孔加工及排废料
(一)钻孔加工
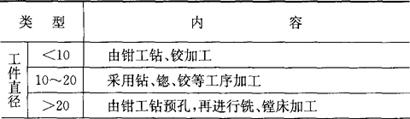
模具零件的各种孔,如螺孔、螺钉穿孔、销钉孔、顶杆孔、圆形芯固定孔等,都需经钻、铰加工,达到孔径、孔距精度及粗糙度的要求。常用的加工方法见表7.2-1。
表7.2-1 钻孔方法
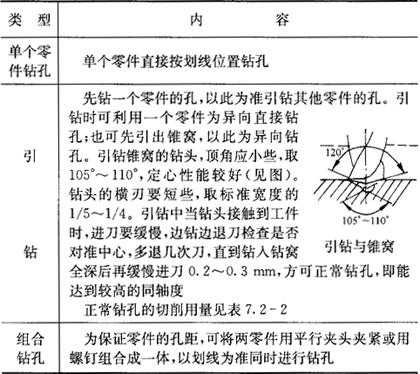
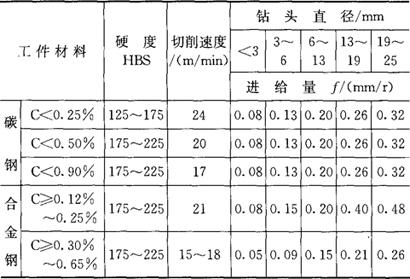
表7.2-2 高速钢麻花钻钻削碳钢、合金钢的切削用量
(二)铰孔加工
模具中常有一部分销钉孔、顶杆孔、芯子固定孔等需要在划线后或组装时加工,其加工精度一般为IT6~IT8级,粗糙度不低于Ra3.2μm。
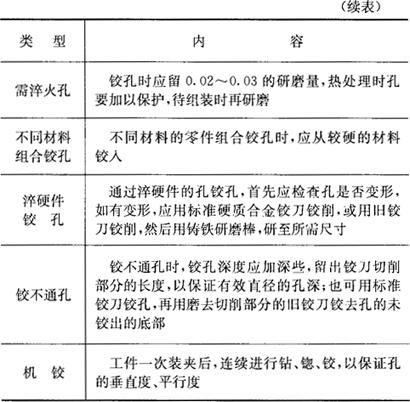
1.铰孔的一般原则(表7.2-3)
表7.2-3 铰孔的一般原则 (mm)
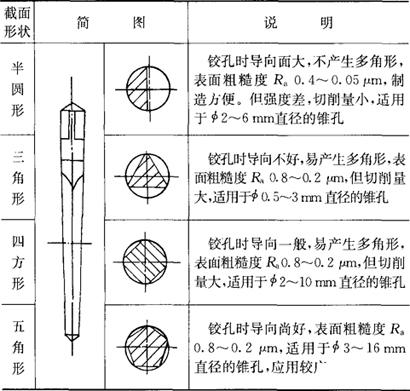
2.特制无刃锥度铰刀
小直径铰刀及锥度铰刀(30′~2°),一般由钳工自制,见表7.2-4。
表7.2-4 特制无刃锥度铰刀
(三)深孔加工
塑料模中的冷却水道孔、加热器孔及一部分顶杆孔等需进行深孔加工。一般冷却水孔精度要求不高,但要防止偏斜;加热器孔为保证热传导效率,孔径及粗糙度都有一定要求,孔径比加热棒大0.1~0.3mm,粗糙度为Ra12.5~6.3μm;而顶杆孔要求较高,一般精度为IT8并有垂直度、粗糙度要求。
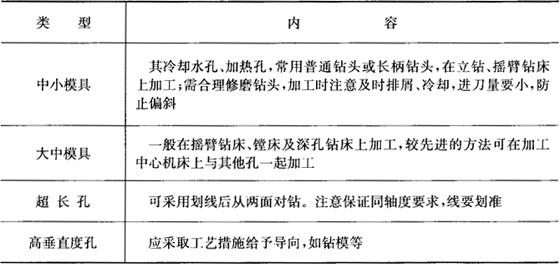
1.常用加工方法(表7.2-5)
表7.2-5 深孔加工方法
2.四棱带深孔麻花钻(表7.2-6)
表7.2-6 四棱带深孔麻花钻
