冲裁模设计
(一)冲裁件的工艺性
1.冲裁件的形状和圆角
①冲裁件的形状设计应尽可能简单、对称,使排样时废料最少。
②冲裁件各直线或曲线的连接处应避免锐角,宜有适当的圆角,其数值见表1.2-1。只有在采用少废料、无废料或镶拼模具结构时,才允许有尖锐的清角。
表1.2-1 冲裁件圆角半径的最小值 (mm)
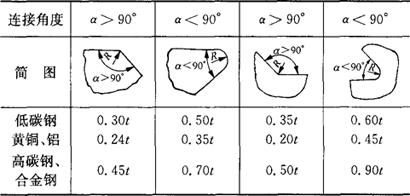
注:t为材料厚度(mm)。
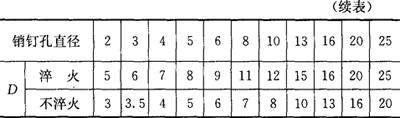
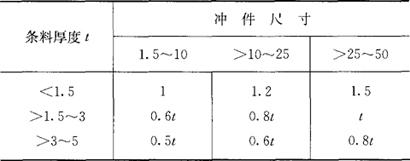
2.冲孔最小孔径
冲孔时孔径不宜过小。其数值见表1.2-2、表1.2-3。
表1.2-2 自由凸模冲孔的最小尺寸 (mm)
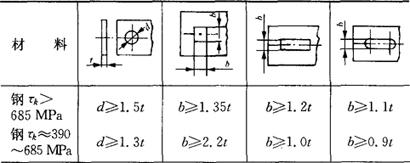
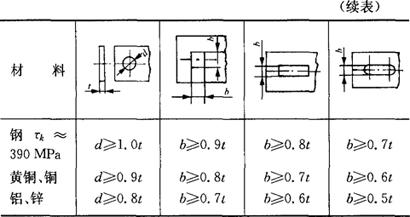
注:t为材料厚度(mm)。
表1.2-3 带保护套凸模冲孔的最小尺寸 (mm)
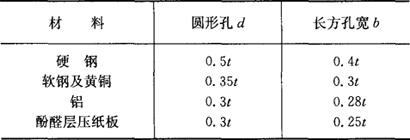
注:t为材料厚度(mm)。
3.最小孔间距、孔边距
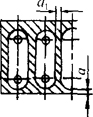
冲裁件的孔与孔之间、孔与边缘之间的距离(见图1.2-1)不应过小,其许可值见表1.2-4。
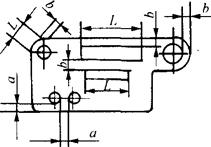
图1.2-1 孔间距与孔边距
表1.2-4 冲裁件最小孔间距与孔边距 (mm)
注:t为材料厚度(mm)。
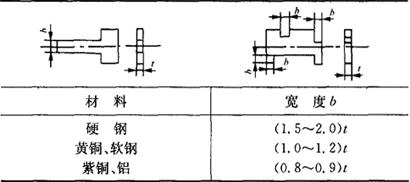
4.凸出悬臂和凹槽的最小宽度
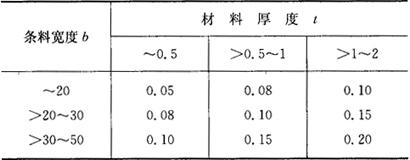
冲裁件的凸出悬臂和凹槽宽度不宜过小,否则会降低模具寿命和工件质量。其合理数值见表1.2-5。
表1.2-5 冲裁件凸出悬臂和凹槽的最小宽度b (mm)
(二)冲裁件的精度和表面粗糙度
1.冲裁件的精度
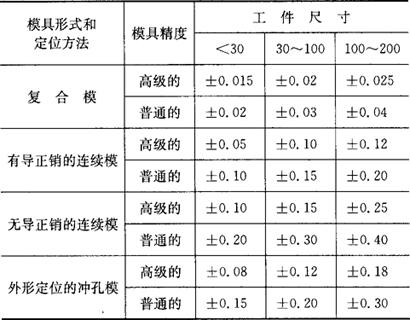
表1.2-6、表1.2-7、表1.2-8提供的是冲裁件实用尺寸精度。精度要求较高的工件,需要考虑进行整修等精密冲裁。如果板材厚度增加,塌角的绝对值就增大,精度降低。表1.2-9为孔对外缘轮廓的尺寸公差。
表1.2-6 冲裁件外径尺寸的标准公差 (mm)
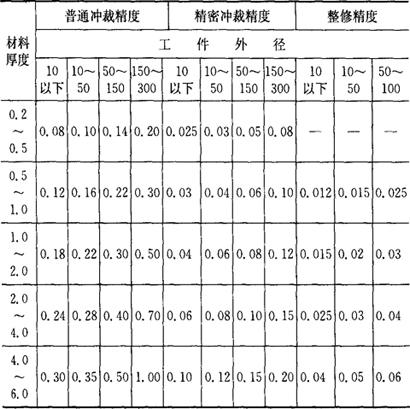
表1.2-7 冲裁件内径尺寸的标准公差 (mm)
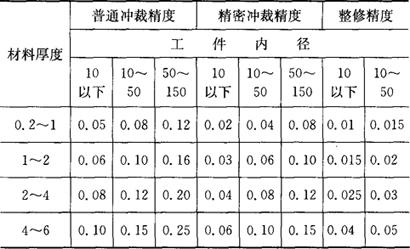
表1.2-8 孔间距离的标准公差 (mm)
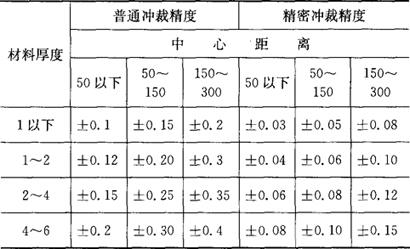
表1.2-9 孔对外缘轮廓的尺寸公差 (mm)
2.冲裁件的表面粗糙度
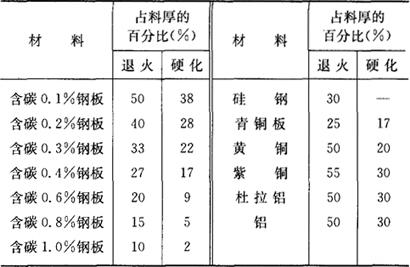
冲裁件的表面粗糙度数值一般在Ra12.5μm以下,具体数值可参考表1.2-10。冲裁件的断面光亮带宽度视被冲裁材料的厚度、力学性能及模具间隙和刃口锋利程度而定,具体数值可参考表1.2-11。
表1.2-10 一般冲裁件剪断面的近似表面粗糙度

表1.2-11 各种材料冲裁件剪断面光亮带占料厚的百分比
(三)冲裁件的排样、搭边和料宽
1.排样
排样是指冲裁件在条料上的布置方法。排样是否合理直接影响材料的经济利用率、模具的结构与寿命、冲压生产率、工件精度和生产操作是否方便与安全等。
①材料利用率。材料利用率通常是以一个送料步距内零件的实际面积与所用毛坯面积的百分比来衡量。此外,还应考虑料头、料尾及裁料时边料的消耗情况。
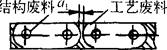
②排样方法。条料冲裁时,所产生的废料分工艺废料和结构废料两种(图1.2-2)。
