压延成型的辅助装置
根据压延成型工艺操作的需要,其所用设备除压延机外尚需配备一整套辅助装置。每一种辅助装置的工作性能以及它们之间的配合是否合理,对压延产品的质和量均有一定影响,应该慎重考虑。
主要辅助装置有供料、引离、压花、冷却、输送、切割、卷取、加热等。
对各种辅助装置的要求都是根据主机的运转性能参数确定的,确定时应考虑:
①制品的材料、品种和规格。
②后联装置的工作宽度应比压延制品的最大宽度大10~15%。
③后联装置工作速度比主机压延速度快25~50%。就调速范围来说,以Φ700×1800斜Z型压延机为例,一般主机为10∶1,后联装置为16∶1。
④主机的工作温度范围是确定后联装置加热、冷却系统的装置的依据。
⑤在冷却流程长度固定的前提下,必需变动冷却条件,保证制品卷取前冷却到室温。
以下按生产顺序分别论述各主要辅助装置。
(一)供料装置
供料装置是连续地向压延机定量供料的装置,通常采用双辊机或挤出机。装置的选择通常是根据工艺要求和具体条件来决定的,但并不十分严格,其中用挤出机较为先进。
(二)金属检测装置
压延过程中,由于种种原因可能在提供的原料中混进一些金属杂质,这些金属杂质如不在原料进入压延机以前除去,则它不仅会影响制品质量,而更严重的是往往会使精密度很高的辊筒受到损坏。一般是用设在供料装置和压延机之间的金属检测器来去除金属杂质的,如果准备送入压延机的物料中含有金属杂质,则它在通过金属检测器时,检测器中的工作线卷磁场就会发生变化,从而引起电流的变更,微小的电流变更通过电子管放大后一面发出讯号警报,一面停止传送工作。此时操作人员就能将物料取下,并取出金属物。
探索线卷应安装在橡胶防震托架上,以免因振动而导致探索错误或检测紊乱。再者,不应使任何大的移动金属体接近探索线卷,否则将会使检测器的工作受到干扰。
金属检测器内的电子管应定时更换,以免失灵,电子管总的工作时间以不超过10,000h为宜。
(三)加热装置
对压延机辊筒的加热,要求其表面能达到指定的温度。当然,这一要求牵涉的因素很多,如果仅从加热方法来说,也各有不同的效果。通常采用的加热方法有:蒸汽法、电加热法、过热水加热法等。几种加热方法的比较见表6-1-16,过热水加热的简易流程见图6-1-18。
表6-1-16 加热方法比较
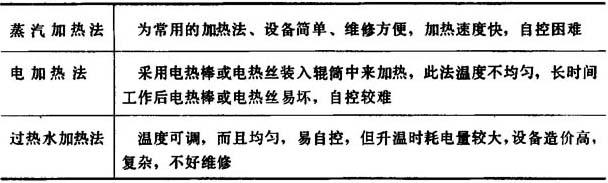
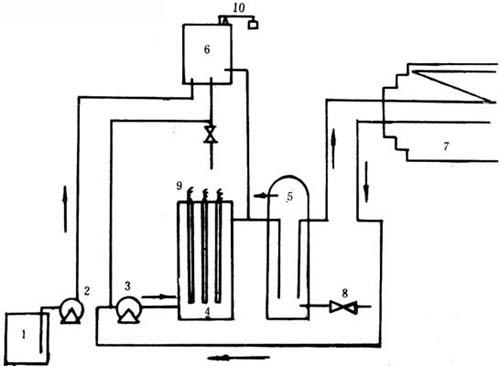
图6-1-18 过热水循环加热系统
1-补给水箱 2-补给水泵 3-循环泵 4-加热器 5-热交换器 6-膨胀器 7-压延辊筒 8-冷却水阀 9-电极 10-安全阀
(四)引离装置
引离装置的作用是将压延机上压成的薄片连续引离压延辊筒的装置,它是由一组旋转的辊筒来实现的,见图6-1-19。引离辊的速度应大于被脱辊,一般约大25~100%,需视压延制品的厚度及软硬程度而定。为了避免引离过程中引离的薄片受到过早的冷却,从而析出增塑剂等,大引离辊内应通入蒸汽(蒸汽压力均为0.7~0.8MPa)。
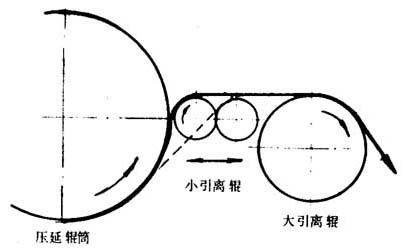
图6-1-19 引离装置示意图
(五)压花装置
如果要求聚氯乙烯薄膜表面带有一定花纹,则可使引离后的薄片通过压花装置。该装置是由一个金属制花辊和一个橡胶辊(肖氏硬度约50~60)相互平行放置作相向旋转而构成,见图61-20。压花时,花辊和橡胶辊中均须通入冷却水,以使其保持在较低的温度,具体温度随配方而定。保持低温的目的是使压制的花纹定型、清晰和减缓橡胶辊的老化作用。此外,辊筒温度高时,还可能出现薄片粘辊的情况。