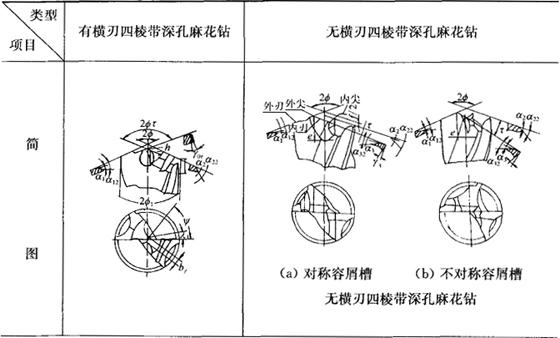
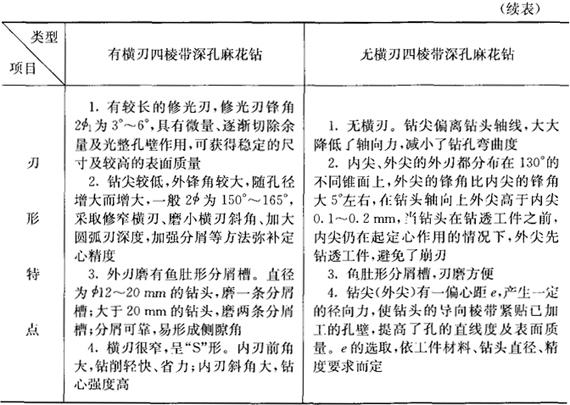
深孔麻花钻具有投资少、见效快,无需特殊深孔加工装备等优点,是一般深孔加工中行之有效的工具。四棱带深孔麻花钻具有冷却效果好、钻头耐用度高、钻孔质量好等优点。
(四)孔系加工
模具上许多孔都要求保证孔距、孔边距、各孔轴线的平行度、与端面的垂直度及两个零件组装后孔的同轴度。这类孔系加工时一般先加工基准,然后划线加工各孔。常用方法见表7.2-7。
表7.2-7 孔系加工常用方法
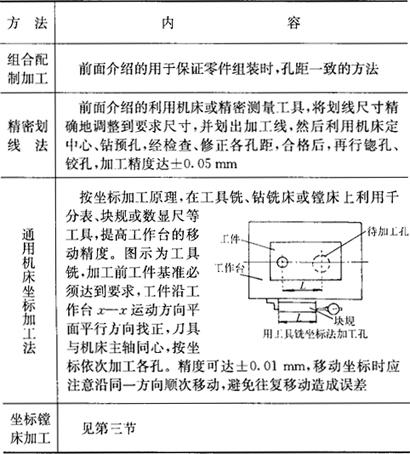
(五)型孔排废料
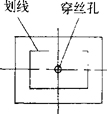
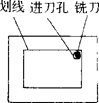
模板上各种非圆形的型孔,在划线时要为机加工做好准备,见图7.2-1。
(a)是用线切割加工的型孔,划线时要钻出穿丝孔
(b)是钻出进刀孔,供铣型孔时进刀
(c)是沿加工线留加工余量S,钻出排孔后去除全部废料,供铣型孔用
图7.2-1 排废料
去除废料的加工方法:
①钻孔加工,如图(c),钻排孔后锯或錾去废料。
②利用带锯机锯切。
③气割法去除。
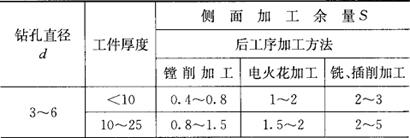
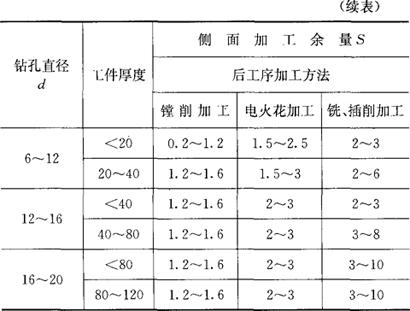
侧面加工的加工余量S依后续工序加工方法、钻孔直径和工件厚度而定,见表7.2-8。
表7.2-8 侧面加工余量S (mm)
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思
- 是什么意思