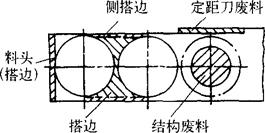
图1.2-2 废料种类
工件之间和工件与条料侧边之间存在的搭边,定位需要切去的料边与定位孔,以及料头和料尾废料均称为工艺废料。
由于工件结构形状的需要而产生的废料,称为结构废料。
排样方法可分为三种:
有废料排样——沿工件全部外形冲裁,工件与工件之间、工件与条料侧边之间都存在搭边废料(图1.2-3a)。
(a)有废料排样
(b)少废料排样
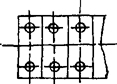
(c)无废料排样
图1.2-3 排样方法
少废料排样——沿工件的部分外形冲裁,只局部有搭边与余料(图1.2-3b)。
无废料排样——工件与工件之间,工件与条料侧边之间均无搭边废料(图1.2-3c)。
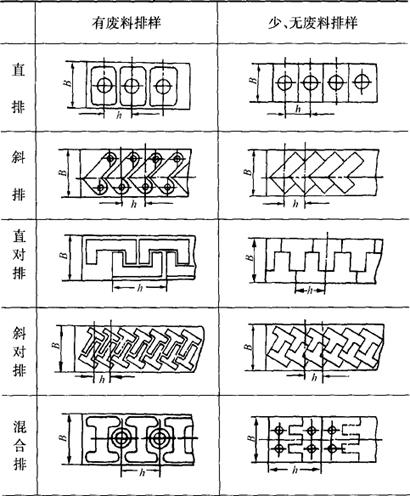
有废料、少废料和无废料排样的形式,按工件的外形特征又可分为直排、斜排、直对排、斜对排、混合排、多行排及裁搭边等(表1.2-12)。在实际生产中,应根据工件的实际外形,选用合理的排样形式,以提高材料利用率及工件质量。
表1.2-12 排样形式的分类
2.搭边
搭边是指工件与工件之间及工件与条料侧边之间的余料。
搭边的作用是补偿送料误差,保证冲出合格的工件;保持条料有一定的刚度,以利于送进。
搭边的大小,对冲裁过程以及工件质量有很大影响。搭边过大,材料利用率低,同时还增加了卸料力。搭边过小,会在冲裁过程中拉断,致使工件上产生毛刺和影响送料工作。有时断裂的搭边还会拉入模具间隙中,损坏模具刃口,降低模具寿命。
搭边的大小与下列因素有关:
①材料的力学性能。硬材料强度和刚度大,搭边可小些;软材料或脆性材料,搭边要大些;尤其非金属材料搭边更应大些。
②工件的形状与尺寸。尺寸大,有尖角的形状复杂的工件,搭边应大些;工件之间邻接处窄长时,搭边也应取大值。
③材料厚度。薄材料刚度差,易拉入凹模,搭边应大些;厚材料侧压力大,搭边也应大些。材料厚度在0.5~1mm时,搭边值可最小。
④卸料板形式。装有弹性卸料板的模具,较之刚性卸料板的模具可取较小的搭边。
⑤送料及挡料方式。用手工送料,有侧压板导向时,搭边可小些。
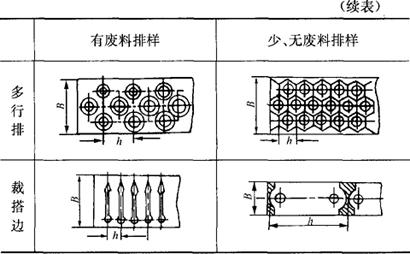
一般金属材料在冲裁时的搭边值,对于大零件,可查表1.2-13;对于中小零件,可查表1.2-14。
表1.2-13 冲裁金属材料的搭边值 (mm)
注:1.冲非金属材料(皮革、纸板、石棉板等)时,搭边值应乘1.5~2。
2.有侧刃的搭边a′=0.75a。
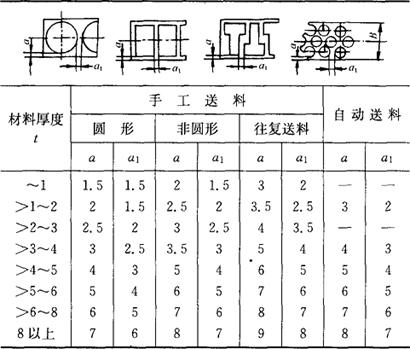
表1.2-14 冲裁金属材料的搭边值 (mm)
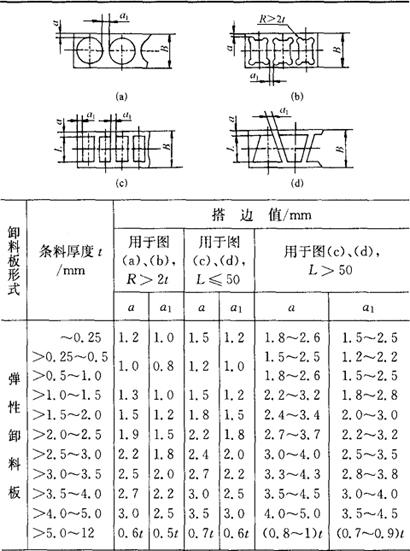

注:1.直边冲件(图c、d),其长度L在50~100mm内,a取较小值;L在100~200mm内,a取中间值;L在200~300mm内,a取较大值。
2.正反面冲的条料,宽度B>50mm时,a取较大值。
3.对于硬纸板、硬橡皮、纸胶板等材料以及自动送料的冲裁件,应按表列的数值乘以系数1.3。
4.t为冲裁件的料厚。
(3)料宽
确定条料宽度的原则是:最小条料宽度要保证冲裁时工件周边有足够的搭边值;最大条料宽度应保证条料能在导料板之间顺利送进,并与导料板之间有一定间隙。
①有侧压装置(图1.2-4)。
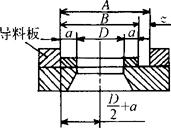
图1.2-4 有侧压冲裁模
条料宽度: 
导料板间距: A=B+z=D+2a+△+z
②无侧压装置(图1.2-5)。
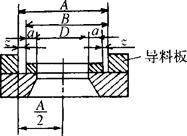
图1.2-5 无侧压冲裁模
条料宽度: 
导料板间距: A=B+z=D+2(a+△+z)
式中 B——条料宽度的基本尺寸(mm);
D——垂直于送料方向的工件最大尺寸(mm);
