外观检查和测量
1.外观检查的内容和方法
外观检查是用肉眼或借助样板,或用低倍放大镜(不大于5倍)观察焊件,以发现未熔合、表面气孔、咬边、焊瘤及裂纹等表面缺陷的检验方法。在测量焊缝外形尺寸时,可采用标准样板和量规。
样板和量规及其用法如图14-1、图14-2、图14-3所示。
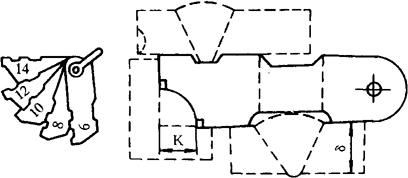
图14-1 样板组和焊缝的测量
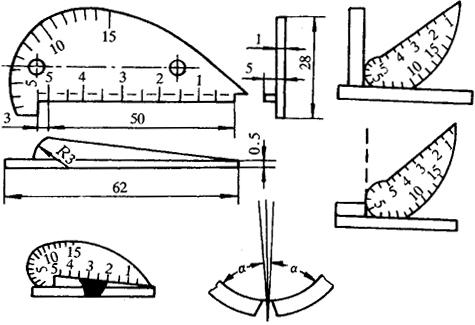
图14-2 检查焊缝用的量规
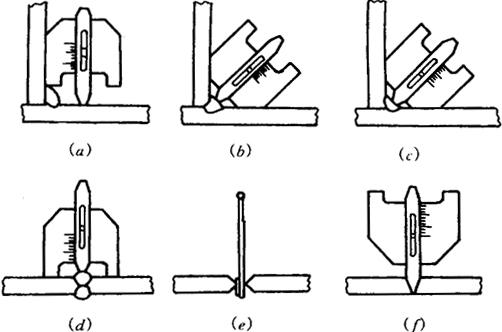
图14-3 万能量规的用法
(a)测量焊脚 (b)角焊缝凸度的测量 (c)角焊缝凹度的测量 (d)测量对接焊缝的余高 (e)坡口间隙的测量 (f)坡口角度的测量
在多层焊时,要特别重视根部焊道的外观检查,其理由是:
(1)根部焊道的截面较弱,承受着收缩时产生的一切应力,且承受着在随后各层焊接时所产生的部分应力;
(2)根部焊道系焊在冷态金属上,热影响区易产生淬硬层,故可能产生裂纹,且裂纹不可能在下一层施焊时自动消除;
(3)根部焊道最易产生未焊透、气孔、夹杂等缺陷;
对低合金高强度钢作外观检查时,常需进行两次,即焊后检查1次,经15~30天以后再检一次,检查是否产生延迟裂纹。
对未填满的弧坑应特别仔细检查,以发现可能出现的弧坑裂纹。
2.钢结构焊缝外形尺寸(GB10854-88)
(1)焊缝宽度与焊缝余高见表14-14所列。
表14-14 熔化焊焊缝宽度与余高 (mm)
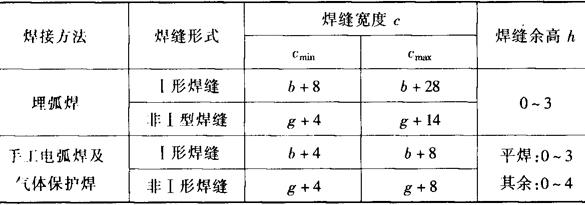
注:1.表中b值为符合GB985、GB986标准要求的实际装配值。
2.g值为装配后坡口面处的最大间隙,可利用数字修约法计算到整数位。
GB10854还规定同一条焊缝cmax与cmin的差值,在焊缝任意50mm长度范围内不得大于4mm,整条焊缝长度内不得大于5mm;hmax与hmin的差值,在焊缝
任意25mm长度范围内不得大于2mm。
(2)焊缝边缘直线度(见表14-15):
表14-15 焊缝边缘直线度 (mm)

(3)角焊缝焊脚尺寸偏差(见表14-16):
表14-16 角焊缝焊脚尺寸偏差 (mm)
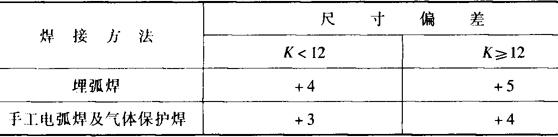
3.二氧化碳气体保护焊角焊缝焊脚尺寸要求(见表14-17)
表14-17 CO2焊角焊缝K1值 (mm)
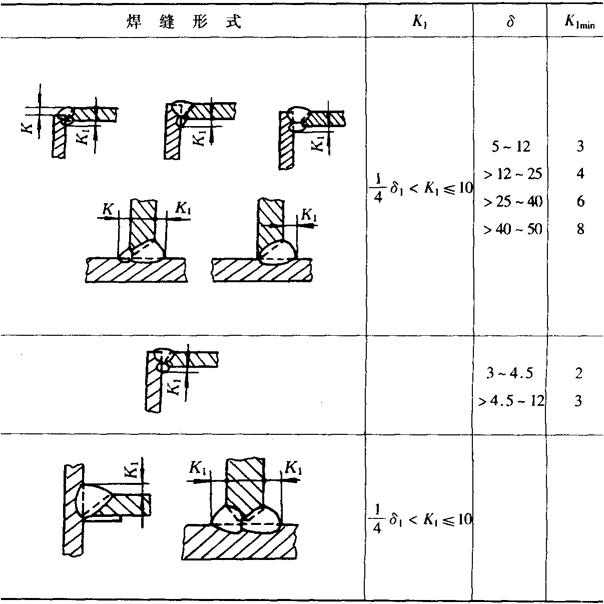
注:δ1为较薄板的厚度。
- 哥舒是什么意思
- 哥萨克是什么意思
- 哦是什么意思
- 哧是什么意思
- 哧溜是什么意思
- 哨是什么意思
- 哨位是什么意思
- 哨兵是什么意思
- 哨卡是什么意思
- 哨口是什么意思
- 哨声是什么意思
- 哨子是什么意思
- 哨岗是什么意思
- 哨所是什么意思
- 哨探是什么意思
- 哨棒是什么意思
- 哨马是什么意思
- 哩是什么意思
- 哩哩啦啦是什么意思
- 哩哩啰啰是什么意思
- 哪是什么意思
- 哪个是什么意思
- 哪些是什么意思
- 哪会儿是什么意思
- 哪位是什么意思
- 哪儿是什么意思
- 哪吒是什么意思
- 哪怕是什么意思
- 哪样是什么意思
- 哪能是什么意思
- 哪般是什么意思
- 哪里是什么意思
- 哪门子是什么意思
- 哭是什么意思
- 哭丧是什么意思
- 哭丧棒是什么意思
- 哭丧着脸是什么意思
- 哭丧脸是什么意思
- 哭哭啼啼是什么意思
- 哭墙是什么意思
- 哭天喊地是什么意思
- 哭天抹泪是什么意思
- 哭泣是什么意思
- 哭灵是什么意思
- 哭穷是什么意思
- 哭笑不得是什么意思
- 哭脸是什么意思
- 哭腔是什么意思
- 哭诉是什么意思
- 哭鼻子是什么意思
- 哮是什么意思
- 哮吼是什么意思
- 哮喘是什么意思
- 哰是什么意思
- 哱是什么意思
- 哲是什么意思
- 哲人是什么意思
- 哲人其萎是什么意思
- 哲嗣是什么意思
- 哲学是什么意思