成型机功率正比于螺杆转速。这种关系可表示为:
式中 N——螺杆的驱动功率(kW)
n——螺杆的转速(r/min)
Mk——扭矩(N·m)
k——常数
x——指数。此指数是随螺杆转速、物料特性和加工工艺条件的不同而不同,但在通常情况下x≈1
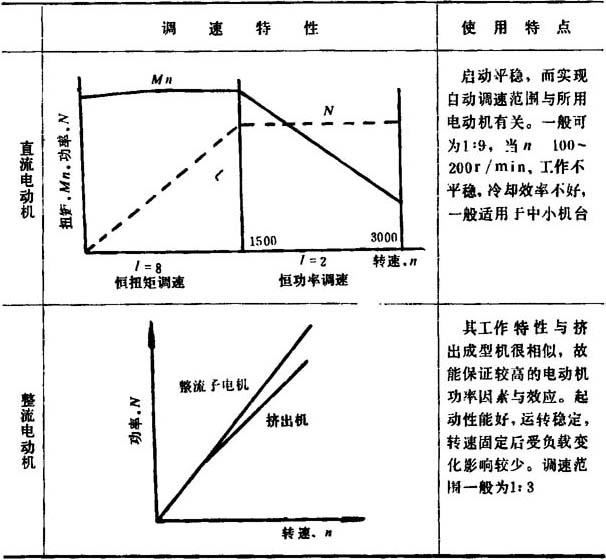
在设计挤出成型机的传动系统时,应尽可能使传动系统的工作特性符合挤出成型机的工作特性曲线。物料性能与使用转速和功率的情况见表4-1-15,原动机的调速特性和使用特点见表4-1-16。
表4-1-15 物料性能与使用转速和功率的关系
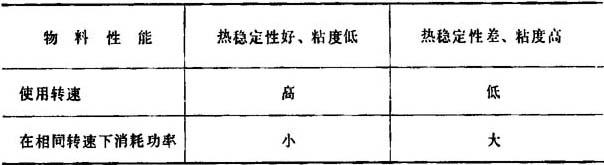
表4-1-16 原动机的调速特性及使用特点
(四)挤出成型机传动功率消耗的计算
由于影响挤出成型机传动功率消耗的因素很多,故至今还没有一个完善的方法来准确地计算消耗功率。现将几种较为常用的估算方法分列如下:
(1)按经验公式近似地进行概算
式中 N——电动机消耗功率(kW)
D——螺杆直径(cm)
n——螺杆转速(r/min)
K——按塑料种类和加工温度,根据实验数据确定
当D≤90mm时,K=0.0035
D>90mm时,K=0.008
(2)采用统计数据由挤出量推算消耗功率
用表4-1-17所列单耗功率与挤出量相乘的积即能定出消耗的功率。
表4-1-17 聚氯乙烯塑料单耗的统计数据

(3)按部颁标准所定的功率值
由我国单螺杆塑料挤出成型机系列标准(JB129-73)所推荐的电动机功率参见附录4“塑料挤出成型机”。
(4)按粘性流动理论计算功率
螺杆均化段所消耗的传动功率可以从粘性流体流动理论得出下列计算公式:

式中 N——均化段所消耗的传动功率(kgfcm/s)
D——螺杆直径(cm)
n——螺杆转速(r/min)
h3——均化段螺杆深度(cm)
L3——均化段螺杆长度(cm)
P——机头压力(kgf/cm2)
φ——螺旋角
δ——螺杆与机筒的径向间隙(cm)
η1——螺槽内熔体的有效粘度
η2——螺杆与机筒径向间隙中熔体有效粘度
QD——正流流量(cm3/s)
QDαn

n——螺杆转速正流常数
使用上述计算式时说明,上式所求得的功率只是计量段所消耗的功率。要计算整个螺杆所消耗的传动功率,必须将N乘上一个系数K,其值随物料不同而异。根据经验,一般聚氯乙烯取K=3;聚乙烯取K=2;聚苯乙烯取K=1.5。计算示例如下。
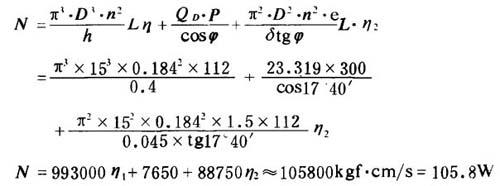
SJ150塑料挤出成型机所用螺杆均化段的几何参数及其它有关系数,见前述挤出量的计算示例,测算螺杆转速n=11r/min,机头压力P=30.0MPa,传动功率的消耗。
从前述计算示例中,知螺纹升角φ=17°40′,正流流量QD=23.6cm3/s,按螺杆均化段消耗的传动功率N的计算公式,从图4115查得有效粘度η1·η2分别为0.085和0.016。将所有数值代入下式:
- melanchthon philipp ou 梅兰希顿是什么意思
- melanchthon,philip是什么意思
- melanesia是什么意思
- melanesians是什么意思
- melanin是什么意思
- melanocratic是什么意思
- melanocyte stimulating hormone是什么意思
- melanograph是什么意思
- melanoma是什么意思
- mel baint是什么意思
- melba,dame nellie是什么意思
- mel be mel guarx是什么意思
- mel binl mel yit是什么意思
- mel binl mel zvn是什么意思
- melbourne是什么意思
- melbourne 墨尔本是什么意思
- melbourne,william lamb, 2nd viscount是什么意思
- melchior是什么意思
- melchior,lauritz是什么意思
- melchites是什么意思
- mel cit是什么意思
- mel cit mel zvnx是什么意思
- melcombe是什么意思
- mel conl mel guarx是什么意思
- mel darx是什么意思
- mel de (del)是什么意思
- mel del……zil cux是什么意思
- mel del〔zul〕zai gairx是什么意思
- mel de mel ngvx是什么意思
- mel donx heinl hhafmox是什么意思
- meleager是什么意思
- melee是什么意思
- meletius,st是什么意思
- melford:是什么意思
- mel fvrx het zex gvx.是什么意思
- mel gainx zil fainx zonrt是什么意思
- mel go cvrx mel zuainx是什么意思
- mel gont是什么意思
- mel hainl mel parx是什么意思
- mel het是什么意思
- mel hex cvt mox是什么意思
- melic是什么意思
- melilla是什么意思
- melilla 梅利利亚是什么意思
- melilot是什么意思
- meliorate是什么意思
- melitopol是什么意思
- mel jiart是什么意思
- mel jiart mel nge是什么意思
- mel jiol mel gex是什么意思
- mel jix是什么意思
- melk是什么意思
- melkersson综合征是什么意思
- mel kol.mel fvx是什么意思
- mel lel cax lax是什么意思
- mellifluence是什么意思
- mellifluous是什么意思
- melline是什么意思
- mellon是什么意思
- mellon,andrew william是什么意思