a——侧搭边值(mm),查表1.2-13或表1.2-14;
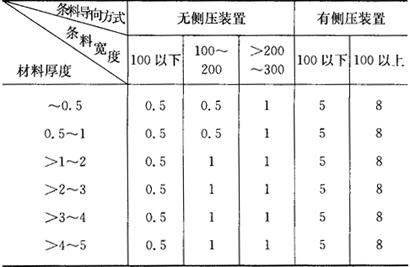
z——条料与导料板间的最小间隙(mm),查表1.2-15;
表1.2-15 送料最小间隙z (mm)
△——条料宽度的单向(负向)偏差(mm),查表1.2-16、表1.2-17。
表1.2-16 用斜刀剪板机条料宽度下偏差△ (mm)
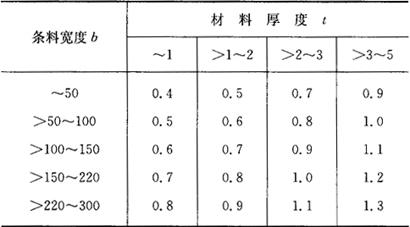
表1.2-17 用滚剪机条料宽度下偏差△ (mm)
③有侧刃(图1.2-6)。
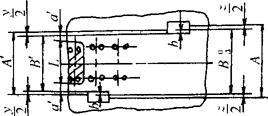
图1.2-6 有侧刃的冲裁模
条料宽度:
导料板间距: A=L+1.5a+nb+z
A′=L+1.5a+y
式中 L——垂直于送料方向的工件尺寸(mm);
n——侧刃数;
b——侧刃裁切的条边宽度(mm),见表1.2-18;
表1.2-18 b、y值(mm)
y——冲切后的条料宽度与导料板间的距离(mm),见表1.2-18。
(四)冲裁模的凸、凹模间隙
凸、凹模间隙对冲裁件的断面质量、尺寸精度、模具寿命和冲裁力均有很大影响,设计模具时一定要选用一个合理的模具间隙。所谓合理的模具间隙就是能使上述几个方面均接近或达到最佳状态的模具间隙。在实际生产中,合理间隙通常是一个适当的范围。这个范围的下限称作最小合理间隙cmin,上限称作最大合理间隙cmax。考虑到模具的磨损会使间隙增大,故设计与制造新模具时要采用最小合理间隙值。
确定冲裁模合理间隙的方法有:
(1)理论确定法
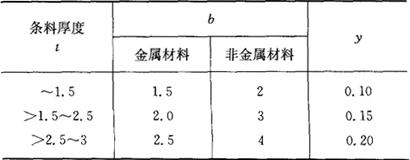
其依据是保证上、下裂纹重合,以获得良好的剪切断面。由图1.2-7中三角形ABC求得单面间隙c:
图1.2-7 冲裁时产生裂纹的瞬时状态

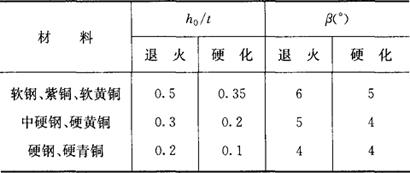
式中 h0——凸模压入深度(mm);
t——材料厚度(mm);
β——最大剪应力方向与垂线间的夹角(°)。
其中, 、β与材料性质有关(表1.2-19)。
、β与材料性质有关(表1.2-19)。
表1.2-19  与β值
与β值
(2)经验确定法
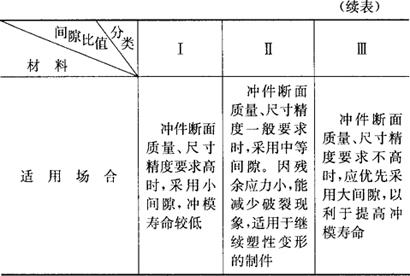
根据研究成果和生产经验总结,并参考国外标准,于1986年制订的指导性文件《冲裁间隙》(JB/Z271-1986),依据“按质论隙”的原则,按冲裁件断面质量、尺寸精度、模具寿命和冲裁力等几项指标,将间隙分成三类,以适应不同技术要求的冲裁件(表1.2-20)。
表1.2-20 冲裁间隙比值(单面间隙c=%t)
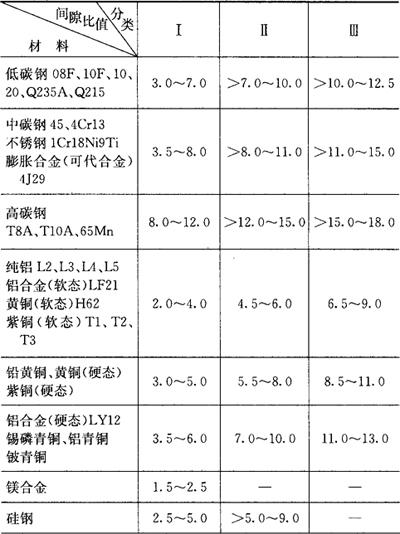
注:1.本表适用于厚度为10mm以下的金属材料。考虑到料厚对间隙比值的影响,将料厚分成0.1~1.0mm;1.2~3.0mm;3.5~6.0mm;7.0~10.0mm四档,当料厚为0.1~1.0mm时,各类间隙比值取下限值,并以此为基数,随着料厚的增加,再逐档递增(0.5%~1.0%)t(有色金属和低碳钢取小值,中碳钢和高碳钢取大值)。
2.凸、凹模的制造偏差和磨损均使间隙变大,故新模具应取最小间隙值。
3.其他金属材料的间隙比值可参照表中抗剪强度相近的材料选取。
4.非金属材料:红纸板、胶纸板、胶布板的间隙比值分两类:相当于表中Ⅰ类时,取(0.5%~2%)t;相当于Ⅱ类时,取>(2%~4%)t。纸、皮革、云母纸的间隙比值取(0.25%~0.75%)t。
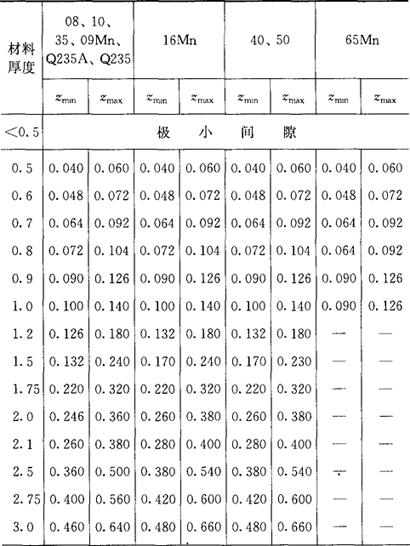
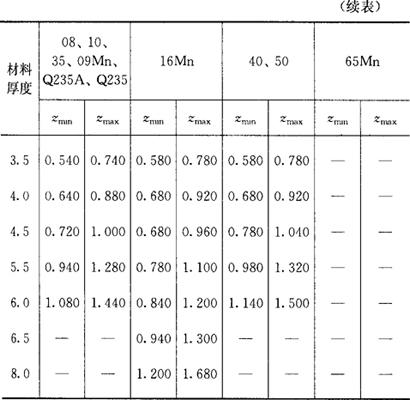
在仪表、电器、精密机械等行业,由于冲裁件精度要求高,可采用表1.2-21所列的较小间隙值。而汽车、农机及日用品等行业,由于冲裁件尺寸公差范围较大,可采用表1.2-22所列的较大间隙值。
