冲切过程
管料冲切过程如图4-25所示。当压力机滑块下行,切刀刃尖与管壁接触,压力达到一定值时,刃尖开始压入管料。随着刃尖压入程度的增加,导致材料瞬间脆裂,刃尖随之进入管腔。然后切刀侧刃与凹模侧刃剪切管壁,直至完全切断管料为止。
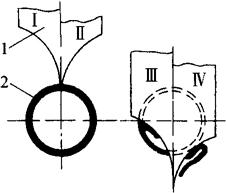
图4-25 管料冲切过程示意图
1-切刀;2-管材
为了减小管料被压扁的现象,通常将凹模(见图4-26)做成桃形,以便冲切前先使管料在左、右半凹模的强力夹持下产生一定量的反变形使管壁上部突出,然后再由切刀冲切,即可减少管料被切刀压扁的缺陷。
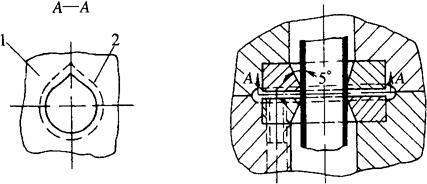
图4-26 冲切凹模
1-左半凹模;2-右半凹模
- Mercury(Ⅱ)nitrate monohydrate是什么意思
- Mercury(Ⅱ)oxide red是什么意思
- Mercury(Ⅱ)oxide yellow是什么意思
- Mercury(Ⅱ)oxycyanide是什么意思
- Mercury(Ⅱ)potassium cyanide是什么意思
- Mercury(Ⅱ)potassium iodide是什么意思
- Mercury(Ⅱ)potassium thiocyanide是什么意思
- Mercury(Ⅱ)silver iodide是什么意思
- Mercury(Ⅱ)sulfate是什么意思
- Mercury(Ⅱ)sulfide black是什么意思
- Mercury(Ⅱ)sulfide red是什么意思
- Mercury(Ⅱ)thiocyanate是什么意思
- Mermet virus是什么意思
- Merthiolate sodium salt是什么意思
- Mesitylene是什么意思
- Mesityl oxide是什么意思
- meso-Cystine是什么意思
- Mesoxalic acid hydrochloride是什么意思
- Mesoxalic acid monohydrate是什么意思
- meso-Tartaric acid monohydrate是什么意思
- Metachrome yellow是什么意思
- Metanil yellow是什么意思
- Metaphosphoric acid是什么意思
- Metatitanic acid是什么意思
- Methacrolein是什么意思
- Methacrylamide是什么意思
- Methacrylic acid是什么意思
- Methacrylic anhydride是什么意思
- Methane sulfonic acid是什么意思
- Methane sulfonyl chloride是什么意思
- Methanol是什么意思
- Methanol anhydrous是什么意思
- Methionine enkephalin acetate salt是什么意思
- Methoxy acetic acid是什么意思
- Methoxyamine hydrochloride是什么意思
- Methoxychlor是什么意思
- Methoxy chrysoidine是什么意思
- MethyI pentadecanoate是什么意思
- Methyl 2-bromo propionate是什么意思
- Methyl 4-hydroxy benzoate是什么意思
- Methyl 4-nitro benzene sulfonate是什么意思
- Methyl 5-bromo valerate是什么意思
- Methyl acetate是什么意思
- Methyl acetoacetate是什么意思
- Methyl acrylate是什么意思
- Methylal是什么意思
- Methylamine alcohol solution是什么意思
- Methylamine hydrochloride是什么意思
- Methylamine water solution是什么意思
- Methyl androstenediol是什么意思
- Methyl benzene sulfonate是什么意思
- Methyl benzilate是什么意思
- Methyl benzoate是什么意思
- Methyl blue是什么意思
- Methyl bromo acetate是什么意思
- Methyl butyl ether是什么意思
- Methyl butyrate是什么意思
- Methyl calcein是什么意思
- Methyl caprate是什么意思
- Methyl caproate是什么意思