工具电极材料
3.2.4.1 常用电极材料
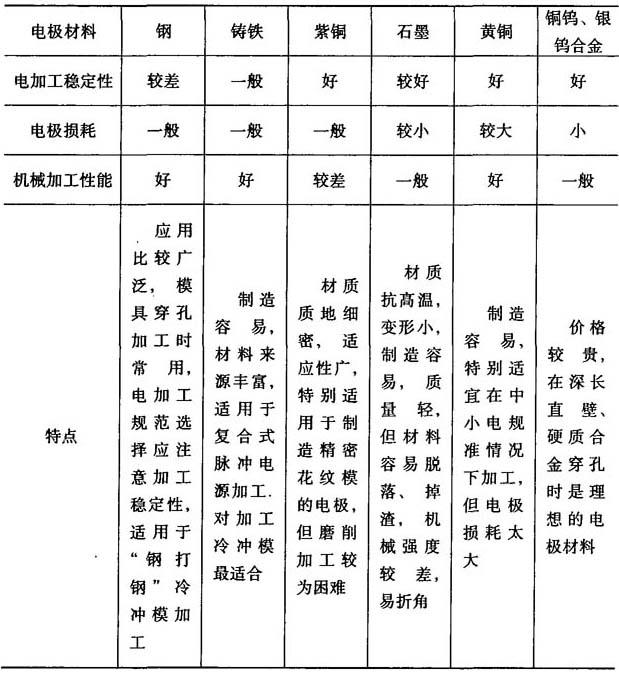
工具电极材料必须具有导电性能良好,电腐蚀困难,电极损耗校并且具有足够的机械强度,加工稳定,效率高,材料来源丰富,价格便宜等特点.常用电极材料有紫铜、石墨、黄铜、钢、铸铁等.加工时常用电极材料的性能及特点见表3-8.
表3-8 常用电极材料的性能和特点
3.2.4.2 穿孔电极的设计
电极横截面尺寸应为相应的型孔的中间公差尺寸加(或减)双边间隙或单边间隙.电极尺寸的公差一般定为型孔尺寸公差的一半.图3-12是型腔尺寸和电极尺寸相互关系的示例.
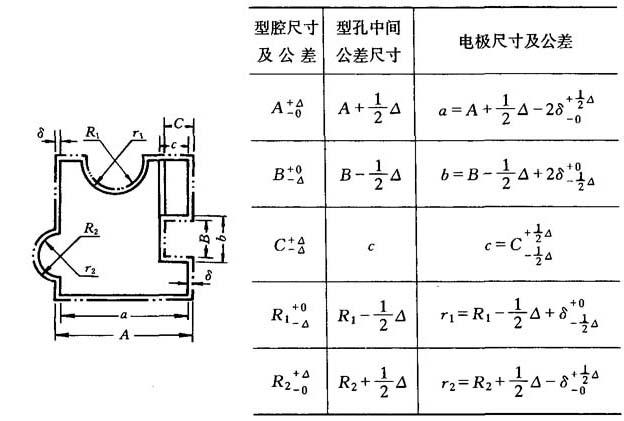
图3-12 型腔和电极尺寸相互关系示例图
为了保证型孔精度,电极的有效长度(总长度减去不起加工作用的长度)通常是型孔长度的2.5~3.5倍.当要求用一个电极加工几个型孔时,电极有效长度应加长.
为了提高加工速度,常采用阶梯电极(如图3-13),将下部尺寸缩小0.1~0.3mm,具体办法是将工具电极的下端用化学腐蚀(酸洗)的方法(也可以用电解法制造阶梯电极)均匀腐蚀去除一定厚度,使工具电极成为阶梯形状.这样刚开始加工时可用较小截面、较大的规准进行粗加工,当大部分留量已被蚀除、型孔基本穿透时,再用上部较大截面的工具电极进行精加工,保证所需的模具配合间隙.
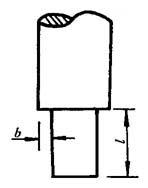
图3-13 阶梯电极
阶梯部分的长度l—般为冲模刃口高度h的1.2~2.4倍,即l=(1.2~2.4)h,阶梯电极的单边缩小量(单面蚀除厚度)b可按下式计算:
b≥δ1—δ2+△
式中:δ1——粗加工单面火花放电间隙(mm);
δ2——精加工单面火花放电间隙(mm);
△——留给精加工的单面加工余量(△=0.02~0.04mm).