表1.2-21 冲裁模初始双面间隙z(z=2c) (mm)

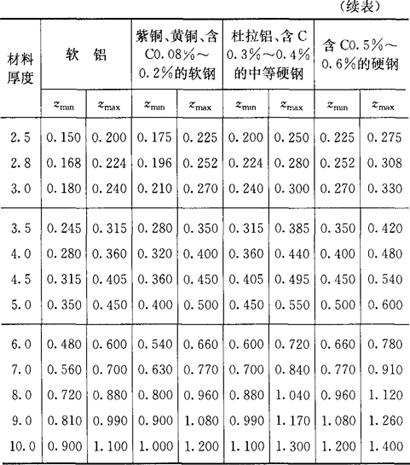
注:1.初始间隙的最小值相当于间隙的公称数值。
2.初始间隙的最大值是考虑到凸模和凹模的制造公差所增加的数值。
3.在使用过程中,由于模具工作部分的磨损,间隙将有所增加,因而间隙的使用最大数值要超过表列数值。
4.“c”为单面间隙。
表1.2-22 冲裁模初始双面间隙z(z=2c) (mm)
注:冲裁皮革、石棉和纸板时,间隙取08钢的25%。
(五)冲裁模凸、凹模工作尺寸的计算
其计算方法根据模具加工方式的不同,分为两类:
(1)凸模与凹模分开加工
采用这种方法,要分别计算和标注凸模与凹模刃口的尺寸和公差,其计算公式如表1.2-23。落料、冲孔时刃口各尺寸关联如图1.2-8。
表1.2-23 凸、凹模分开加工时刃口尺寸和公差的计算公式
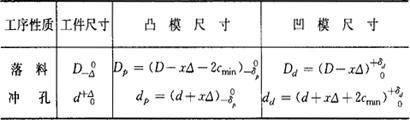
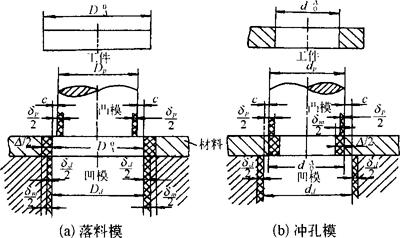
图1.2-8 刃口部分各尺寸关联
图中δm表示允许磨损量
表中 Dp、Dd——分别为落料凸模与凹模的刃口尺寸(mm);
dp、dd——分别为冲孔凸模与凹模的刃口尺寸(mm);
D、d——分别为落料件的最大极限尺寸和冲孔件的最小极限尺寸(mm);
δp、δd——分别为凸模与凹模的制造偏差(mm),见表1.2-24和表1.2-25;
表1.2-24 规则形状(圆形、方形)冲裁凸模、凹模的制造偏差
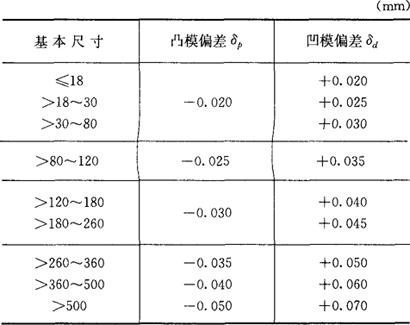
注:1.当|δp|+|δd|>2(cmax-cmin)时,只在凸模或凹模一个零件图上标注公差,而另一件则注明配作间隙。
2.本表适用于汽车拖拉机行业。
表1.2-25 圆形凸模、凹模的制造偏差 (mm)
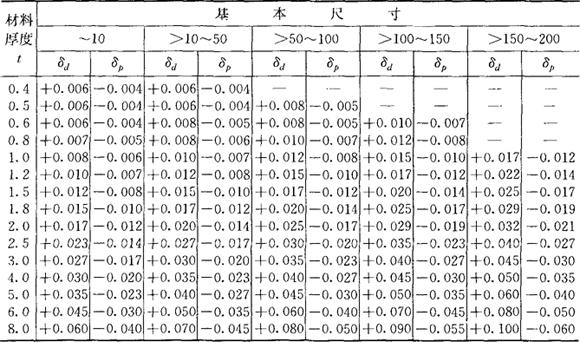
注:1.当|δp|+|δd|>2(cmax-cmin)时,只在凸模或凹模一个零件图上标注公差,而另一件则注明配作间隙。
2.本表适用于电器仪表行业。
△——工件的公差(mm);
cmin——最小合理单面间隙(mm);
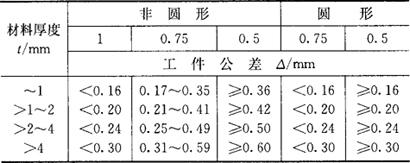
x——磨损系数,其值见表1.2-26。
表1.2-26 磨损系数x
为了保证新模具的间隙小于最大合理单面间隙(cmax),凸模和凹模的制造公差须满足:
|δp|+|δd|≤2(cmax-cmin)
(2)凸模与凹模配合加工
这种方法适用于冲制复杂零件或单件生产模具的加工制造。采用这种方法时,在基准件上标注尺寸和公差,另一件只需标注基本尺寸,并注明“凸模尺寸按凹模实际尺寸配制,保证单面间隙××”(落料时),或“凹模尺寸按凸模实际尺寸配制,保证单面间隙××”(冲孔时)。
图1.2-9为落料件和凹模尺寸,落料件按凹模磨损后尺寸变大(图中A类尺寸)、变小(图中B类尺寸)、不变(图中C类尺寸)分为三种。
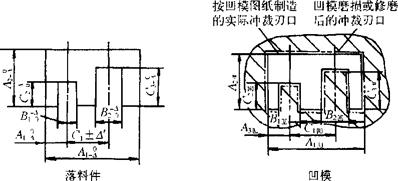
图1.2-9 落料件和凹模尺寸
图1.2-10为冲孔件和凸模尺寸,冲孔件按凸模磨损后尺寸变大(图中A类尺寸)、变小(图中B类尺寸)、不变(图中C类尺寸)分为三种。
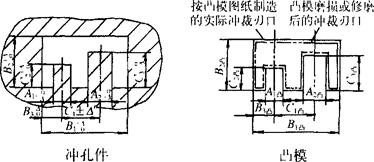
图1.2-10 冲孔件和凸模尺寸
采用凸、凹模配合加工时其刃口尺寸和公差的计算公式见表1.2-27。
表1.2-27 凸、凹模配合加工时刃口尺寸和公差的计算公式
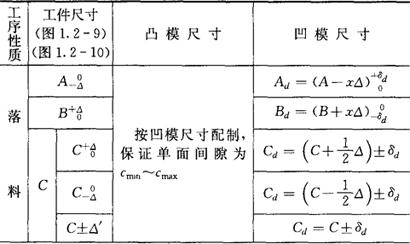
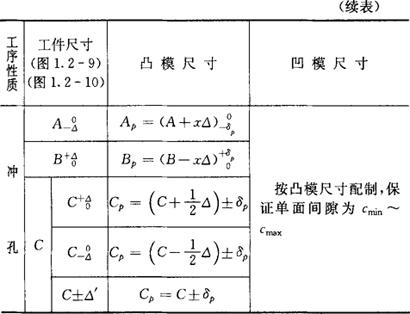
表中 Ap、Bp、Cp——凸模刃口尺寸(mm);
Ad、Bd、Cd——凹模刃口尺寸(mm);
A、B、C——工件基本尺寸(mm);
△——工件公差(mm);
