成型模设计
(一)起伏成型
起伏成型是用局部变形的方式改变毛坯或半成品形状的方法。这种方法不仅提高了工件的刚度,而且还美观。起伏成型通常包括压筋、压包、压花、压字、压制百叶窗等。
1.压筋
压筋时,材料主要是承受拉力作用,如果材料塑性太差或变形太大,都可能产生裂纹。要避免裂纹的产生,必须正确设计凸筋的尺寸和合理选材。根据工件材质和形状复杂程度,压筋工序可以一次或多次完成。材料在一次成型工序中的极限伸长率,可以概略地按最大变形区域的尺寸来检查。
即: 
式中 L1——变形区压筋后沿截面的材料长度(mm);
L——变形区压筋前材料长度(mm);
δ——单向拉伸时材料允许伸长率。
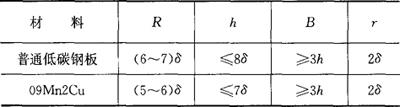
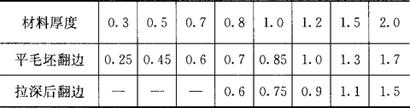
凸筋断面形状如图1.2-53所示。凸筋的合理尺寸可参考表1.2-77。
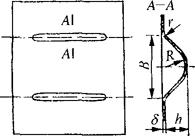
图1.2-53 凸筋断面形状
表1.2-77 凸筋的合理尺寸
如果计算结果不符合上述条件,则说明不能一次压成,必须增加工序逐步成型。
有些凸筋是很长的,而下料不可能那么长,实际上都是分成若干段,压筋后再对接而成。因此,中间各段的凸筋都是贯通的,它们的变形实际上近似于弯曲。
2.压筋力的计算
压制凸筋时其近似压力可用下式计算:
P=Lδσsk(N)
式中 L——凸筋的周长(mm);
δ——材料厚度(mm);
σ、——材料的抗拉强度(MPa);
k——与筋的宽度及深度等因素有关的系数,一般取k=0.7~1。
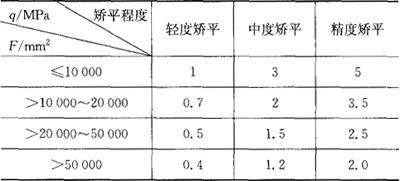
当需要矫平时,其矫平力可按下列公式计算:
Q=Fq
式中 Q——矫平力(N);
F——被矫平的面积(mm2);
q——单位矫平力(MPa)。
q的数值与矫平程度和被矫平的面积大小有关,可查表1.2-78。
表1.2-78 单位矫平力q值 (MPa)
3.压筋模的结构类型
压筋件的质量与压筋模的结构类型和尺寸有着密切的关系,正确合理地设计压筋模不仅使产品易于成型,以保证凸筋的形状和尺寸,避免各种缺陷,而且简化模具结构,利于制造。
压筋凸、凹模结构的几种类型和尺寸的确定方法,如图1.2-54所示。
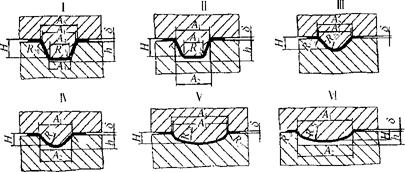
图1.2-54 压筋模类型和尺寸的确定
图中 A1——凸模上部宽度,即工件上凸筋的上口宽度(一般产品图上都标注此尺寸);
A2——凹模的宽度;
A3——凹模底部宽度;
A4——凸模底部宽度;
A5——凹模上部宽度;
H——凸模高度;
h——凹模深度(等于凸模高再加0.5~2mm间隙);
R凸、R凹——分别为凸模、凹模的圆角半径(等于产品图上的R数值,一般产品图上都标注此尺寸)。
图1.2-54中Ⅰ、Ⅲ、V的形式,多用于压制封闭形加强筋的转角处及“T”形筋交叉处等材料变形比较复杂的部位,可减少壁部的波浪变形。Ⅱ、Ⅳ、Ⅵ的形式,多用于压制条形筋或“T”形筋、封闭形筋的直线部分,即材料变形比较单一的部位。
(二)翻边
1.圆孔翻边毛坯尺寸的确定
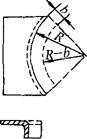
(1)平板毛坯上的圆孔翻边(图1.2-55)
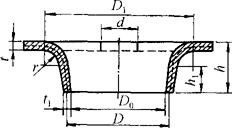
图1.2-55 平板圆孔翻边
预制孔直径:
翻边高度:
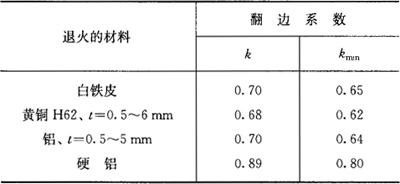
式中 k——翻边系数(见表1.2-79、表1.2-80);
表1.2-79 低碳钢的极限翻边系数k
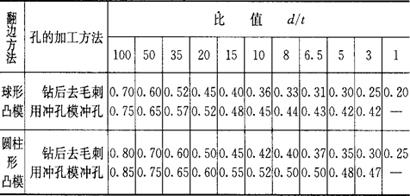
表1.2-80 其他一些材料的翻边系数
其他各符号如图1.2-55所示。
上式中,若用极限翻边系数kmin代入时,可得出最大翻边高度hmax为:

(2)预先拉深的圆孔翻边(图1.2-56)
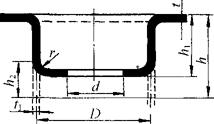
图1.2-56 预先拉深的翻边
翻边高度
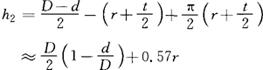
以极限翻边系数kmin代入上式可得最大翻边高度h2max:

预制孔直径:
d=D+1.14r-2h2
dmin=kminD
拉深高度:
h1=h-h2+r+t
式中各符号如图1.2-56所示。
翻边时竖边口部变薄严重,其厚度可按下式作近似计算:

式中符号见图1.2-55和图1.2-56。
2.翻边变形程度的计算
(1)圆孔的翻边
用翻边系数k表示其变形程度:

式中各符号含义如图1.2-55所示。
(2)外缘翻边
外缘翻边分外凸轮廓(压缩类)和内凹轮廓(伸长类)翻边两种(图1.2-57)。

(a)压缩类
(b)伸长类
图1.2-57 外缘翻边
其变形程度表示如下:
压缩类:
伸长类:
式中各符号含义见图1.2-57。
3.翻边力的计算
(1)圆孔的翻边力
用圆柱形凸模进行圆孔翻边,其翻边力为:
F=1.1πtσs(D-d)
式中 F——翻边力(N);
σs——材料的屈服强度(MPa);
D——翻边直径(按中性线计)(mm);
d——毛坯预制孔直径(mm);
t——毛坯厚度(mm)。
(2)外缘翻边的翻边力
F=1.25Ltσbk
式中 F——外缘翻边所需的力(N);
L——弯曲线长度(mm);
t——毛坯厚度(mm);
σb——零件材料的抗拉强度(MPa);
k——系数,近似为0.2~0.3。
4.翻边模的凸、凹模间隙(表1.2-81)
表1.2-81 翻边时凸、凹模的单边间隙 (mm)
5.翻边模的结构形式
(1)圆孔翻边凸模的形式
图1.2-58是几种常用的圆孔翻边凸模的形状及主要尺寸。翻边前进行预拉深的拉深凸模圆角半径和同时冲孔及翻边凸模的圆角半径应尽量大,但不应超过 。式中D为翻边后零件的直径(以中性线计),d为预冲孔直径,t为料厚。
。式中D为翻边后零件的直径(以中性线计),d为预冲孔直径,t为料厚。

(a)有预制孔的翻边凸模

(b)有预制的小孔翻边凸模
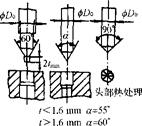
(c)小孔用穿孔翻边凸模
(d)冲孔翻边复合模
图1.2-58 常用圆孔翻边凸模的形状和尺寸
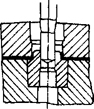
(2)内外缘同时翻边的模具结构
图1.2-59是内外缘同时翻边的模具结构简图。翻边时工件坯料采用内孔定位,同时坯料在翻边过程中应很好地压紧。
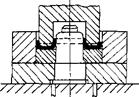
图1.2-59 内外缘同时翻边的方法
- 执法监督是什么意思
- 执法监督是什么意思
- 执法监督是什么意思
- 执法监督是什么意思
- 执法监督是什么意思
- 执法监督是什么意思
- 执法者,国之辔衔是什么意思
- 执热是什么意思
- 执照是什么意思
- 执照是什么意思
- 执牛耳是什么意思
- 执牛耳是什么意思
- 执牛耳是什么意思
- 执牛耳是什么意思
- 执珪(圭)是什么意思
- 执眷眷之款实是什么意思
- 执竞是什么意思
- 执笔对泣是什么意思
- 执笔法是什么意思
- 执笔论是什么意思
- 执笔论是什么意思
- 执箕帚是什么意思
- 执绋(-fǔ)是什么意思
- 执者不能制兮,必折轭而摧辕。是什么意思
- 执著是什么意思
- 执行是什么意思
- 执行是什么意思
- 执行是什么意思
- 执行是什么意思
- 执行是什么意思
- 执行是什么意思
- 执行是什么意思
- 执行是什么意思
- 执行是什么意思
- 执行是什么意思
- 执行是什么意思
- 执行是什么意思
- 执行是什么意思
- 执行是什么意思
- 执行 施行是什么意思
- 执行中止是什么意思
- 执行中止是什么意思
- 执行中止是什么意思
- 执行中止是什么意思
- 执行中止和终结是什么意思
- 执行中止和终结是什么意思
- 执行令是什么意思
- 执行价格是什么意思
- 执行会计是什么意思
- 执行元件是什么意思
- 执行元件的选择是什么意思
- 执行刑是什么意思
- 执行原则是什么意思
- 执行和解是什么意思
- 执行和解是什么意思
- 执行器是什么意思
- 执行回转是什么意思
- 执行回转是什么意思
- 执行回转是什么意思
- 执行团的决议是什么意思