压花过程中,还须用油压装置从两端将花辊压在橡胶辊上,压力大小可根据制品对花纹的清晰要求而定。
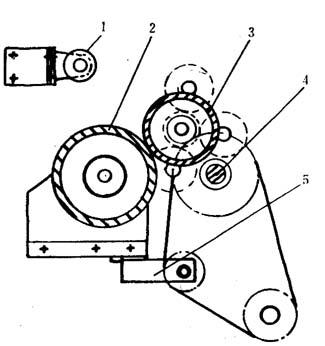
图6-1-20 压花装置示意图
1-导辊 2-橡胶辊 3-压花辊 4-压花辊托架 5-长轴
压延薄片通过压花装置的速度,也就是花辊和橡胶辊的运行速度,必须与引离辊的速度相得平衡,否则也不能完成压花。两辊运行的速度通常为引离辊速的105~110%。
(六)冷却装置
引离或压花后的聚氯乙烯薄膜,还需通过冷却辊冷却定型。冷却定型对制品质量有较大影响,薄膜在卷取前如未达到冷却要求,则会产生发粘、起皱及影响花纹清晰等。在夏季温、湿度高的环境下,如冷却温度过低,冷却辊表面产生露滴,以致薄膜沾有水渍等,从而产生质量问题。
1.冷却方式
按照冷却辊筒排列的不同,通常又有几种不同的冷却方式,见图6-1-21。
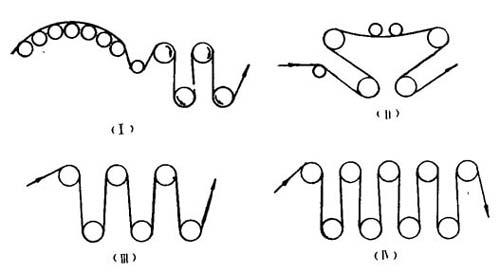
图61-21 冷却方式示意图
Ⅰ——带自然冷却形式(冷却辊线速度为0~60m/min) Ⅱ——不带自然冷却形式(冷却辊线速度为0~60m/min) Ⅲ——中速压延冷却形式(冷却辊线速度为0~90m/min) Ⅳ——高速压延冷却形式(冷却辊线速度为20~200m/min)
2.冷却辊的工艺条件
(1)冷却辊筒的线速度冷却辊筒的线速度一般比花辊稍快,但不宜过快,否则会使薄膜发生冷拉伸,以致内应力集中而严重影响质量。
(2)冷却辊筒的表面温度辊筒表面温度要均匀,但冷却辊往往因进水端温度比出水端低,致使薄膜因冷却不匀而收缩不同,以致发皱,硬片则会产生单边挠曲现象。因此冷却辊筒的浇道应为双螺旋状,而且上下冷却辊筒的螺旋相反,如图6-1-22,这样可以加强冷却效果。并使制品冷却均匀。
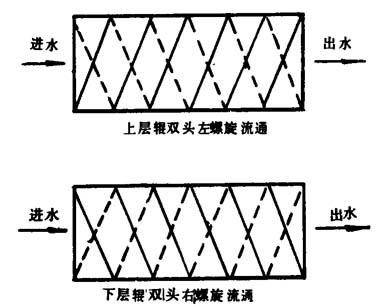
图6-1-22 螺旋式夹套冷却辊结构
(3)冷却辊筒的数目与排列冷却辊筒的数目和排列随生产速度而异,一般为4~8只,而且另在冷却辊之前加有七只呈弧形排列的小冷却辊见图6-1-21(Ⅰ)型所示,以便使制品逐渐冷却。
(七)传送松弛装置
通过冷却装置后的薄膜,常存有成型时所产生的内应力,如果不消除这种内应力,则薄膜的质量,尤其是力学性能,将会受到损害。消除内应力是使薄膜平放在运行速度较压延速度略慢的传送带上进行的,传送带运行速度与压延速度的比值通常都根据试差法调整。
(八)卷取、切割装置
压延制品在传送松弛后还须进行卷取、切割,这是压延加工中最后一道工序,常用的卷取方法有表面接触卷取和自动切割卷取两种。表面接触卷取是料卷凭其表面与一对转动辊筒相互接触通过摩擦传动而进行卷取的,如图6-1-23,此法卷取的线速度基本不变,但因料卷不断增重,因此在卷取过程中会越卷越紧,有利于防止薄膜形变,并且薄膜卷取时也不致受到过大的张力,但不如自动切割卷取方便,故此法一般只适用于生产速度较低的压延设备。

图6-1-23 表面卷取示意图
一般四辊压延机均采用自动切割、卷取、换轴的装置,如图6-1-24所示。采用这种装置时,薄膜由传送辊1到卷取部分Ⅲ的中间设有张力调整装置。在不设张力调整装置时,如卷轴6的转速不变,则薄膜所受张力就会随着料卷直径增大而线速度增大.致使薄膜卷取不当,但当设有调整装置时,浮辊3就会上升从而通过电位器装置2来调节6之驱动电动机的转速,以保持恒定的张力,使薄膜卷取时松紧一致和平整。保持张力的大小应随压延制品的要求而异。