△′——工件的偏差,当为对称偏差时 ;
;
δp、δd——凸模与凹模制造公差(mm);
当标注形式为+δp、-δp(或+δd、-δd)时, ;
;
当标注形式为±δp(或±δd)时, 。
。
x——磨损系数,其值见表1.2-26。
(六)冲裁时的压力计算
(1)冲裁力
F冲=L·t·τk
式中 F冲——冲裁力(N);
L——冲裁件周长(mm);
t——材料厚度(mm);
τk——材料剪切强度(MPa)。
考虑其他因素影响,实际冲裁力还须增加30%,即:
F冲=1.3L·t·τk≈L·t·σb
式中 σb——材料抗拉强度(MPa)。
(2)卸料力、推件力和顶件力
卸料力
F卸=K卸·F冲(N)
推件力
F推=n·K推·F冲(N)
顶件力
F顶=K顶·F冲(N)
式中 F冲——冲裁力(N);
n——同时卡在凹模中的工件(或废料)数目 [h为凹模腔口高度(mm)];
[h为凹模腔口高度(mm)];
t——材料厚度(mm);
K卸、K推、K顶——分别为卸料力、推件力、顶件力系数,其值见表1.2-28。
表1.2-28 卸料力、推件力和顶件力系数
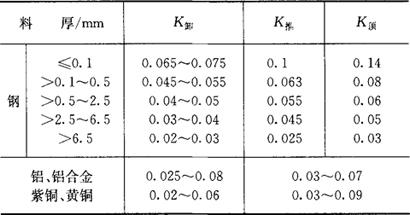
注:卸料力系数K卸在冲多孔、大搭边和轮廓复杂时取上限值。
(3)冲压力(总冲裁力)
①采用刚性卸料板的模具的总冲裁力:
F总=F冲+F推
②采用刚性顶件、弹性卸料的倒装式模具的总冲裁力:
F总=F冲+F卸
③采用弹性卸料板的模具的总冲裁力:
F总=F冲+F推+F卸
④采用弹性顶件和弹性卸料装置的模具的总冲裁力:
F总=F冲+F顶+F卸
(七)冲裁模压力中心的确定
(1)形状简单的冲裁件(图1.2-11)
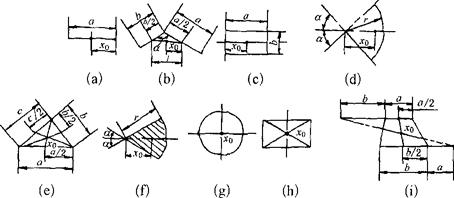
图1.2-11 形状简单的冲裁件的压力中心x0
图(a)为任一直线段:
x0=0.5a
图(b)为任意角α的折线:

图(c)为一不封闭矩形:

图(d)为一半径为r、夹角为2α的弧:

图(e)为任意三角形,压力中心为三中线的交点。
图(f)为一半径为r,夹角为2α的扇形:

图(g)为任意圆形,压力中心为圆心。
图(h)为任意封闭矩形,压力中心为两对角线交点。
图(i)为任意梯形,压力中心可直接由图示作图法求得。
(2)形状复杂的冲裁件(图1.2-12)
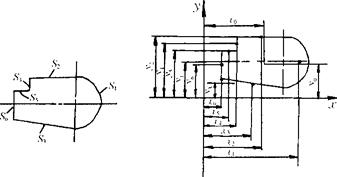
图1.2-12 形状复杂的冲压件压力中心的确定
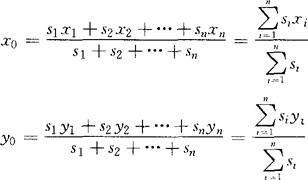
可根据平行力系“合力对某轴之力矩等于各分力对同轴的力矩之和”的力学原理求得:
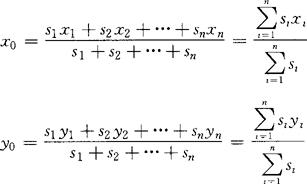
式中 x0、y0——冲压件压力中心坐标;
xi、yi——冲压件各周边压力中心坐标;
si——冲压件各周边边长。
(3)多凸模冲模或多工序连续模
设各凸模的周边长度为s1,s2,…,sn,各凸模压力中心的坐标为x1、x2,…,xn和y1,y2,…,yn,则各凸模的合力作用点,即压力中心的坐标x0和y0按下式计算:
(八)模具的闭合高度
模具的闭合高度h模具应介于压力机的最大装模高度hmax与最小装模高度hmin之间,如图1.2-13所示,其关系如下:
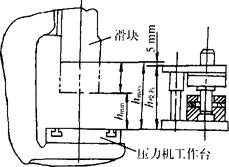
图1.2-13 模具的闭合高度与压力机的装模高度
hmin+10mm≤h模具≤hmax-5mm
如无特殊情况,h模具应取上限值,最好取在: (M为连杆的调节量,M=hmax-hmin)。这是为了避免连杆调
(M为连杆的调节量,M=hmax-hmin)。这是为了避免连杆调
节过长,调节螺纹的接触面积过小而容易压坏。如果h模具太小,可在压力机工作台上加垫板。
(九)冲裁模设计要点
1.凸模设计
(1)凸模形式
①冲小圆孔凸模:为增加凸模的强度与刚度,凸模做成台阶式(图1.2-14)。其中图(a)适用于d=1~8mm,图(b)适用于d=1~15mm。