穿孔前一般先开预孔.预孔所留余量太大,加工时间增长;余量太校机械加工和定位困难.最佳单面余量如下:
表面粗糙度要求(μm):
10~20 5~10 2.5~5 1.25~2.5以下
单面余量(mm):
0.5~1 0.3~0.5 0.2 0.1~0.2
3.2.4.3 型腔电极的设计
在加工型腔时,不但要考虑横断面的形状与尺寸,还需考虑垂直断面的形状与尺寸,因为它不能像穿孔那样可通过加长电极靠增加进给深度来补偿电极的损耗.需采用多种工艺措施来保证型腔尺寸精度.设计、计算电极时,应根据是否有平动(或球动)而有所不同.
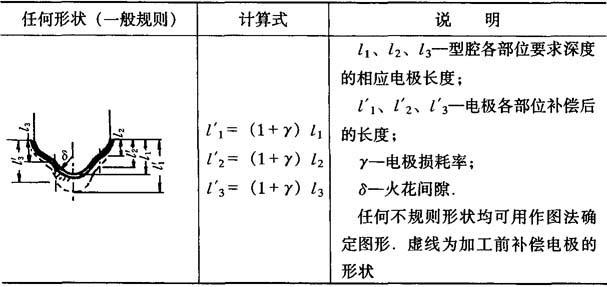
(1)无平动时设计型腔电极的要点 无平动加工型腔时,如果采用单电极加工,则设计电极时要根据电极损耗比,在制造电极时预先加上电极损耗量,称为补偿电极设计,其方法见表3-9.
表3-9 补偿电极设计
如果采用多电极加工,则电极损耗(主要是精加工时损耗较大)的影响较校可以用更换新的电极进行继续加工,防止电极损耗的影响.但要注意电极的正确定位和最终加工深度的控制,而且每个电极的一致性要好.在提出深度方向要求的误差后,可用下式计算电极个数N:
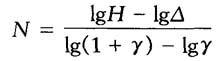
式中:H——型腔加工深度(mm);
△——深度方向允许的误差(mm);
γ——电极损耗率.
例如,要求加工深度H=15mm,深度方向允许误差△<0.02mm,电极损耗率为20%,则

即需要4个电极才能达到上述要求.
用相同尺寸电极进行加工时,每个电极加工后的残留量可按下式计算:
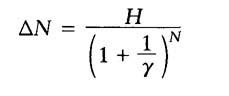
式中:△N——第N个电极加工后的残留量;
N——第N个电极;
H——型腔深度(即进给量);
γ——电极损耗率.
在计算电极个数时,常常由于加工规范不同以及其他条件不同而使γ值不同,此时应根据各档加工规范的不同γ值,分别计算各档加工规范的电极个数,然后求总和.
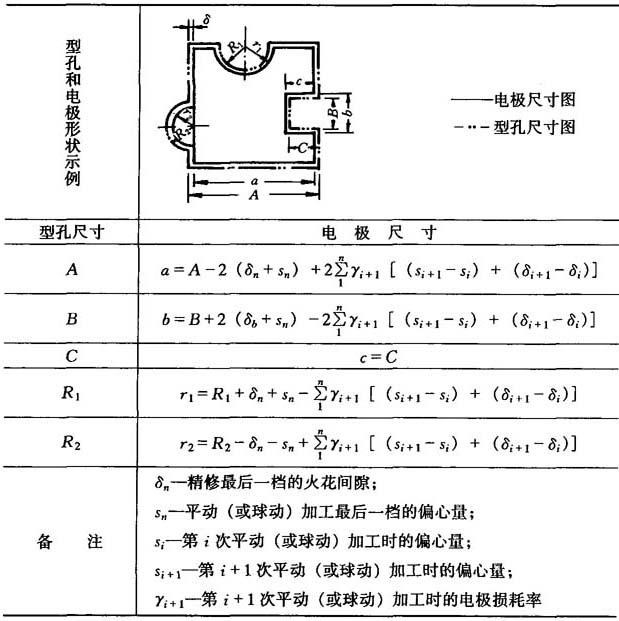
(2)应用平动头加工时电极设计由于平动头在加工时水平方向有一偏心量(平动量)s,所以连同单侧放电间隙δ,将使加工截面轮廓每边扩大s+δ,而且使模具的内凹角尖角变圆.因此,电极设计制造时应缩小这一尺寸.横断面尺寸计算见表3-10.
