我国埋弧焊用不锈钢焊丝和焊剂标准概述
我国国家质量技术监督局于1999年颁布了GB/T 17854-1999《埋弧焊用不锈钢焊丝和焊剂》国家标准。标准规定了埋弧焊用不锈钢焊丝和焊剂的型号分类、技术要求、试验方法及检验规则等内容,同时亦规定此类焊丝和焊剂熔敷金属中的含铬量应大于11%,含镍量应小于38%。
型号分类根据焊丝-焊剂组合的熔敷金属化学成分、力学性能进行划分。
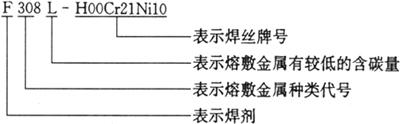
编制方法如下:
字母“F”表示焊剂,“F”后的数字表示熔敷金属的种类代号,如有特殊要求的化学成分,则要求用元素符号或字母表示,放在数字的后面,短划后面表示焊丝的牌号,完整的焊丝-焊剂型号举列如下:
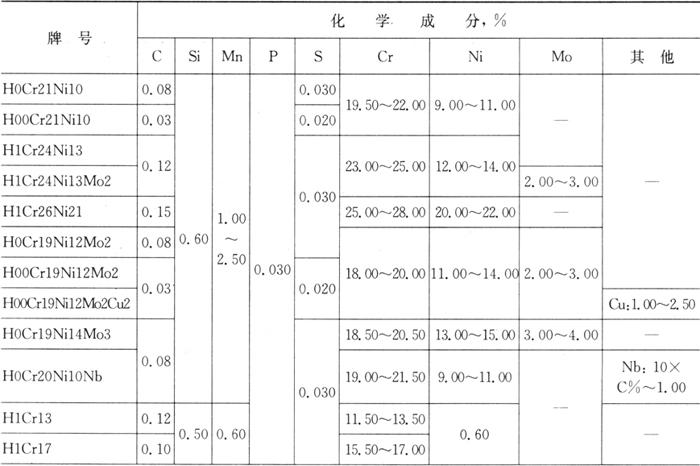
焊丝的成分应符合表3.5-1的规定。
表3.5-1 焊丝化学成分(GB/T 17854-1999)
注:
①表中单值均为最大值。
②根据供需双方协议,也可生产表中牌号以外在焊丝。
焊剂为颗粒状,其颗粒度应符合表3.5-2的要求。
表3.5-2 焊剂颗粒度要求(GB/T 17854-1999)

此外焊剂中的含硫量应不大于0.06%,含磷量应不大于0.08%。
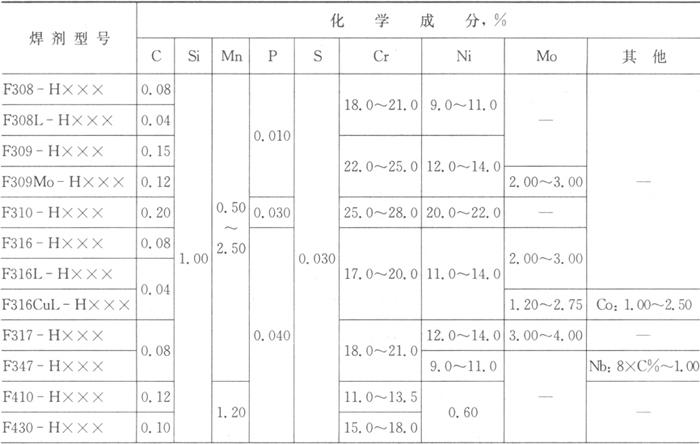
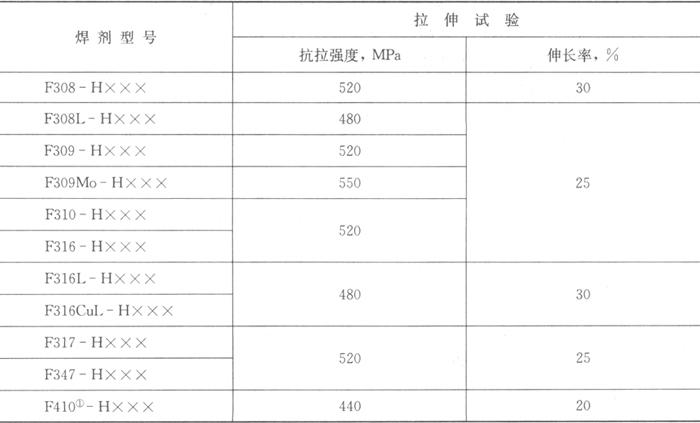
焊丝和焊剂组合的熔敷金属化学成分应符合表3.5-3的规定。熔敷金属的力学性能试验结果应符合表3.5-4的规定。
表3.5-3 熔敷金属化学成分(GB/T 17854-1999)
注:
①表中单值均为最大值。
②焊剂型号中的字母L表示碳含量较低。
表3.5-4 熔敷金属力学性能③(GB/T 17984-1999)

注:①试样加工前经840~870℃加热2h后,以小于55℃/h的冷却速度炉冷至590℃,随后空冷。
②试样加工前经760~785℃加热2h后,以小于55℃/h的冷却速度炉冷至590℃,随后空冷。
③表中的数值均为最小值。
熔敷金属的耐腐蚀性能和铁素体含量由供需双方协议确定。标准还列出了在制备化学分析试样时的要求以及制备力学性能试样时的参考焊接规范。
从GB/T 17854-1999标准可以看出,焊剂型号的命名实际上是在已定焊丝牌号的情况下为获得所要求的熔敷金属化学成分和力学性能所必需的焊剂为前提,即在这种情况下,焊剂的牌号不是主要的,只要在该焊剂与已定焊丝的匹配下,能提供要求的熔敷金属化学成分和力学性能就行。这样,一个焊剂型号可以包括很多种焊剂牌号。同样,一个焊剂牌号可适应许多种焊剂型号。
- 文职是什么意思
- 文联是什么意思
- 文胜是什么意思
- 文胸是什么意思
- 文脉是什么意思
- 文臣是什么意思
- 文艳是什么意思
- 文艺是什么意思
- 文艺复兴是什么意思
- 文艺学是什么意思
- 文艺批评是什么意思
- 文苑是什么意思
- 文苑英华是什么意思
- 文英是什么意思
- 文莱是什么意思
- 文虎是什么意思
- 文蛤是什么意思
- 文言是什么意思
- 文言文是什么意思
- 文论是什么意思
- 文词是什么意思
- 文话是什么意思
- 文读是什么意思
- 文豪是什么意思
- 文豹是什么意思
- 文责是什么意思
- 文责自负是什么意思
- 文质彬彬是什么意思
- 文身是什么意思
- 文轩是什么意思
- 文辉是什么意思
- 文辞是什么意思
- 文达是什么意思
- 文过饰非是什么意思
- 文选是什么意思
- 文通是什么意思
- 文道是什么意思
- 文部是什么意思
- 文采是什么意思
- 文采风流是什么意思
- 文锦是什么意思
- 文雄是什么意思
- 文雅是什么意思
- 文集是什么意思
- 文静是什么意思
- 文革是什么意思
- 文韬武略是什么意思
- 文风是什么意思
- 文风不动是什么意思
- 火烫是什么意思
- 火热是什么意思
- 火焰是什么意思
- 火焰喷射器是什么意思
- 火焰山是什么意思
- 火煤是什么意思
- 火爆是什么意思
- 火球是什么意思
- 火电是什么意思
- 火电站是什么意思
- 火盆是什么意思