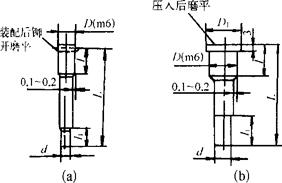
图1.2-14 标准圆凸模(之一)
②冲中型圆孔的凸模:如图1.2-15,适用于d=8~30mm。
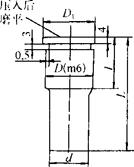
图1.2-15 标准圆凸模(之二)
以上三种凸模都有标准尺寸,设计时可参考有关资料。
③冲大孔或落料用凸模:如图1.2-16,用窝座定位,再用3~4个螺钉紧固。
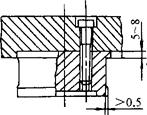
图1.2-16 圆凸模
④在厚板料上冲小孔用凸模。如图1.2-17,将细长的凸模装在护套里,再将护套固定在凸模固定板上。
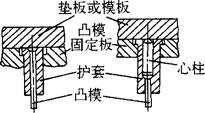
图1.2-17 护套式凸模
(2)凸模长度
凸模长度一般根据结构上的需要而确定。如图1.2-18所示为典型结构,其凸模长度L用下列公式计算:
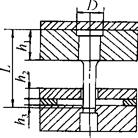
图1.2-18 凸模长度的确定
L=h1+h2+h3+h
式中 h——附加高度,包括凸模磨修量、凸模进入凹模的深度、凸模固定板与卸料板间的安全距离等。一般取h=15~20mm。
(3)凸模强度校核
①压应力校核。
对圆形凸模

对其他各种断面的凸模

式中 dmin——凸模最小直径(mm);
t——料厚(mm);
τ——抗剪强度(MPa);
F——冲裁力(N);
Amin——凸模最小截面积(mm2);
[σ压]——凸模材料的许用压应力(MPa),碳素工具钢淬火后的许用应力一般为淬火前的1.5~3倍。
②弯曲应力校核。
 无导向装置的凸模(图1.2-19a)。
无导向装置的凸模(图1.2-19a)。
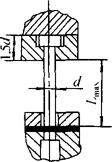
(a)无导向
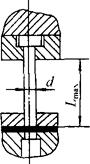
(b)有导向
图1.2-19 凸模强度校核
对圆形凸模
对其他各种断面的凸模
⑥有导向装置的凸模(图1.2-19b)。
对圆形凸模
对其他各种断面的凸模
式中 Lmax——允许的凸模最大自由长度(mm);
d——凸模的最小直径(mm);
F——冲裁力(N);
J——凸模最小横断面的轴惯矩(mm4)。
(4)凸模垫板承压计算
圆形凸模承压面的压应力σ压:
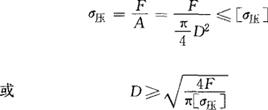
式中 F——冲裁力(N);
A——承压面积(mm2);
D——凸模承压面的直径(mm);
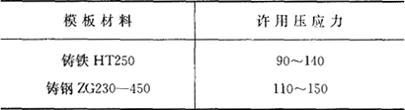
[σ压]——许用压应力(MPa)(见表1.2-29)。
表1.2-29 模板材料的许用压应力 (MPa)
2.凹模设计
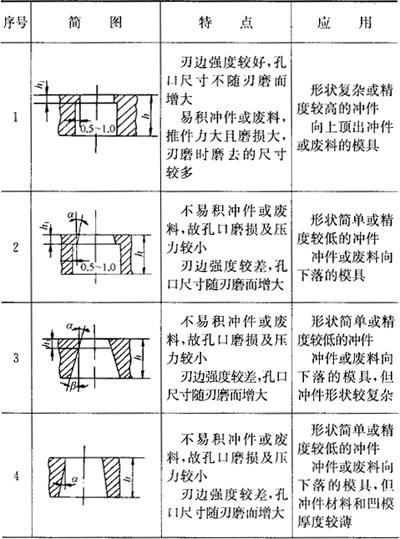
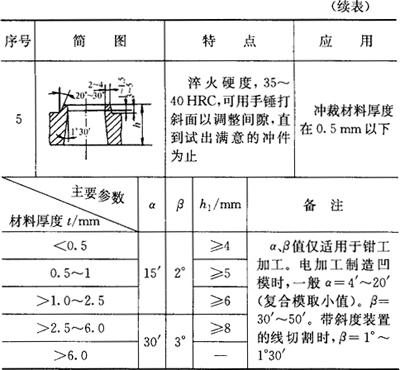
(1)凹模孔口形式及主要参数(见表1.2-30)
表1.2-30 凹模孔口形式及参数
(2)凹模外形尺寸
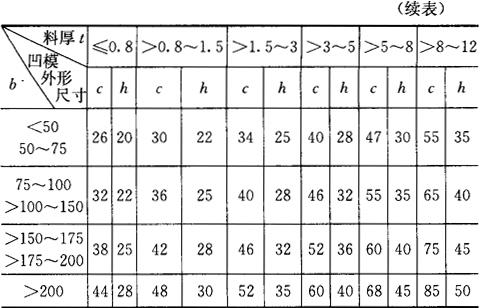
①查表确定凹模外形尺寸(见表1.2-31)
表1.2-31 凹模高度h和壁厚c (mm)
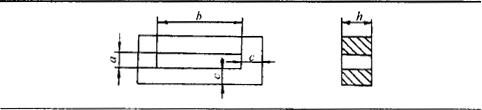
②按经验公式计算
凹模高度:
h=k·b(h≥15mm)
式中 k——系数,其值见表1.2-32;
表1.2-32 系数k的数值 (mm)
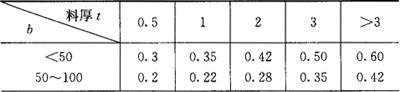
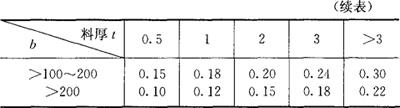
b——最大孔口尺寸(mm)。
凹模壁厚:
c=(1.5~2)h(c≥30~40mm)。
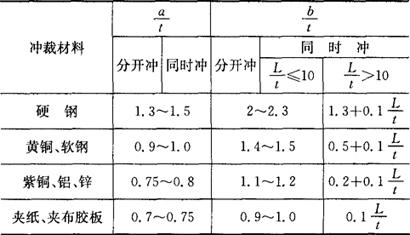