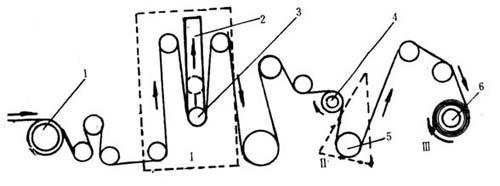
图6-1-24 自动切割卷取示意图
此外,为使薄膜卷取平整,卷取前应加切边装置。
(九)测厚装置
在成型中通过射线测厚仪测定制品厚度,该设备所用射线有β射线与γ射线两种。γ射线一般测定厚度较大的制品,而β射线则常用于测定厚度较小的制品,如薄膜等。射线是用同位素放射源放射出的。射线透过物质时,它的原有强度、透过后的强度与被测物质厚度之间存在下列关系:

式中 I0——β射线原有强度
I——透过被测物质后β射线强度
x——被测物质厚度
μ——吸收系数
β射线是在密闭情况下工作的,不会有任何放射性物质散失,而且装置上有屏蔽,因此只在一个方向放出射线。放射源也完全是封闭的,这种测厚仪除可自动测量记录被测材料的厚度外,又可自动反馈对被测材料加工时的厚度进行调节,以实现自动控制厚度。
- 运用书写格式的技能是什么意思
- 运用价值规律的计划体制是什么意思
- 运用体育理论课课型的技能是什么意思
- 运用典型艺术是什么意思
- 运用典故是什么意思
- 运用冲突意见的能力是什么意思
- 运用和回旋都非常熟练自然是什么意思
- 运用和指挥自如是什么意思
- 运用基准地价修正法估价的步骤是什么意思
- 运用复习课型的技能是什么意思
- 运用多种感官的比较是什么意思
- 运用奇谋奇兵是什么意思
- 运用得非常熟练自然是什么意思
- 运用心志是什么意思
- 运用心思是什么意思
- 运用成本法估算开发利润应掌握的要点是什么意思
- 运用才智是什么意思
- 运用收益型的公益信托是什么意思
- 运用教学参考书是什么意思
- 运用教育机智控制并排除课堂干扰的技能是什么意思
- 运用数字也是一门学问是什么意思
- 运用数学方法根据已知数把未知数求出来是什么意思
- 运用数学解决物理问题的技能是什么意思
- 运用新授课型的技能是什么意思
- 运用智慧是什么意思
- 运用机变是什么意思
- 运用权力的方法和策略是什么意思
- 运用权力艺术是什么意思
- 运用极度娴熟,得心应手是什么意思
- 运用构成式理论组织生物课教学的技能是什么意思
- 运用比喻手法时,喻体取自文中的特定情境是什么意思
- 运用比喻,拟人,对比,对偶,夸张,借代,双关的诗句是什么意思
- 运用注意规律组织教学的技能是什么意思
- 运用现代化教学手段的技能是什么意思
- 运用现代化教学手段的技能训练是什么意思
- 运用生物学直观教具的技能是什么意思
- 运用电子、光学仪器对远物进行测量是什么意思
- 运用电影特性来描写人物的内心世界是什么意思
- 运用电教手段进行生物学教学的技能是什么意思
- 运用社会的力量,使学校进步;动员学校的力量,帮助社会进步是什么意思
- 运用练习课型的技能是什么意思
- 运用脑髓,放出眼光,自己来拿是什么意思
- 运用自如是什么意思
- 运用自学课型的技能是什么意思
- 运用范例法是什么意思
- 运用衡量的标准是什么意思
- 运用观察法的注意事项是什么意思
- 运用计谋是什么意思
- 运用讨论课型的技能是什么意思
- 运用证据的原则是什么意思
- 运用词语,组织结合为句子是什么意思
- 运用语言信息调控教学情绪的技能是什么意思
- 运用谋略是什么意思
- 运用资本变动表是什么意思
- 运用车是什么意思
- 运用车保有量是什么意思
- 运用车动载重是什么意思
- 运用辞令表达思想是什么意思
- 运用辩说的言辞是什么意思
- 运用非语言信息调控教学情绪的技能是什么意思