表3-10 平动(或球动)加工时电极横断面的尺寸确定表
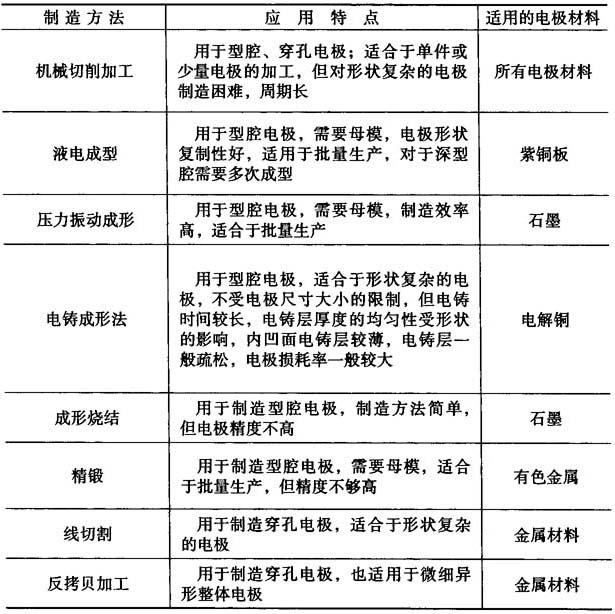
3.2.4.4 型孔和型腔电极制造
电极制造方法应根据型孔或型腔的加工精度、电极材料和数量选择.常用的电极制造方法见表3-11.
表3-11 常用电极制造方法特点比较
- 屯田之政,可以纾民力、足民食,边方之计,莫善于此是什么意思
- 屯田使司是什么意思
- 屯田兵是什么意思
- 屯田兵备道是什么意思
- 屯田军是什么意思
- 屯田军制是什么意思
- 屯田制是什么意思
- 屯田制度是什么意思
- 屯田制置使是什么意思
- 屯田务是什么意思
- 屯田千户所是什么意思
- 屯田卒是什么意思
- 屯田史是什么意思
- 屯田司是什么意思
- 屯田司员外郎是什么意思
- 屯田司郎中是什么意思
- 屯田吏士是什么意思
- 屯田员外郎是什么意思
- 屯田子使是什么意思
- 屯田官是什么意思
- 屯田官庄是什么意思
- 屯田客是什么意思
- 屯田尚书是什么意思
- 屯田御史是什么意思
- 屯田戍守是什么意思
- 屯田打捕总管府是什么意思
- 屯田打捕提举司是什么意思
- 屯田承务郎是什么意思
- 屯田曹是什么意思
- 屯田曹郎中是什么意思
- 屯田校尉是什么意思
- 屯田民是什么意思
- 屯田治塞是什么意思
- 屯田清吏司是什么意思
- 屯田清吏司主事是什么意思
- 屯田清吏司郎中是什么意思
- 屯田百户印是什么意思
- 屯田论是什么意思
- 屯田词是什么意思
- 屯田道是什么意思
- 屯田郎是什么意思
- 屯田郎中是什么意思
- 屯田部是什么意思
- 屯田都使是什么意思
- 屯田都尉是什么意思
- 屯田,内有亡费之利,外有守御之备是什么意思
- 屯留是什么意思
- 屯留县是什么意思
- 屯留县志是什么意思
- 屯留县(麟绛镇)是什么意思
- 屯番是什么意思
- 屯疾是什么意思
- 屯监是什么意思
- 屯祁山是什么意思
- 屯秃古斯是什么意思
- 屯租是什么意思
- 屯积是什么意思
- 屯积居奇是什么意思
- 屯稼堆云是什么意思
- 屯籍是什么意思