(3)凹模的刃口与边缘、刃口与刃口之间的距离(见表1.2-33)
表1.2-33 凹模刃口与边缘、刃口与刃口之间的距离
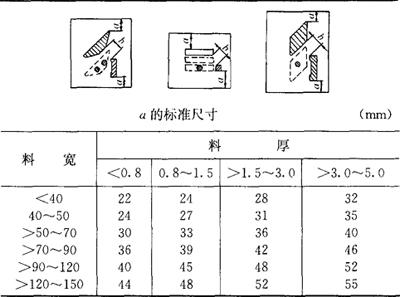
注:1.a的偏差可为±5。
2.b的选择可视凹模刃口复杂情况而定,一般不小于5mm,圆的可适当减少些,复杂的应取大些。
3.决定外缘尺寸时,应尽量选用标准的凹模坯料。
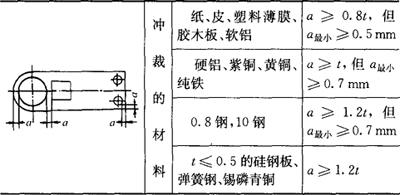
(4)凸凹模的最小壁厚
复合模用凸凹模的最小壁厚,可参考表1.2-34;对仪表行业的小型薄板零件,可参考表1.2-35。
表1.2-34 凸凹模的最小壁厚a(之一) (mm)
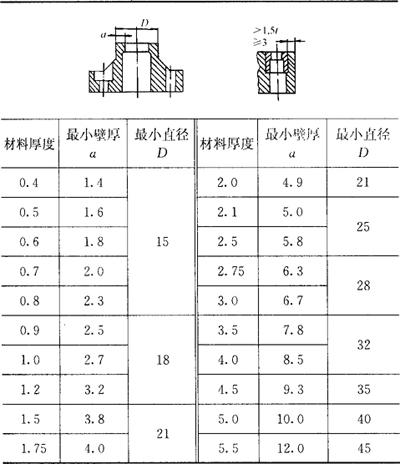
表1.2-35 凸凹模的最小壁厚a(之二) (mm)
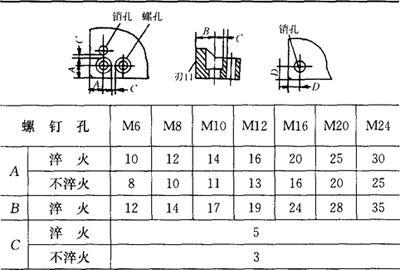
(5)凹模上螺钉孔、圆柱销孔间的最小距离(表1.2-36)
表1.2-36 螺孔、销孔的最小距离 (mm)
(6)凹模强度校核(表1.2-37)
表1.2-37 凹模强度计算公式
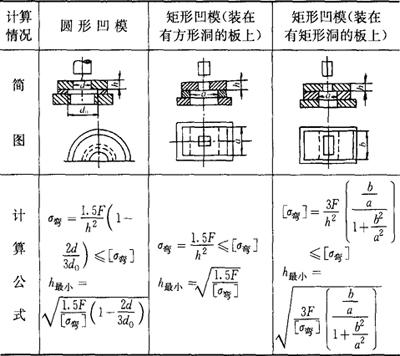
注:式中 F——冲裁力(N);
[σ弯]——许用弯曲应力(MPa)(淬火钢为未淬火钢的1.5~3倍);
h最小——凹模最小厚度(mm)。
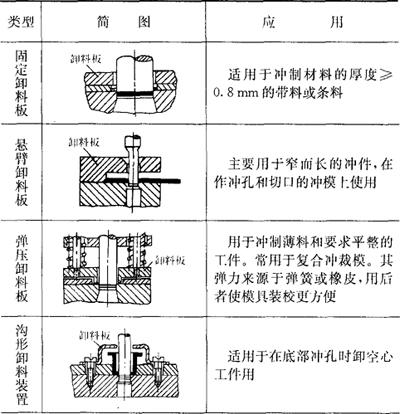
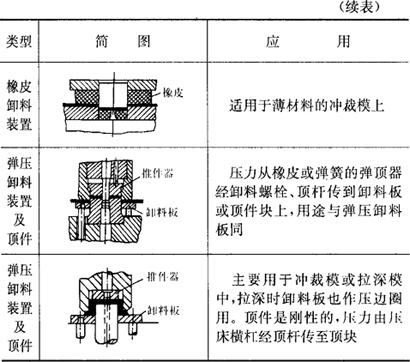
3.卸料及顶件装置
(1)卸料及顶件装置的形式(表1.2-38)
表1.2-38 卸料及顶件装置类型
(2)卸料板(顶件器)与凸模之间的间隙(表1.2-39、表1.2-40)
表1.2-39 弹压卸料板与凸模之间的间隙c (mm)
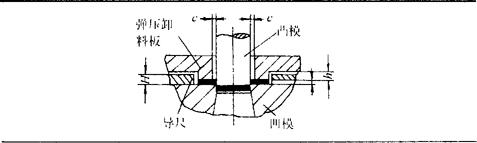
注:1.当用弹压卸料板作凸模导向时,凸模与卸料板孔配合按H7/h6配合。
2.对于连续模中特别小的冲孔凸模与卸料板孔的单面间隙值比上表中的数据适当加大。
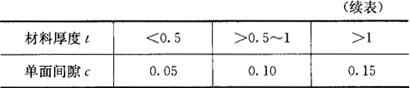
表1.2-40 固定卸料板与凸模间的间隙值 (mm)
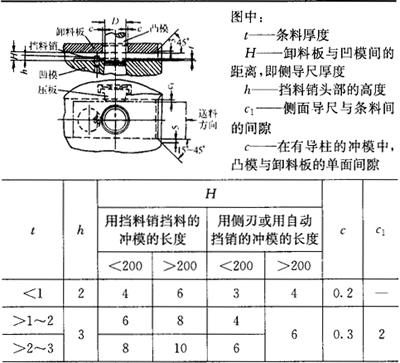
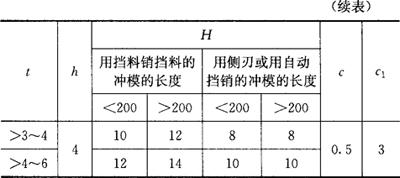
注:1.c1最小值≥0.05mm。
2.在无导柱的冲模中,用卸料板的孔来做凸模导向时,凸模与卸料板孔的配合应按H7/h6配合。
3.当t≥1mm时,应采用侧压板。
4.定位装置
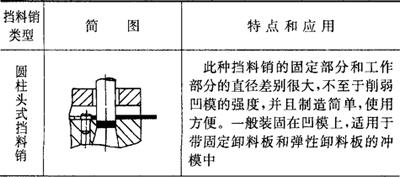
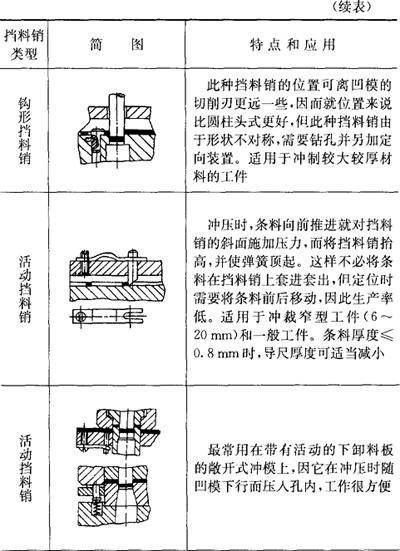
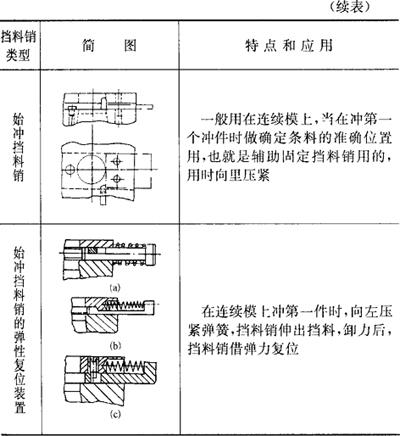
(1)挡料销
挡料销的作用是保证条料有准确的送料进距。其结构及应用见表1.2-41。
表1.2-41 挡料销的类型及应用
(2)定位板或定位销
定位板或定位销一般用于对单个毛坯的定位,这种定位可以分为外形定位(图1.2-20)和内孔定位(图1.2-21)两种方式。
(a)定位板
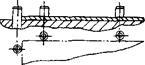
(b)定位销
图1.2-20 利用外形定位的定位板(销)
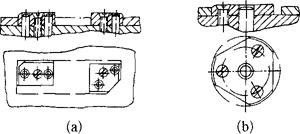
图1.2-21 利用内孔定位的定位板
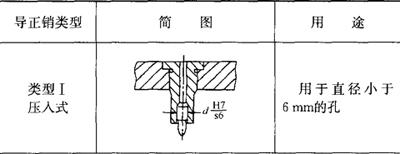
(3)导正销
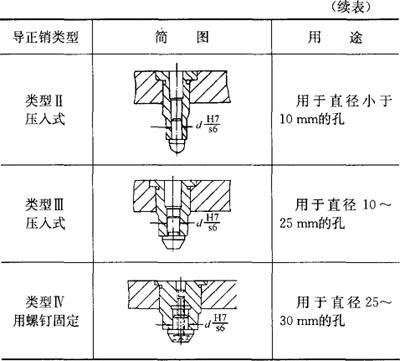
导正销多用于连续模中,装在第二工位以后的凸模上。冲裁时先插进已冲好的孔中,以保证内孔与外形相对位置的精度,消除由于送料而引起的误差。其类型及应用见表1.2-42。
表1.2-42 导正销的类型及用途
导正销的直径按基孔制IT9级精度间隙配合(h9),但考虑到冲孔后孔的弹性收缩,因此导正销直径比冲孔凸模直径应小些。具体计算为:
D1=d-2a
式中 D1——导正销直径的基本尺寸(mm);
d——冲孔凸模直径(mm);
2a——导正销与孔径两边的间隙,其值见表1.2-43。
导正销圆柱高度h,见表1.2-44。
表1.2-43 2a数值 (mm)
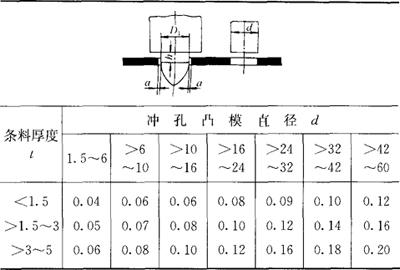
表1.2-44 导正销圆柱高度h (mm)
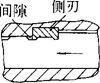
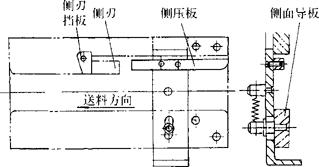
(4)定距侧刃
侧刃是用来切去条料两侧少量材料而达到挡料和确定送料步距的目的。其种类如图1.2-22所示。
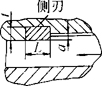
(a)长方形的定距侧刃
(b)成型的定距侧刃
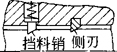
(c)尖角的定距侧刃
图1.2-22 定距侧刃
(5)侧压
侧压类型如图1.2-23所示,采用侧压类型时应注意:
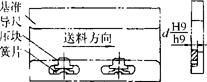
(a)簧片压块式
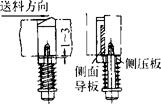
(b)弹簧压块式
(c)侧压板式
图1.2-23 侧压类型
①在条料厚度<0.3mm时,不能采用侧压。
②当用滚轴自动送料时,不采用侧压,因侧壁摩擦会阻碍送料。
5.排除工件或废料的漏料孔和排出槽
如冲床工作台上有漏料孔,则在模具下模板上也要设计一个漏料孔(图1.2-24),以便排料。若冲床工作台上无漏料孔,则应在冲模下模板下面设计一条贯通的排出槽(图1.2-25)。
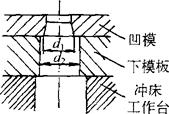
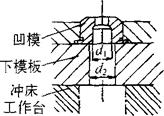
图1.2-24 漏料孔
d2=d1+(0.5~2)mm
图1.2-25 排出槽
h=(8~10)t,但不小于20mm,
b=d2+(2~5)mm,但不小于30mm
- 灵鸡蛋方是什么意思
- 灵鹄是什么意思
- 灵鹊是什么意思
- 灵鹊书巢是什么意思
- 灵鹊儿是什么意思
- 灵鹊兆喜是什么意思
- 灵鹊填河是什么意思
- 灵鹣阁是什么意思
- 灵鹣阁丛书是什么意思
- 灵鹣阁诗稿是什么意思
- 灵鹤是什么意思
- 灵鹫宫人物是什么意思
- 灵鹫山是什么意思
- 灵鹫峰是什么意思
- 灵麻是什么意思
- 灵鼍是什么意思
- 灵鼓是什么意思
- 灵鼗是什么意思
- 灵鼠膏是什么意思
- 灵龛是什么意思
- 灵龟是什么意思
- 灵龟乐泥是什么意思
- 灵龟八法是什么意思
- 灵龟寺是什么意思
- 灵龟飞腾是什么意思
- 灵売是什么意思
- 灶是什么意思
- 灶
.jpg) 是什么意思
是什么意思 - 灶㮇是什么意思
- 灶䆫是什么意思
- 灶丁是什么意思
- 灶上是什么意思
- 灶上刀是什么意思
- 灶上扫尘是什么意思
- 灶上扫除是什么意思
- 灶上的是什么意思
- 灶上的蒸笼——热气高是什么意思
- 灶上骚除是什么意思
- 灶下是什么意思
- 灶下养是什么意思
- 灶下养 - 汉·民歌是什么意思
- 灶下厮养是什么意思
- 灶下哩是什么意思
- 灶下底是什么意思
- 灶下门是什么意思
- 灶下阁是什么意思
- 灶中黄土是什么意思
- 灶主老爷是什么意思
- 灶么爷是什么意思
- 灶人是什么意思
- 灶伙是什么意思
- 灶倒屋塌——砸锅是什么意思
- 灶兜是什么意思
- 灶公是什么意思
- 灶公公是什么意思
- 灶公司命是什么意思
- 灶公爷是什么意思
- 灶公爹爹是什么意思
- 灶公老子是什么意思
- 灶公角是什么意思